Известен агрегат для распиловки кожевенного полуфабриката, содержащий транспортеры для нере.мещения и отвода спилков, прижимное устройство и нож. Такой агрегат не производителен и не качественно распиливает кожевенный полуфабрикат.
Предлагаемый агрегат для распиловки кожевеиного полуфабриката отличается от известного тем, что для повышения производительности и качества ра-спиловки транспортер для перемещения полуфабриката выиолнен из стальной ленты, по ходу движения которой установлены расправочный валик, камеры предварительного и окончательного о.хлаждения ленты и полуфабрикат, магнитная ллита, предотвращающая вибращию ленты, под которой установлены дагреватель и щеточные валы для очистки ленты. Прижимное устройство выполнено в виде дополнительного транспортер:а, р асположенного между камерами охлаждения.
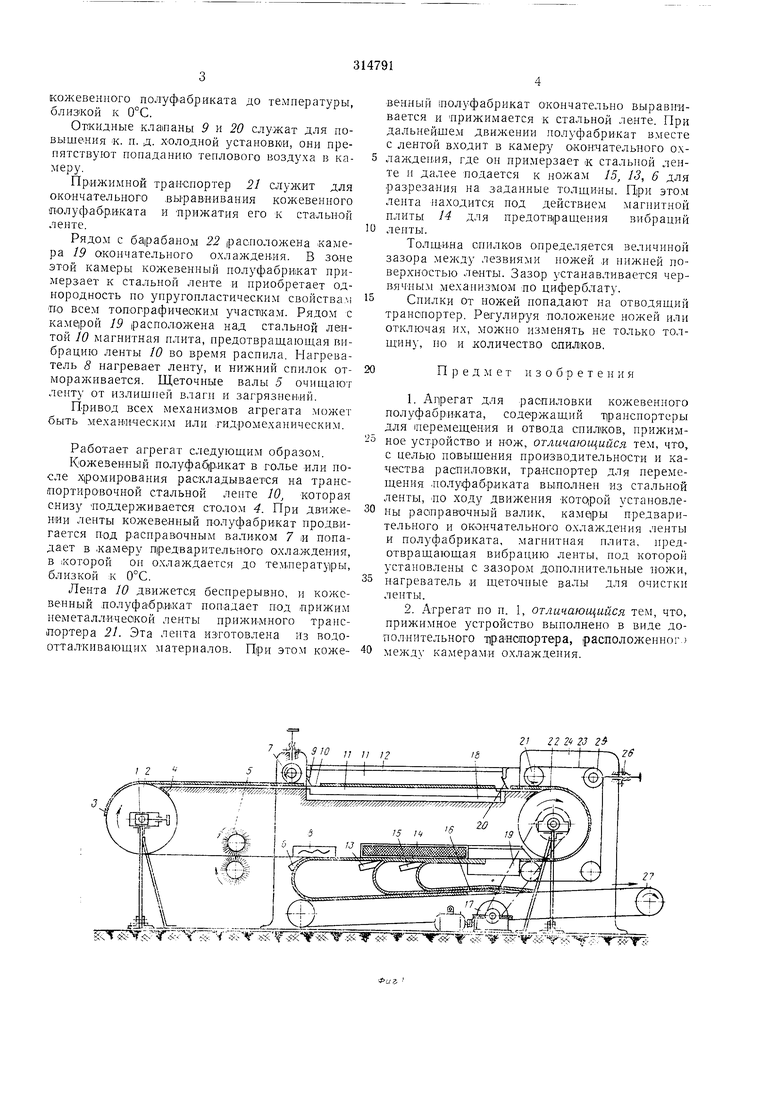
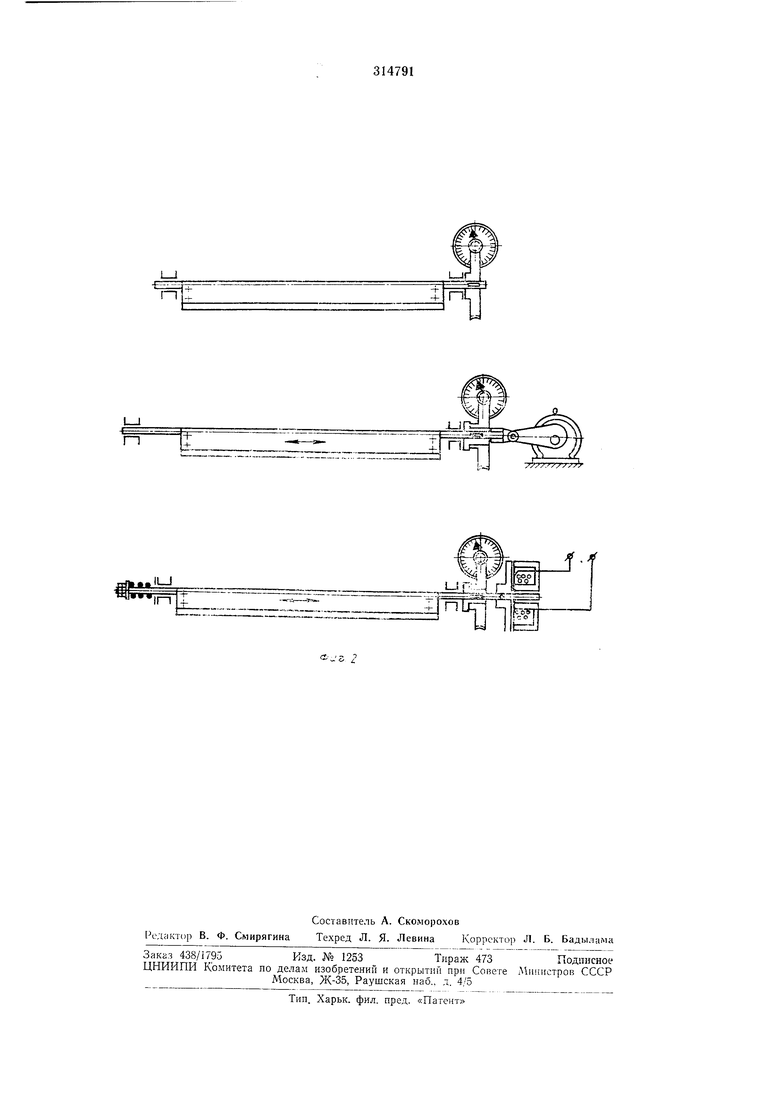
На фиг. 1 изображен предлагаемый агрегат, .вид сбоку; на фиг. 2 - ножи с червячным механизмом, имеющим ци1фе|рблатный указатель.
Агрегат включает натяжное устройство L н-атяжной барабан 2 кожевенного полуфабриката S, опорный .стол 4, щеточные валы 5, нож-окребок 6, раоправочный валик 7, нагреватель 8 ленты, входной клапан 9 холодной
камеры, стальную ленту JO, камеру // предварительного о.хлаждения с теплоизоляцией J2, нож 13, магнитную плиту 14 н нож 15 спилков /6.
Кроме того, апрегат содержит привод 17, направляющие 18 ленты, камеру 19 окончательного охлаждения, выходной клапан 20 этой камеры, ,прил пмной транспортер 21, приводной барабан 22, не.металлическую ленту
23 прижимного транспортера, станину 24, натяжной ролик 25 прижимного транспортера, натяжное устройство 26 прижп.много транспортера и транспортер 27 для отвода спилкоп.
Ножи устанавЛи.вают на заданную толщину спилка с помощью червячного механизма с циферблатным указателем. Затачиваются ножи периодически по мере надобности с помощью заточного механизма, установленного
на мащине.
Ножи 13 п 15 сменные по типу гильотин, применяемые ддя резаяия бумаги и фанерного щпона. Могут быть применены ленточные ножи с беспрерывной или прерывистой заточкой. Для ул1еньщения усилий резания ножу придают вибрирующие возвратно-поступательные перемещения за счет эксцентрикового или электромагнитного привода (фйг. 2). Камера предварительного охлаждения
кожевенного полуфзбриката до температуры, близкой к 0°С.
Откидные клашаны 9 и 20 служат для повышения «. п. д. холодной установки, они препятствуют попаданию теплового воздуха в камеру.
Пр.ижимной транспортер 21 служит для окончательного .выравнивания кожевенного полуфабриката и прижатия его к стальной ленте.
Рядом с барабаном 22 расположена камера 19 окончательного охлаждения. В зоне этой камеры кожевенный полуфабрикат примерзает к стальной ленте и приобретает однородность но унругопластическим свойствам по всем топографическим участ1кам. Рядом с камерой 19 |распол.ожена над стальной лептой 10 магнитная плита, предотвращающая впбрацию ленты 10 во время распила. Нагреватель 8 нагревает ленту, и нижний спилок отморалчивается. Щеточные валы 5 очищают ленту от излищней влаги и загрязнений.
Привод всех механизмов агрегата может быть механическим или гидромеханическим.
Работает агрегат следующим образом.
Кожевенный нолуфафлкат в голье или носле Х|ромирования раскладывается на транспортировочной стальной ленте 10, которая снизу поддерживается столом 4. При движении ленты кожевенный полуфабрикат продвигается под расправочным валиком 7 и попадает в сКамеру предварительного охлаждения, в которой он охлаждается до температуры, близкой к 0°С.
Лента 10 движется беспрерывно, и кожевенный лолуфабри1кат ноп.адает под прижим неметаллической ленты прижи много транспортера 21. Эта лента изготовлена из водоотталкивающих материалов. При этом кожевенный полуфабрикат окончательно выравнивается и прижимается к стальной ленте. При дальнейшем движении полуфабрикат вместе с лентой входит в камеру окончательного о.члал-сден ия, где он нримерзает к стальной ленте и далее подается к ножам 15, 13, б для разрезания на заданные толщины. При этом лента находится нод действием магнитной плиты 14 для предотвращения вибраций
лепты.
Толщипа спилков определяется величиной зазора между лезвиялш ножей и нижней поверхностью ленты. Зазор устанавливается черв.ячным механизмом ио циферблату.
Снилки От ножей нопадают на отводящий транспортер. Регулируя полол ение ножей или отключая их, можно изменять не только толщину, но и количество опил1ков.
Предмет изобретения
1.Апрегат для распиловки кожевенного полуфабриката, содержащий Т ранснортеры для перемещения и отвода спилков, прижимное устройство и нож, отличающийся тем, что, с целью повыщения производительности и качества расниловки, транспортер для перемещения полуфабриката выполнен из стальной ленты, по ходу движения котррой установлены раоправочный валик, камеры предварительного и окончательного охлаждения ленты и полуфабриката, магнитная плита, предотвращающая вибрацию ленты, под которой установлены с зазором дополнительные ножи,
нагреватель и щеточные валы для очистки ленты.
2.Агрегат но н. I, отличающийся тем, что, прижимное устройство выполнено в виде дополнительного праисиортера, расположенног.)
мелхду камерами охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ РАСПИЛИВАНИЯ КОЖЕВЕННОГО ПОЛУФАБРИКАТА | 1970 |
|
SU283485A1 |
| МАШИНА ДЛЯ ДВОЕНИЯ КОЖЕВЕННОГО ПОЛУФАБРИКАТА | 1971 |
|
SU309045A1 |
| СРЕЗАНИЯ КОЖЕВОЙ ТКАНИ С МЕХОВЫХ ШКУР | 1972 |
|
SU326220A1 |
| АГРЕГАТ ДЛЯ ПОКРЫВНОГО КРАШЕНИЯ ЩЕТКАМИ | 1972 |
|
SU354739A1 |
| МАШИНА ДЛЯ РАСПИЛОВКИ КОЖ | 1964 |
|
SU161453A1 |
| МАШИНА ДЛЯ ШЛИФОВАНИЯ КОЖ И ШКУРВОСООЮЗНАЯ--Т^П-НО'ТГХШЧЕСКАЯ]L'^i ^"'ЮТиКАb.«*S.:-bJ-*V»V*-**l- | 1971 |
|
SU304290A1 |
| Машина для выравнивания деталей низа обуви по толщине | 1990 |
|
SU1750641A1 |
| МАШИНА ДЛЯ ДВОЕНИЯ кож | 1969 |
|
SU246771A1 |
| Машина для разбивки и мягчения кож и меха | 1984 |
|
SU1227673A1 |
| Агрегат для сушки хромовых кож внаклейку | 1958 |
|
SU120452A2 |
,7 // ,2 .ji; I / / I I I из - ;й;: х;
ГП
