Изобретение касается автоматических станков для изготовления петель с применением штамповочного приспособления для изготовления заготовок из прерывно подаваемой металлической ленты и приспособления для завивания ушков петли вокруг осевого стержня. В подобных станках устройство для завивания ушков петли предлагается выполнить из последовательно расположенных и обра зующих один общий прямолинейный канал неподвижных колодок, четырех боковых пунсонов и двух нажимных частей. Колодки, образуя щель, предназначены для G-образного сгибания парных заготовок, проталкиваемых через щель вертикальным пунсоном; пара верхних боковых пунсонов предназначена для загибания концов ушков петли поверх осевого стержня ее и вторая пара предназначена для прессования ушков после того, как прямолинейная часть петли зажата вышеуказанными зажимными частями. Для калибрования ленты, служащей материалом для петель, предлагается применить шлифовальные круги с приспособлением для непрерывной ее подачи в толчковый подающий механизм станка. С целью зенкования винтовых отверстий петли предлагается применить расположенную под матричной плитой многощпиндельную сверлильную головку, а для переворачивания выштампованных
(154)
заготовок раззенкованной стороной вверх предлагается применить поворотную плиту со щелью для приема заготовок.
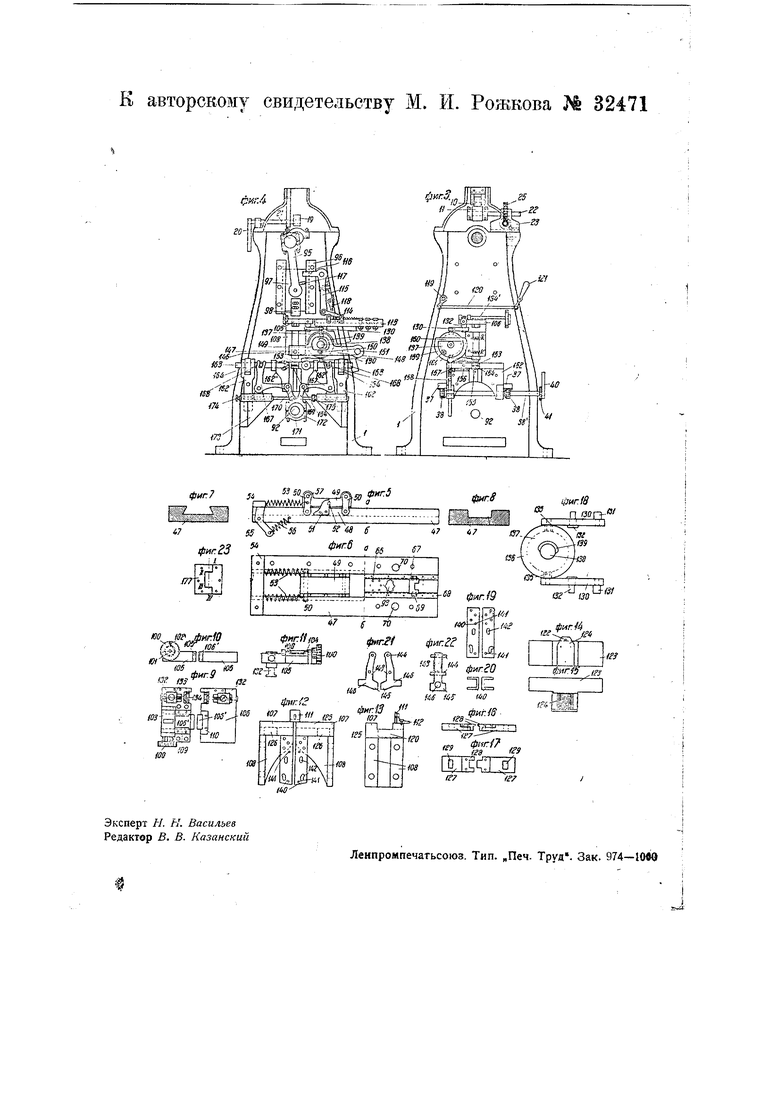
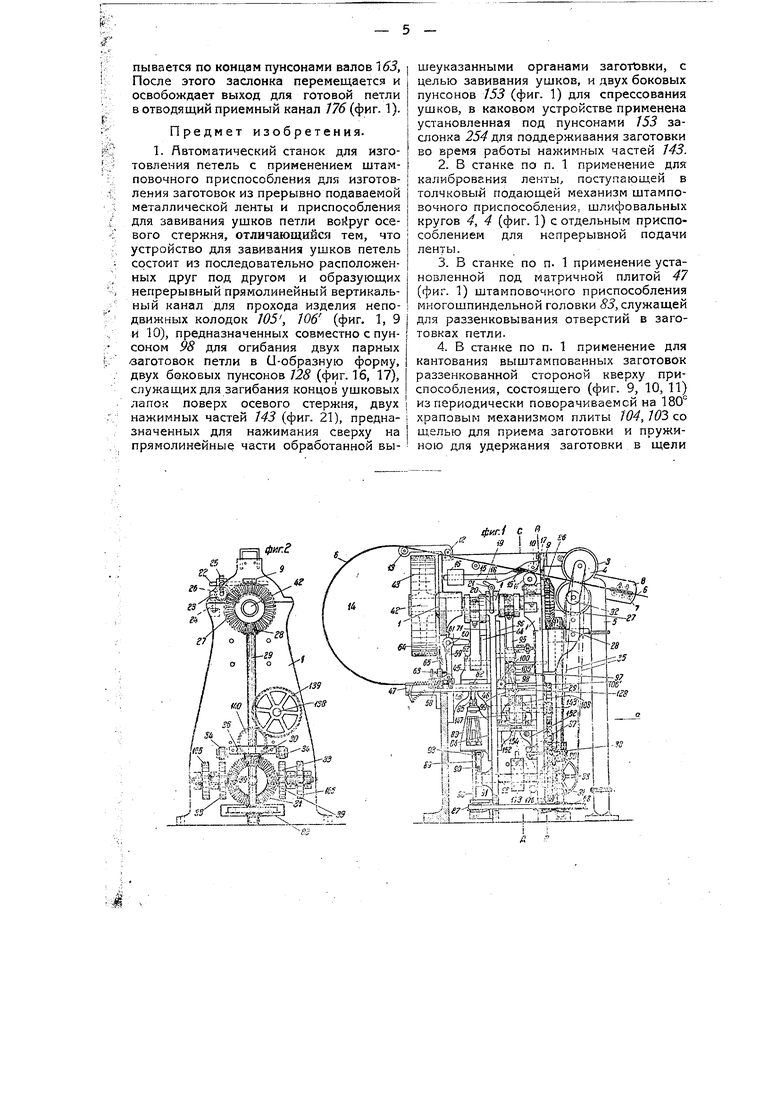
На чертеже фиг. 1 изображает вид предлагаемого станка спереди; фиг. 2 вид его сбоку по стрелке а на фиг. 1 без шлифовального устройства; фиг. 3-вид его в разрезе по линии АВ со стороны против стрелки а фиг. 1; фиг. 4-то же по линии СД на фиг. 1 со стороны стрелки а на фиг. 1; фиг. 5, б, 7 и 8-вид в двух проекциях и разрезах толчкового подающего механизма для ленты; фиг. 9, 10, 11-вид в трех проекциях неподвижных губок для сгиба петли с кантовочным приспособлением; фиг. 12, 13-вид в двух проекциях направляющих верхних боковых пунсонов с ножом для проволоки; фиг. 14, 15-устройство для смазывания проволоки для заготовки осевых стержней петли; фиг. 16, 17 -- боковые верхние пунсоны; фиг. 18 - вид сбоку диска с коромыслами для приведения в движение боковых пунсонов; фиг. 19, 20-вид в двух проекциях швеллеров для зажимных частей; фиг. 21, 22-вид в двух проекциях зажимных частей;фиг. 23--вид сверху изготовляемой петли.
Станина / образована тремя вертикальными стенками, между которыми и по внешним сторонам KOTOpbjx расположены все рабочие части станка (фиг. 1-4). Все механизмы станка заим твуют свое движение от главного вала 42, имеющего на одном конце приводной шкив 4В, а на другом- шестерню 27 с цилиндрическими и коническими зубцами и в средней части--эксцентриковые диски для вертикальных ползунов с пунсонами. Для выполнения калибрования ленты, т. е. для первой операции обработ1:и петли, служат расположенные на правой внешней стороне станины на кронштейнах 2 (фиг. 1) шлифовальные круги 4, заключенные в кожух 5, сообщенный патрубком 5 с трубопроводом эксгаустера, отсасывающего пыль. Для сообщения вращения шлифовальным кругам служат шкивы 52, расположенные по обеим сторонам кругов и соединенные ремнями 55 со шкивами 55, приводимыми во вращение шестернями 30, сцепленными с шестерней 5/, получающей вращение через шестерню 30, вал 29 и шестерню 28 (фиг. 2) от шестерни 27 главного вала 42. Перед кругами 4 расположена обойма 8 с валиками 7, предназначенными для выпрямления ленты 6 перед поступлением ее в шлифовальные круги 4.
Быстрое выключение вращения кругов 4 имеется в виду осуществить ослабление приводных ремней, для чего натяжные ролики 34 (фиг. 2) для ремней 55 расположены на поперечине 36, снабжённой рейками 57 (фиг. 1), перемещаемыми шестернями 5 при повороте рукояткой 40, сцепляющейся своей собачкой с храповиком 41, заклиненным на общем с шестеренками 38 валу (фиг. 3).
Для подачи ленты предназначены ролики W, /7, расположенные сразу за окном 9 станины станка. Ведущий ролик /7 этой пары заклинен на валу 22 (фиг. 2), приводимом во вращение зубчатой передачей 25, 26 .от цилиндрического зубчатого венца шестерни 27 главного вала. Шестерня 26 может быть сменяема, для чего обойма 25, заключающая в себе червячную передачу ролика 77 может быть установлена в различном полон ении на установочном болте 24, в зависимости от выбранного диаметра шестерн и25(фиг. 1). Нажимной ролик W укреплен осью в рычаге 75, поворотном на оси 77 и снабженном щелью 75 для ленты 6. На свободном конце рычаг 75 несет груз 16, за счет
которого происходит нужный нажим ролика 10. Для выключения движения ленты служит поворотная на оси 27 рукоятка 20, имеющая упор 19, который, поднимая рычаг 75, выключает тем самым движение ленты. Для предотвращения обратного самопроизвольного падения рычага 75 последний снабжен гнездом 18, в которое западает упор 19, Лента в своем дальнейшем движении направляется роликами 72, 75 и, огибая направляющий барабан 14, поступает в толчковый подающий механизм. Толчковый механизм состоит из плиты 47, укрепленной на кронштейнах 46 станины и снабженной направляющим пазом, имеющим с левой стороны по линии а б (фиг. 5,6) форму сечения ласточкина хвоста (фиг. 7), а справа до конца форму четырехугольного прямоугольника (фиг. 8). В левом пазу помещается каретка, состоящая из двух колонок 48, 49, связанных по концам серьгами 50 с возможностью взаимного смещения за счет оставленного между ними зазора, в который проходит лента 6, толкаемая роликами 10, 77. Колодка 48 снабжена упором 5/, а колодка 49 выступами 52, которые предназначены упираться в упор 57 при оттягивании верхней колодки 49 влево действием пружин 55; этим осуществляется разведение колодок для прохода ленты. Пружины 55 прикреплены к колодке 54, предназначенной под действием рычага 55 и пружины 56 удерживать ленту от обратного перемещения при возвратном ходе каретки 48, 49, под действием пружин 55 (фиг. 5, 6). Подача ле.чты производится путем перемещения каретки вправо с помощью тяг 58 (фиг. 1), связанных одними концами с осью 57 верхней части каретки, а другими-с двуплечим рь1чагом 59, 61, поворотным на оси 60. Поворот рычага 59, 61 осуществляется действием на еготоризонтальное плечо 61 упора 62 головки 43 ползуна 44, перемещаемого эксцентриком вала 42 по направляющим 77 (фиг. 1). Для ограничения обратного перемещения каретки установлен в стенке станины упорный болт 63, в liOTOpbm упирается при возврате кгтретки вертикальное плечо 59 рычага 59, 61. Для выключения подачи предусмотрена поворотная рукоятка 64, нагруженная пружиной и снабженная
пальцем 65, поворачивающим рычаг 59 «эстолько, чтобы упор 62 не касался плеча 6f при движении ползуна 44.
В правой части паза плиты 47 размещены две матрицы последовательного {серийного) штампа. Первая матрица 66 предназначена для вырубки отверстий сразу на обе половинки петель и вторая 67 для отрезки от ленты части сразу на две половинки петли и, при дальнейшем ходе пунсона, разрезки этой части по линии/, У/, ///, IV, (фиг. 23). Лента направляется планками 68, а отрезанная часть-планками 69. Соответствующие пунсоны укреплены в головке 45 ползуна 44, направляемой в своем рабочем движении направляющими скалками 70. (фиг. 6).
Под матричной плитой 47 в месте 93 (фиг. Тиб) расположена многошпиндельная головка 83 со сверлами или зенкерами для зенковки сразу всех пробитых в ленте отверстий причем в этом месте в пунсоне предусмотрено гнездо 82 (фиг. 1). Свое возвратнопоступательное перемещение в направляющих S4 головка 83 получает от кулака 9f, закрепленного на валу 92 шестерни 5/ (фиг. 2) и воздействующего на ролик 90 вилки S9, соединенной с головкой 83 посредством горизонтального винта, предназначенного для первоначальной установки головки по высоте. Шпиндели рабочих инструментов 85 получают вращение от вертикального вала 86, снабженного осевой шпонкой для возможности осевого перемещения головки и получающего свое вращение от вала 29 посредством ременной передачи 87, 88 (фиг. 1 и 2). Под вторым ползуном 97 (фиг. 1 и 4), перемещаемым шатуном 95 в направляющих 96, расположены на одной высоте с плитой 47 кантовальное приспособление, сжимающие колодки и боковые изгибающие пунсоны. Кантовальное приспособление состоит из поворотной плиты /0(фиг. 11) со щелью для прохода последовательно каждой половины петли. Щель образована накладкой ЮЗ, снабженной пружиной для удержания заготовок от выпадения при повороте плиты. Для поворота плита 104 снаб. цапфами, покоящимися в подшипниках неподвижной плиты (фиг. 9,10,11). На удлиненной цапфе плиты / укреплено храповое колесо /О/ для собачки 102 (фиг. 10)
зубчатого колеса 100, сидящего на цапфе вхолостую и сцепленного с рейкой 99 (фиг. .1) ползуна 97. Храповое сцепление , W2 устраняет поворот плиты 104 при обратном ходе ползуна 97.
Против неподвижной плиты 105 расположена вторая неподвижная плита 106 обе плиты укреплены на угольниках 107, 108 станины станка и снабжены колодками 105, 106 (фиг. 10), расположенными друг против друга с зазором, в который пунсон (5 (фиг. 1) проталкивает заготовку /77 петли (фиг. 23), сгибая ее U-образную форму. Для направления движения перекантованных половин петли плита 105 имеет сквозные направляющие 109 (фиг. 9), а плита 106-упорное ограничительное гнездо, образованное планкой 110.
Проволока 119 для осевого стержня петли подается под пунсон 98, снабженный снизу желобком, приспособлением 114, 115, 116, 117, 118, 119, 120, 121 (фиг. 3 и 4), которое по устройству аналогично приспособлению для подачи ленты (фиг. 1).
Перед колодками 105, 106 установлен бак 123 (фиг. 14, 15) со смачивающей жидкостью, в котором расположен ряд вертикальных пластин 124 (фиг. 15). Проволока проходя через очко 122 и далее над верхом пластин 124, смазывается за счет выпуклой поверхности жидкости между пластин, образукэщих известное капиллярное явление, В верхней части 767 кронштейнов /65(фиг. 12,13) сбоку против движения проволоки укреплена стойка 112 с ножом 111, предназначенным для обрезания проволоки при совместном действии этого ножа и пунсона 98. В средине часть 107 снабжена сквозным пазом 725 (фиг. 13), в котором помещаются два боковых ползуна 727 (;фиг. 16, 17) с пунсонами 725, предназначенными для сгибания ушков петли вокруг осевого стержня. Ползуны 727 снабжены окнами 729 (фиг. 17) для цапф 757 коромысел 130 (фиг. 18), поворотных на осях 132 и входящих своими концами, несущими цапфы 757, в боковые пазы 726 части кронштейнов J08 (фиг. 13). Вторые цапфы 755 коромысел (фиг. 18, 3 и 4) снабжены роликами, помещенными в эксцентриковой канавке 756 диска 757, заклиненного на валу 138
и снабженного кулачной поверхностью 139. Для регулирования величины раствора пунсонов цапфы 132 коромысел расположены в ползунках 133 (фиг. 9 и 11), переставляемых винтами 134, связанными общим валом 134. Коромысел имеется четыре; два из них расположенные вверху в одной горизонтальной плоскости, обслуживают верхние пунсоны 128 а два нижних обслуживают нижние пунсоны 755. Под пунсонами 128 расположены прикрепленные к кронштейнам 108 два швеллера 140 (фиг. 12, 19 и 20), расположенные, как указано на фиг. 20, и снабженные отверстиями 141 для прикрепления боковых направляющих для петель и отверстиями 142 для цапф 144 двух нажимных частей 143 (фиг. 21 и 22), снабженных на обращенных друг к другу сторонах нажимными колодками 145, а на противоположных- цапфами J46 дня вильчатого конца J47 рычага J48 (фиг. 4). Последний укреплён поворотно на оси 757 и снабжен окном М9 (фиг. 4), в котором расположен вал 75(5 с кулачной поверхностью 759; последняя воздействует на ролики 750 рычага J48. При подъеме рычага J48, он вильчатым концом перемещает вверх части 143, которые за счет кривизны в нижних отверстиях 142 швеллеров расходятся и пропускают вниз согнутыепетли. При обратном перемещении рычага 148 вниз части сжимаются, прессуя поданную петлю (фиг. 1). Нижние боковые пунсоны 755 расположены (фиг. 1, 3) в направляющих кронштейнов 752 и приводятся в действие коромыслами 130 аналогично верхним (фиг. 3 и 4). Для перекрытия выходного отверстия служит расположенная под пунсонами 755 заслонка 75-. Последняя сниау снабжена зубчатой рейкой, сцепленной с шестеренкой 755 (фиг. 3), сидящей на одном валу 755 с шестеренкой 757, сцепленной с рейкой 158 обоймы 75Р, получающей возвратно-поступательное движение от воздействия на ее поперечину 160 пальца 767 вращающегося диска 757 (фиг. 3). Для образования заклепок на осевом стержне петли предназначены валы (фиг. 4), помещенные в подшипниках кронштейнов 762 и приводимые во вращение ременной передачей от щкивов 164 (фиг. 4) и щкивов 755 (фиг. 2). На рабочих концах валы 755 несут ряд, пунсонов, образующих при вращении вала головки заклепок. Для сообщения валам осевых рабочих перемещений в неподвижных направляющих 762 станины они снабжены муфтами 168, соединенными с вильчатыми концами коленчатых рычагов 757, соединенных с эксцентриковой головкой 777, 772 на валу 92; один рычаг 757 соединен с головкой посредством жесткого отростка 75Я а другой - посредством шарнирного звена 776 (фиг. 4). Для перестановки рычагов 767 их оси укреплены на ползунках, перемещаемых по направляющим неподвижных кронштейнов 775 при помощи винтов 77, 775. Во время работы станка лента 5 роликами W, 11 непрерывно передвигается в каретку 47. Последняя толчками, в зависимости от хода ползуна 44 (кт. 1), подает ленту сначала под первые пунcoHbi, пробивающие отверстия 66 (фиг. 6). При дальнейшей подаче пробитые отверстия зенкуются снизу головкой 83. Затем лента поступает под режущие пунсоны,, которые в начале хода отрезают от ленты заготовку, равную двум полойинам петли, и дальнейшим ходом разрезают эту часть на две половины по линии /, //, III, IY (фиг, 23). При следующей толчковой подаче ленты обе половины последовательно поступают в щель плиты 104 (фиг. 9) и, поворачиваясь на 180°, т.-е, раззенкованной стороной вверх выталкиваются следующей половинкой в направляющие 109, по которым и доходят до гнезда планки 110. Как только обе половины расположатся над отверстием между колодками 105, 106, начинает перемещаться пунсом 98, который по пути отрезает на ноже 777 поданную смазанную проволоку и надавливает ее на обе половины петли. Под давлением пунсона петли п зогибаются вО-образную форму и попадают под действие боковых пунсонов 725 (фиг. 17), которые загибают вокруг осевого стержня ушки петли. Следующая петля проталкивает первую между швеллерами до упора в заслонку 154 между пунсонами 755. В это время рычаг 148 вильчатым концом нажимает на части , которые колодками сдвигают прямолинейные части петли; при этом пунсон 755 окончательно завивает ушки и осевой стержень раснлепывается по концам пунсонами валов 155, После этого заслонка перемещается и освобождает выход для готовой петли в отводящий приемный канал /75 (фиг. 1).
Предмет изобретения.
1. /Автоматический станок для изготовления петель с применением штамповочного приспособления для изготовления заготовок из прерывно подаваемой металлической ленты и приспособления для завивания ущков петли eoiipyr осевого стержня, отличающийся тем, что устройство для завивания ушков петель состоит из последовательно расположенных друг под другом и образующих непрерывный прямолинейный вертикальный канал для прохода изделия неподвижных колодок W5, 106 (фиг. 1, 9 и 10), предназначенных совместно с пунсоном 98 для огибания двух парных заготовок петли в 0-образную форму, двух боковых пунсонов 128 (фиг. 16, 17), служащих для загибания концов ущковых лапок поверх осевого стержня, двух нажимных частей 143 (фиг. 21), предназначенных для нажимания сверху на прямолинейные части обработанной вышеуказанными органами заготовки, с целью завивания ушков, и двух боковых пунсонов 153 (фиг. 1) для спрессования ушков, в каковом устройстве применена установленная под пунсонами 755 заслонка 254 для поддерживания заготовки во время работы нажимных частей 143.
2.В станке по п. 1 применение для калибрования ленты, поступающей в толчковый подающей механизм штамповочного приспособления, шлифовальных кругов 4, 4 (фиг. 1) с отдельным приспособлением для непрерывной подачи ленты.
3.В станке по п. 1 применение установленной под матричной плитой 47 (фиг. 1) штамповочного приспособления многошпиндельной головки 55, служащей для раззенковывания отверстий в заготовках петли.
4.В станке по п. 1 применение для кантования выштампованных заготовок раззенкованной стороной кверху приспособления, состоящего (фиг. 9, 10, 11) из периодически поворачиваемой на 180° храповым механизмом плиты 104, 103 со ш,елью для приема заготовки и пружиною для удержания заготовки в щели
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для изготовления резаных гвоздей | 1934 |
|
SU45587A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЕТЕЛЬ | 1971 |
|
SU430927A1 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| РУЧНОЙ ЭКСЦЕНТРИКОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СВИНЦОВЫХ ПЛОМБ | 1925 |
|
SU4388A1 |
| Счетное устройство для обрезных и полуобрезных досок и тому подобных материалов | 1935 |
|
SU47425A1 |
| Автоматический станок для изготовления пуговиц | 1927 |
|
SU35798A1 |
| МАШИНА ДЛЯ ПРОБИВАНИЯ ОТВЕРСТИЙ В СТАТИСТИЧЕСКИХ КАРТОЧКАХ | 1925 |
|
SU2852A1 |
| Прибор для чеканки | 1927 |
|
SU31857A1 |
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |
| Фрезерный станок для обработки стереотипных досок | 1947 |
|
SU99137A1 |