1
Изобретение относится к оборудованию, используемому в кожевенно-ме ховой промышленности для выполнения операций разбивки и мягчения кож и меха.
Цель изобретения - повьшение качества обработки и производительности труда.
Таким образом, изобретение позволяет не только автоматизировать процесс подачи полуфабриката в зону обработки, но и осуществить операции расправки и укладки его в процессе подачи, сообщить ему предварительное напряженное состояние .до начала взаимодействия с разбивочньми валами и автоматизировать процесс выполнения технологической операции, тем самым повысить качество обработки, производительность труда.
На чертеже приведена машина, общий вид.
Машина для разбивки и мягчения кож и меха состоит из основания 1, на котором смонтированы разбивочные валы с механизмом .привода, укладчика полуфабриката в зону обработки устройства прижима и перемещения полуфабриката, представляющего собой двухцепной транспортер периодическо-- го действия относительно разбивочных валов, и средство управления.
Механизм привода включает в себя электродвигатель 2, реверсивное устройство 3, муфту 4, редуктор 5, цепные передачи 6 и 7 соответственно со .звездочками 8 и 9, 10 и 11.
Устройство прижима и перемещения полуфабриката относительно разбивочных валов состоит из прижимного вала 12, цилиндров 13 и 14, токи которых соединены с ползунами 15 и 16, установленными в пазах А и Б основания 1. Ползуны 15 и 16 несут прижимной вал 12, на цапфах которого шарнирно установлены столы 17 и 18, имеющие связь соответственно с цилиндрами 19 и 20, 21 и 22, смонтированными на двух ползунах В. Прижимной вал 12 имеет кинематическую связь с опорным валом 23 при помощи системы зубчатых передач 24 и сочлененного рычага 25, щарнирно установленного на валах 12 и 23. В опорных подшипниках основания 1 смонтированы разбивочные валы 26 и 27 , а также расправочные щеточные валы 28 и 29. Разбивочные валы 26 и 27 связаны через ременную передачу 30 с электродвигателем 31,а
2276732
валы 28 и 29 через ременные передачи 32 и 33 - с разбивочными валами.
На боковых стойках основания и на связи 34 смонтирован укладчик по- 5 луфабриката 35 в рабочую зону, который состоит из двухцепного транспортера 36 периодического действия с приводным валом 37, штангами 38 и 39, установленнЕлми с заданным шагом,
10 и неподвижного зажимного устройства с упором 40 и зажимом 41, имеюш м связь со штоком цилиндра 32, управляемого педалями.43 и 44 и путевым переключателем 45.Рабочая поверх15, ность каждой штанги выполнена в
виде двухстороннего винтового ножа. В зоне обработки установлены блоки датчиков 46 и 47 системы слежения, имеющие в установленных вдоль осей
20 разбивочных валов связь со средствами управления, смонтированными на панели 48 и пульте управления 49, и с приводом управления работой устройства для прижима и перемещения
25 полуфабриката. В состав средств управления также входит путевой переключатель 50.
Регулирование зазора между валами 12 и 23 производится при помощи
2Q упоров 51 и 52. Механизм привода закрыт ограждением 53.
Машина для разбивки и мягчения кож и меха работает следующим образом.
Полуфабрикат 35 вручную завешивают на штангу 38, запуская край в зев зажимного устройства, и нажатием на педаль 43 фиксируют его. Для этого воздухораспределитель, уста- новленный на панели 48, переключает подачу воздуха в полости цилиндра 42, шток которого перемещает подвижный зажим 41 к упору 40. При необходимости перезаправки полуфабриката
используют педаль 44. Нажатием на кнопку Пуск на пульте управления 49 включают машину в работу. При этом, включается муфта 4, и вращательное движение электродвигателя 2 че50 рез реверсивное устройство 3, муфту 4, звездочки 10 и 11, цепную передачу 7 сообщается приводному валу 37 двухцепного транспортера 36. При вращении последнего штанга 38 уклады55 вает полуфабрикат в расправленном виде на столы 17 и 18, вал 12, а штанга 39 перемещается в зону обслу- лсивания и воздействует на путевой
31
переключатель 45, который дает команду на выключение муфты 4 и на переключение подачи воздуха в полости цилиндров 13 и 14. Транспортер 36 останавливается, и цилиндры 13 и 14 перемещают ползуны 15 и 16 до касания упорами 51 и 52 торца пазов А и 6 а вал 12 прижимает полуфабрикат к опорному валу 23, В процессе перемещения ползуны 15 и 16 воздействуют на путевой переключатель 50, который дает сигнал зажимному устройству на расфиксирование края полуфабриката, на включение механизма привода, подвод стола 17 к разби- вочному валу 27 Для этого переключается подача воздуха в полости цилиндра 42, зажим 41 отходит от упора 40, включается муфта управления в реверсивном устройстве 3 (на чертеже не показана), и вращение от электродвигателя 2 через реверсивное устройство 3, редуктор 5, звездочки 8 и 9 цепной передачи 6 сообщается валу 23 и от него через зубчатую передачу 24 - валу 12, а подвод стола 17 осуществляется.переключением подачи воздуха в полости цилиндров 19 и 20. При этом стол 17 подводит полуфабрикат сначала к щеточному валу 29, под воздействием которого полуфабрикат приобретает напряженное состояние, а поток к раз- бивочному валу 27, получающему вращение от электродвигателя 31 через ременную передачу 30.
В начальной фазе обработки пол - абрикат перемещается от зоны обслу276734
жзтвания вовнутрь машины (в это время производят завешивание на штангу 39 следующего полуфабриката), и когда самая крайняя точка полуфабриката 5 проходит под блоком датчиков 47 системы слежения, подается сигнал реверсивному устройству 3 на изменение направления вращения валов 12 и 23, подвод стола 18 и отвод стола 17.
0 Полуфабрикат 35, не выходя из контакта с валами 12 и 23, перемещается в противоположном направлении, столом 18 прижимается последовательно к щеточному валу 28 и разбивочному
5 валу 26, приобретая напряженное состояние и подвергаясь обработке. В момент прохода края полуфабриката под блоком датчиков 46 дается сигнал на отвод стола 18, вала 12 и на
0 выключение вращения валов 12 и 23, что осуществляется переключением подачи воздуха в полости цилиндров 13 и 14, 21 и 22, а также выключением муфты управления реверсивного
5 устройства. На этом цикл обработки заканчивается, а для запуска следующего полуфабриката необходимо нажать на кнопку Пуск на пульте управления 49 и все исполнительные механизQ мы сработают автоматически в указанной выше последовательности.
При необходимости многократной обработки, что можно производить одновременным подводом полуфабриката столами 17 и 18 к разбивочным валам 26 и 27, имеется возможность изменения последовательности обрабатывания механизмов машины путем переключения цепи управления на пульте 49.
5
/V
Zif
32
1/3 5 fO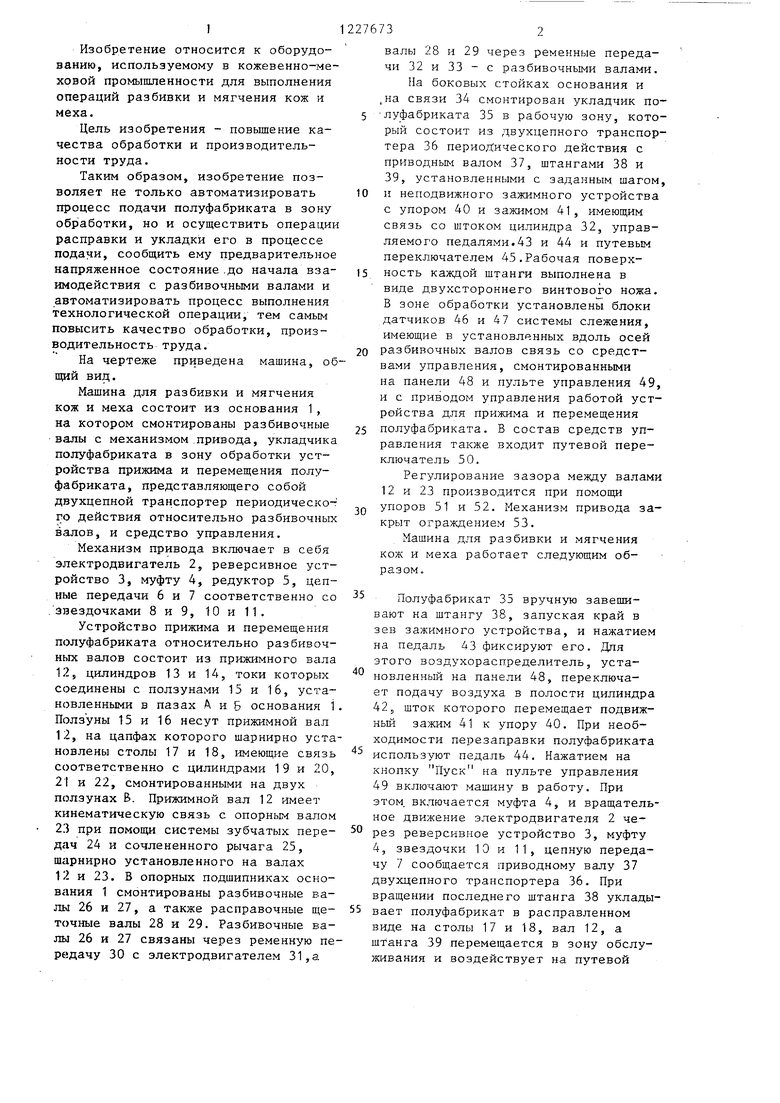
| название | год | авторы | номер документа |
|---|---|---|---|
| Разбивочно-разводная и тянульная машина для обработки шкур и кож | 1949 |
|
SU81060A1 |
| ПДТЕНТНО-ТЕХН:^"Е'Н.4ЯБИБЛИОТЕКА | 1970 |
|
SU282590A1 |
| КАПУСТОУБОРОЧНАЯ МАШИНА | 1991 |
|
RU2028749C1 |
| Устройство для наполнения баллонов текущей средой под давлением | 1979 |
|
SU880885A1 |
| Банкомоечная машина | 1985 |
|
SU1423494A1 |
| Вал к разбивочно-мягчильной машине для обработки кож и меховых шкур | 1989 |
|
SU1666541A1 |
| Стол для настилания и раскроя ткани | 1961 |
|
SU147746A1 |
| Машина для обработки фронта каблука | 1980 |
|
SU984446A1 |
| Автоматическая линия для обработки концов длинномерных деталей | 1985 |
|
SU1337236A1 |
| Линия для отделки кож и мехов | 1981 |
|
SU985027A1 |
Редактор М, Дьшын
Составитель А. Бражникова
Техред Н.БонкалоКорректор М. Шароши
2264/28
Тираж 378Подписное
ВНИИПИ Государст}зенного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| 1978 |
|
SU825637A1 | |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Машина проходного типа для сухой разбивки меховых шкур, например овчины | 1961 |
|
SU140529A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
