Изобретение относится к области обработки резанием и может быть использовано при обработке бандал ей колес.
Известен способ обработки торцовых и фасонных поверхностей бандажей колес одновременно несколькими резцами, одну грунну которых используют для подрезки торца с большим диаметром, а другую - для подрезки торца с меньшим диаметром.
Целью изобретения является повышение производительности обработки. Для этого по предлагаемому способу обе группы резцов устанавливают на независпмо управляемых ползунах, н группу резцов для подрезки торца с меньшим диаметром по окончаипп подрезки используют для обработки фасонной поверхности бандажа, для чего эгу грунну резцов иеремеш;ают вдоль оси заготовки с номошью копировального устройства.
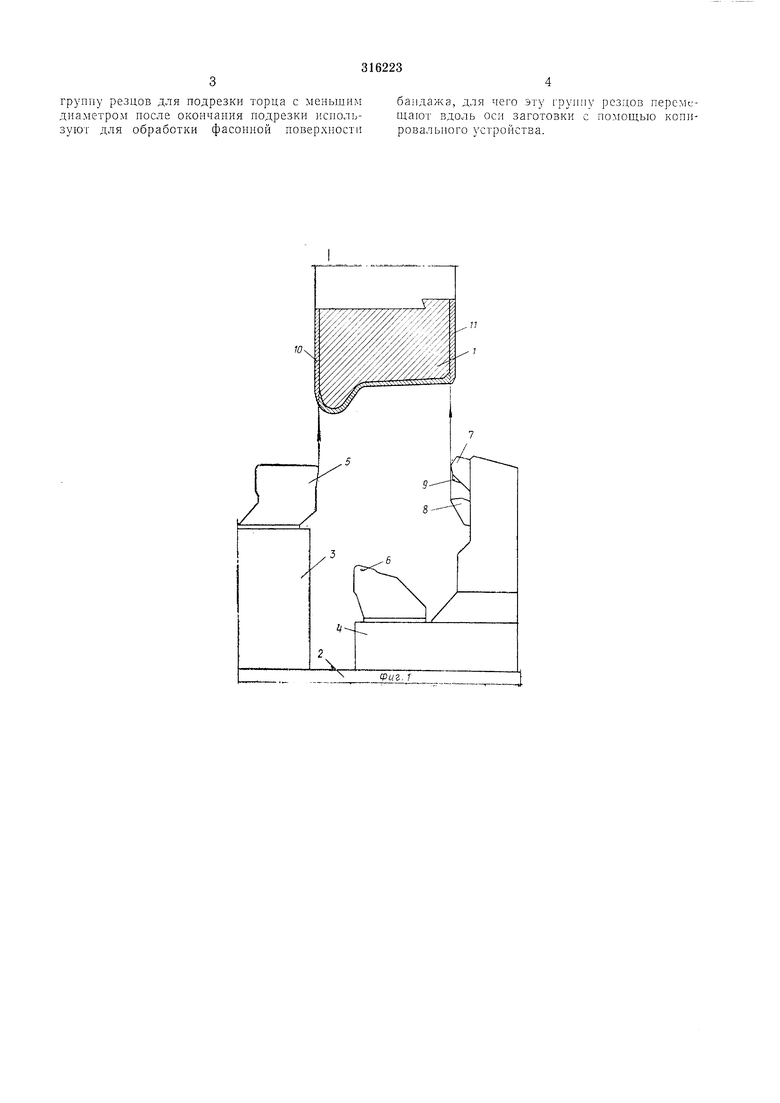
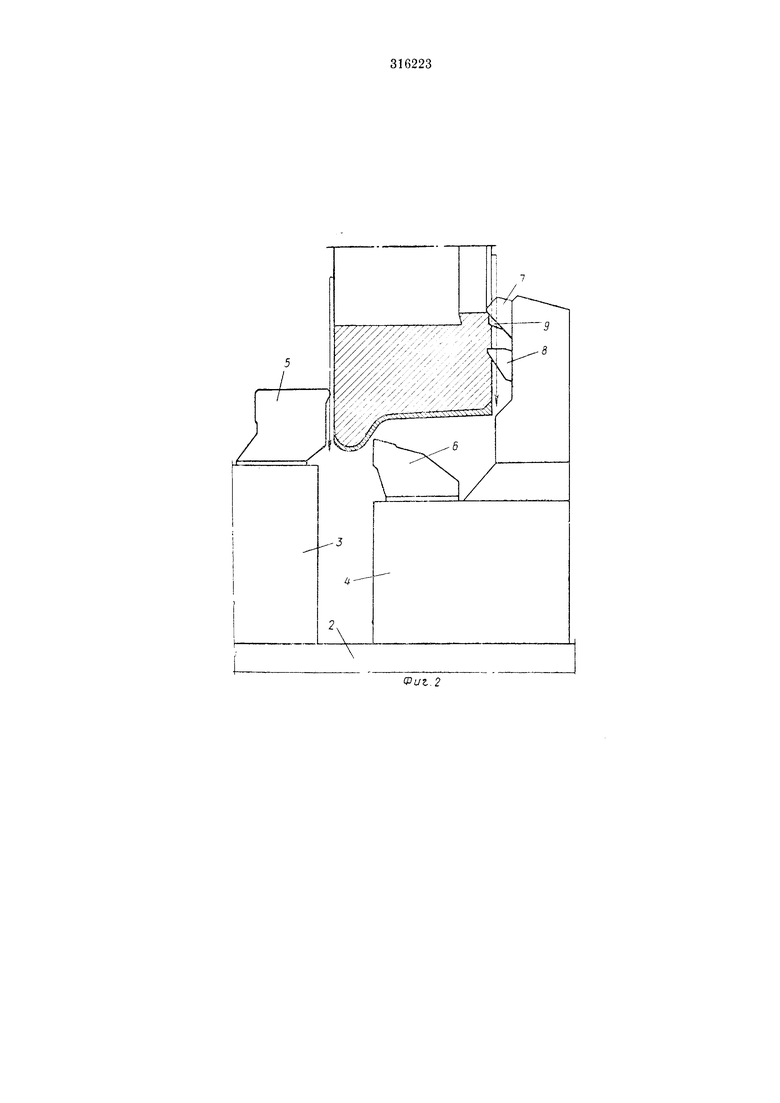
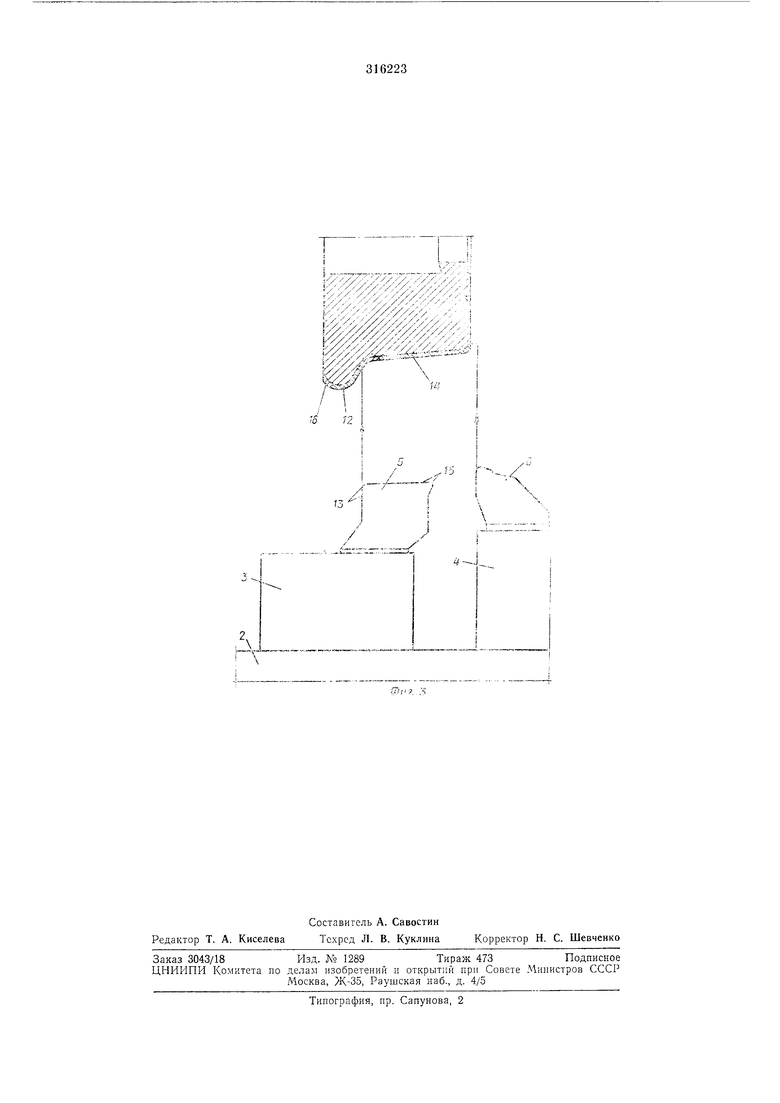
Па фиг. 1 изображена обработка торцовых поверхностей; на фиг. 2 - обработка канавок; иа фиг. 3 - обработка фасонной поверхности.
Обработку бандажа / описываемым способом ведут на станке, снабженном суппортом 2 с двумя независимо управляемыми поперечными ползуиами 5 п , на которых установлены резцы 5-9.
7 и S (см. фиг. I). Затем суппорту придается продольное перемещение и производится обработка канавок резцами 7, 8 и .9, а ползун 3 в это время возвраш,ается в исходное положение (см. фиг. 2).
После этого резцы 7, 8 9 выводятся из канавок и производится обработка фасонной поверхности бандал а резцами 5 } 6 (см. фиг. 3). При этом участок 12 припуска снимается кромкой 13 резца 5, н одновременно с этим резец 6 начинает сннмать участок /-/ припуска. По окоичапни снятня участка /нрнпуска кромкой 15 резца 5 снимается участок 16 припуска, а резцом 6 в это время заканчнвается снятие участка /-/ нринуска. Унравление движением иолзуиов при обработке фасонной поверхности бандажа осуш,ествляется коппровальными устройствами.
Предмет изобретения
Способ обработки торцовых п фасонньч поверхпостей ба1гдажей колес одиовремеши) песколькилп резцами, одпу rpyniiy которь-х используют для подрезки торца с большнч диаметром, а другую - для подрезки торца с меньшим диаметром, отличающийся тем, что, с целью повышеиия ироизводительности обработки, обе группы резцов устапавливаюг па независимо унравляемых ползупах, и
группу резцов для подрезки торца с меньшим диаметром после окончания подрезки используют для обработки фасонной новерхносп
бандажа, для чего эту группу резцов перемещают вдоль оси заготовки с помощью копировального устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИОНИЗАЦИОННЫЙ МАНОЛ1ЕТРИЧЕСКИЙ ДАТЧИК ДЛЯ ИЗМЕРЕНИЯ СВЕРХВЫСОКОГО ВАКУУМА | 1970 |
|
SU271430A1 |
| БИБЛИОТЕКА I | 1972 |
|
SU357700A1 |
| УСТРОЙСТВО для ОТВОДА ОТРАБОТАВШЕГО ТЕПЛОНОСИТЕЛЯ | 1971 |
|
SU290156A1 |
| УСТРОЙСТВО для ЗАРЯДКИ ЭЛЕКТРОГРАФИЧЕСКИХПЛАСТИН | 1969 |
|
SU240602A1 |
| УСТАНОВКА ДЛЯ ГИДРАВЛИЧЕСКОЙ КЛАССИФИКАЦИИ СМЕСИ МЕЛКИХ ТВЕРДЫХ ЧАСТИЦ | 1971 |
|
SU290504A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАМЕТА КОШЕЛЬКОВОГО НЕВОДА | 1973 |
|
SU376070A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Устройство к токарному станку для снятия фасок | 1982 |
|
SU1069958A1 |
| УСТРОЙСТВО для КОПИРОВАЛЬНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ВРАЩАЮЩИМСЯ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1971 |
|
SU302176A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
-
./-
