Известны приборы для штампования из металлической ленты застежек для одежды, обуви и т. п. с укреплением их на матерчатой или кожаной ленте, tf применением храповых механизмов для подачи -лент и ползунов, перемещающих выштампов нные звенья застежек и закрепляющих их на подкладочной ленте.
Настоящим изобретением предлагается храповые механизмы приводить в действие подвижной от передач станка частью, связанной с концом качающегося рычага, от другого конца которого через систему рычагов, клиньев и пружн н получают движение ползуны.
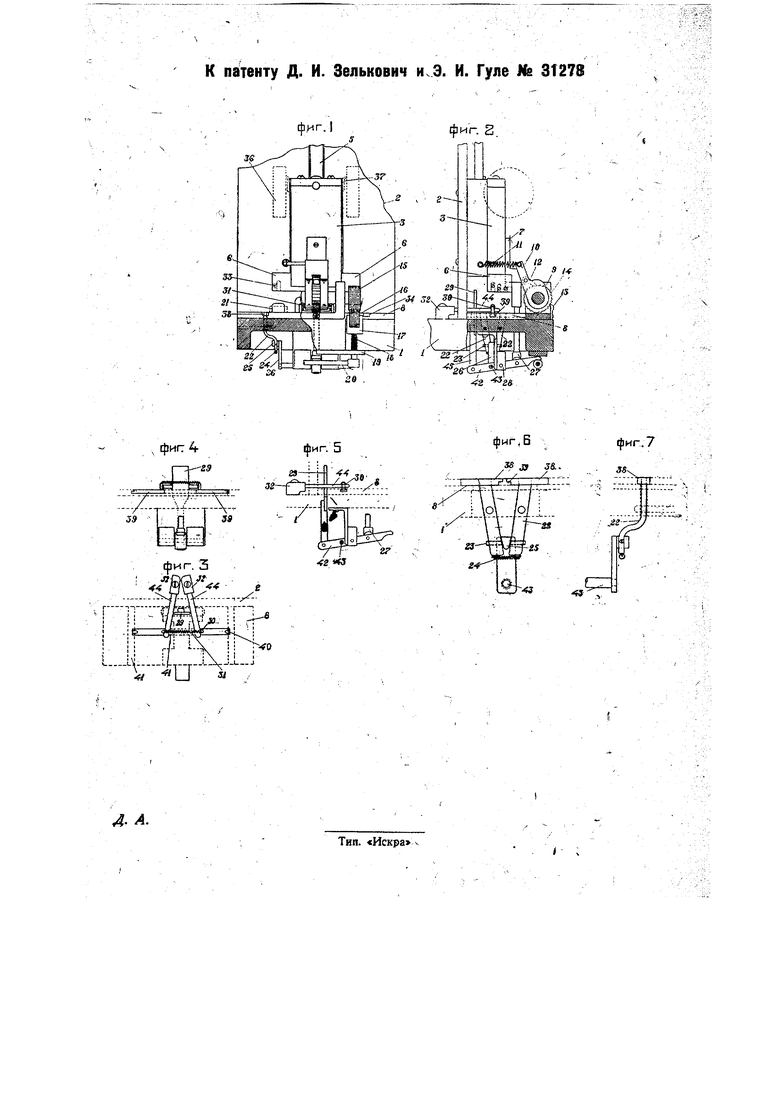
На чертеже фиг. 1 изображает вид прибора спереди с частичным разрезом основной горизонтальной плиты, с обрезом сверху вертикальной стенки и снятой девой верхней частью прибора; фиг. 2-вид на фиг. 1 справа; фиг. проекции деталей передач ползунам, передающих выштампованные заготовки к матерчатой ленте с показанием пунктиром плиты с пазами для движения ползунов; фиг. 6 и 7- две проекции детали передач к ползунам, запрессовывающим металлические заготовки на матерчатой ленте.
311
Станок имеет правую Н левую симметричные части для одновременного производства двух однородных производственных процессов, каждый из которых состоит в операциях; а) механической подачи металлической ленты; б) выколки детали; в) устранения деформации (утюжка детали); г) подачи детали к матерчатой ленте;
д)запрессовки детали на матерчатой ленте;
е)передачи матерчатой ленты.
На вертикальной стенке 2(фиг. 1, 2), установленной на основании /, неподви Кно прикреплены салазки, по которым ходит свободно подвижная часть 5, имеющая паз, соответствующий выточке салазок. Движение передается через шатун 5, прикрепленный штифтом к ползуну от кулачковой или иной передачи, рассчитанной на требуемый ход ползуна.
На выступе горизонтальной плиты впереди ползуна крепится скоба 9, сквозь которую пропущен валик, имеющий на концах головки с накаткой 75.. В середине на валик помещена на свободном ходу трещотка 10, верхним концом упирающаяся в конус 7. В прорези трещотки на валике закреплена неподвижно храповая шестеренка 14. При подъеме ползуна 3i вверх.
он конусом 7 перемещает на рпреде Ленное расстояние хвост трещотки 10, а последняя через собачку /2 передает движение храповой шестеренке 14, а вместе с ней и валику 1 При опускании ползуна 3 JB.HK3, конус 7, уходя вместе с ним, отходит от трещотки, и последняя пружиной 77, закрепленной одним концом к хвосту трещотки, а другим к неподвижным сг лазкам 4 (фиг. 2), отводит собачку 72 на один зуб назад в положение, необходимое для нового хода. Для того, чтобы вместе с обратным поворотом трещотки не произошло обратного движения зубчатки, к основанию скобы 9 привернута тормозная собачка 13. Под валиком 75 помещены накатанные колесики 75, охватываемые вилками 77, основания которых пропущены сквозь отверстия в планке 19 и прижимаются к валику 75 пруяй1ной 18, которая, имея упор в планку 79 и в заплечики вилки 77, разжимаясь, давит на накатные колесики. Концы вилок 77, выходящие под планкой, путем-стопорных муфт соединены круглым прутком 20 между собой. Полоски металла, зажатые между головками валика 75 и накатанными колесиками 16, при повороте валика подают металлическую полоску под пунсоны на нужное расстояние, определяемое поворотом валика 75.
Для выштамповки заготовки на нижней части ползуна 3 помещена часть 6 (фиг. 1 и 2), имеющая с каждой стороны гнезда для йунсонов и контрольных игл 33 между ними. На горизонтальном основании 7 имеются две плитки 8, на которых под пунсонами в месте, показанном на фиг. 1 пунктиром 27, помещены матрицы. В полоске металла, подаваемой описанным выше путем, давлением ползуна 3 при движении его вниз, производится операция обыковенной штамповки, при чем один пунсон производит выдавливание необходил1ого очертания звена и прорубает внутренние очертания его, а второй окончательно высекает звено. Для регулировки постановки полоски с выдавленными очертаниями звена служит контрольная игла, помещенная между пунсонамил Хвост коромысла -#2,-связанный с ползуном 3 посредством тяги 27, оттягивает при помощи прутка 20 накатные колесики 16, сжимая пружины 18 и освобождая, таким образом, подаваемый металл для возможности свободной установки его контрольной иглой. Пунсоны, контрольная игла и матриць на чертежах не показаны, так как процессы работы их обычны. Для устранения образовавшихся заусениц в выштампованном звене, оно сквозь матрицу попадает в соответствующей формы углубления 40 (фиг. 3) на ползунках 39 (фиг. 3, 4) и одновременно этим же ударом пунсона, произведшим выколку, выравнивается, че:м устраняется деформация металла, обыкновенно получающаяся при производстве выколки. Сила выравнивания регулирует(я соответственным выпуском пунсона, производящего штамповку, с таким расчетом, чтобы он, проколов деталь, прошел сквозь отверстие в матрице и произвел вЬфавнивание звена, лежащего в гнезде 40 ползунка 39.
Для подачи детали к матерчатой ленте на плитках 8, указанных на фиг. 3, 4, 5 пунктиром, простроганы пазы 41, которым-двигаются подающие 39 и запрессовывающие 38 (фиг. 6, 7) ползунки. Подающие ползунки 39 на одном конце указанное выше гнездо 40 Сфиг. 3), а на другом-торцевые штифты 30, за которые они соединены друг с другом пружинкой 31. Торцевые штифты упираются в два раздвижнь1к пальца 32, раздвижение которых регулируется вертикальной .подвижной распоркой 29 (фиг. 2, 3, 4, 5), прикрепленйой к головке коромысла, которое свободно закреплено на стойке 28 (фиг. 2) и связано через тягу 27 с ползуном 3. TlpK движении ползуна 3 вниз, для производства операции, тяга 27 передает движение
, вниз на хвост рычага 42, обусловливая. таким образом поднятие вверх распорки 2Р, . которая станет в месте касания с раз. движными пальцами 32 своей суженной частью (фиг. 5). Тогда пружинка..7 оттянет в свое первоначальное положение подающие ползунки 5Р;, с таким расчетом, чтобы гнездо 40 было как раз под йатрицей второго пунсона. После штамповки ползун идет вверх, приводя, как описано выше, всю систему рычагов в обратное движение, т.-е. тяга 27 идет за цолзуном 3 вверх и через коромысло 42 тянет вниз распорку 29, которая раздвигает своей широкой частью пальцы 2, концы/крторых, упираясь в торцевые штифты 30, двигают подающие ползунки к матерчатой ленте.
Для запрессовки детали на матерчатой ленте служат ползунки 38 (фиг. б, 7), корые двигаются по поперечным пазам 34 (фиг. 1) плиток 8. В прорезанные отверстия их проходят концы подвижных рычагов 22 (фиг. 6, 7), свободно закрепленных к горизонтальной плите 7 штифтами и стягиваемых у других концов пружиной 24, имеющих, кроме того, в нижней части стопоры 23, на которые давят клинья 25, закрепленные на рычаге 26, насаженном на валик 43 (фиг. 2, 5, 6, 7), который пропущен сквозь рычаг 42 (фиг. 2, 5)- Движимый ползун 3 после выштамповки звена тянет за собой.тягу 27 и хвост рычага 42; в этот момент первая часть рычага опускается и тянет вниз валик 43 с посаженными на него . планками с распирающими конусами 25, который раздвигает нижние концы ножек, приводя таким образом в движение запрессовывающие ползунки. Между запрессовывающими ползунками тянется матерчатая лента, обращенная пришитым шнуром к подающим ролзункам, KOTOpbie подводят деталь с раздвинутыми концами прямо на шнур. Таким образом, запрессовывающие ползунки, сдвигаясь до известного момента, регулируемого стопорами 23, сжимают раздвинутые концы детали, запрессрвывая ее на ленте, заканчивая таким образом все операции, после чего деталь, уже на ленте, поднимается вверх на барабан, а ползунки принимают положение для возможности повторения следующей аналогичной операции.
Матерчатая или кожаная лента подается в прорезь, имеющуюся как в горизонтальной плите, так и в плитках 8, к подающему ползунку. Система подачи ее может быть различна, данного станка применен один из вариантов. На неподвижной
части автомата крепятся на кронштейнах барабаны 36 (фиг. 1, 2-указаны пунктиром), которые дают натяжение матерчатой ленте, внизу оттягиваемой грузом или системой зажимных валиков. Движение ленты передается через барабан, подвигаемый собачкой 37, закрепленной на ползуне 3. Передвижение барабана, а, следовательно, движение ленты, таким образом, связано с движением всех частей автомата.
Взаимодействие этих Частей автомата происходит при полном движении основного ползуна 3 вверх и вниз; при ходе вверх происхо дит подача металла, подача к шнуру высеченной детали и запрессовка ее на шнур, а при ходе вниз две операции штамповки и высечки и подача матерчатой ленты. Таким образом за полный рабочий ход ползуна автотйат дает шесть двойных операций.
Пр едмет патента.
Прибор для изготовления застежек для одежды, обуви и т. п. штампованием из металлической ленты и укреплением на подклад(эчной матерчатой или кожаной ленте с храповыми механизмами для подачи обеих .. и с системой ползунов в столе станины для перемещения выштампованных звеньев застежек и закрепления их на подкладочной ленте, отличающийся тем, что для приведения в действие храповых механизмов применены подвижная часть 3, связанная шатуном 5 с передачей и тягой 27 с одним концом качающегося рычага 42, другой конец которого снабжен рычагами 26 я 45 с клик|ьями 25 и 29, предназначенными для движения рычагов 22 и 44, связанных с ползунами 38 и 39, перемещаемыми в другую сторону пружинами (фиг. 1-7).
3S
фиг: 4
фиг. 5
.-.-Л„..1(. ,--- -- --1-I
W и а ,,
фиг. 2.
фиг 4 Б
- V 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления застежек из металлической ленты | 1928 |
|
SU19193A1 |
| Разрывная застежка | 1930 |
|
SU33029A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Станок для изготовления разрывных застежек | 1931 |
|
SU27032A1 |
| Установка для распиловки балансирной пилой бревен на кружки | 1939 |
|
SU79868A1 |
| Машина для изготовления поддерживающих нить накала крючков и вплавления их в ламповые штабики | 1930 |
|
SU24035A1 |
| Видоизменение механической отводки для приводных ремней | 1929 |
|
SU17943A1 |
| Приспособление для выштамповывания цифр на металлической ленте | 1936 |
|
SU49973A1 |
| Устройство для перевода стрелок с движущихся повозок | 1931 |
|
SU28525A1 |
| Фрикционный винтовой пресс с поворотным столом | 1932 |
|
SU30601A1 |