Изобретение относится к измерению длины и оптимального раскроя линейных материалов, например, в прокатном производстве.
Известен способ оптимального раскроя материала на заданные отрезки, имеющие допуск по длине, с использованием вычислительною устройства и представлением в нем длины серией единичных импульсов. Он заключается в нахождении количества отрезков, которые следует укоротить на величину допуска, или в делении материала только на заданные длины, если остаток неизбежен. Так длину материала представляют последовательностью единичных импульсов, которые пересчитывают в счетчике и заносят в сумматор. Затем туда же многократно заносят отрицательное значение полной длины отрезка, хранящееся в приемном регистре сумматора, пока в последнем не появится отрицательное число. Это число, являющееся в общем случае следствием некратности длины материала и длины отрезка, есть дополнение к остатку от деления длины материала на длину отрезка. Полученное дополнение делят на величину допуска. По результату деления дополнения на допуск определяют, какое количество отрезков следует укоротить на величину допуска. Известный способ раскроя предполагает последовательное вынолнение ряда законченных арифметических операций: подсчет длины материала,
деление длины материала на длину отрезка, деление дополнения к остатку от предыдущего деления на допуск и т. д., для обеспечения которых дополнительно требуется суммирование, промежуточное хранение чисел, перенос чисел и другое. Это усложняет вычислительный процесс, удлиняет его, а также влечет усложнение устройств реализующих его.
Предлагаемый способ упрощает вычислительный процесс, сокращает его продолжительность и позволяет применять более простые устройства для реализации способа. Это достигается тем, что производят редуцирование серии единичных импульсов длины сначала с коэффициентом, равным остатку от деления заданной длины на допуск, а затем с коэффициентом, равным допуску, вычитают редуцированные импульсы из числа целых доijyGKOB в заданной длине до сведения этого числа в нуль, повторяют цикл до исчерпания импульсов длины, а в последнем цикле по остатку от числа целых допусков в заданной длине определяют количество отрезков, которые следует укоротить на величину допуска.
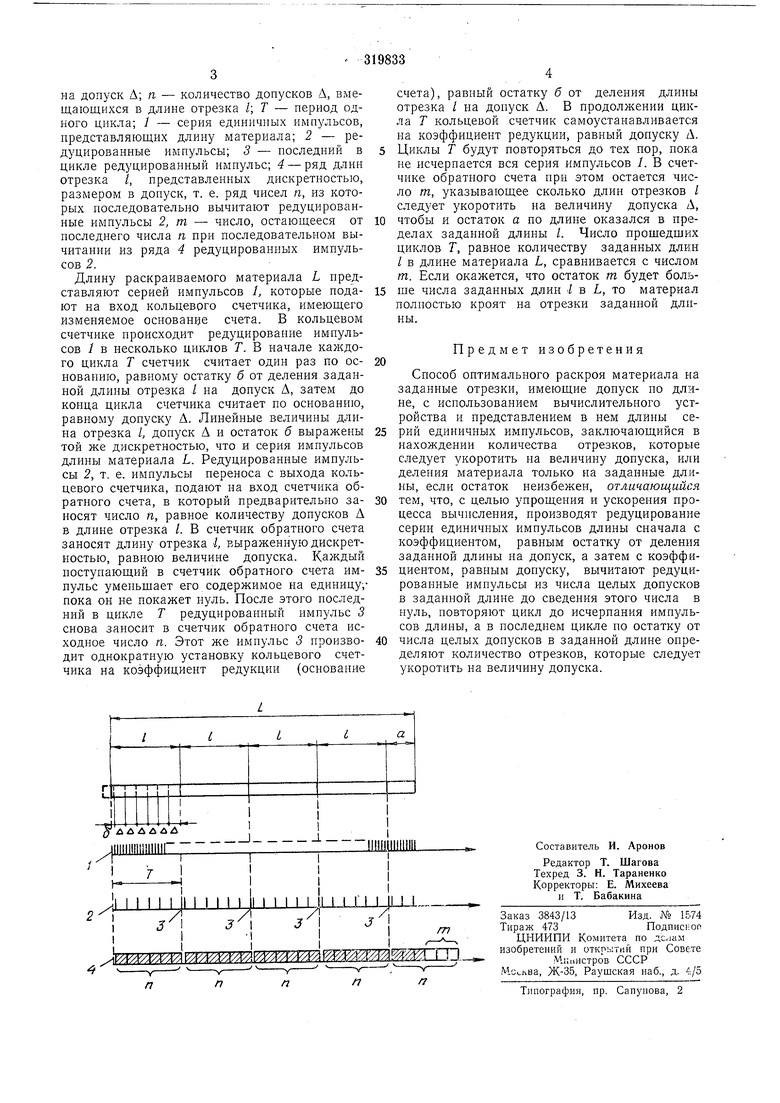
На чертел :е изображен график, иллюстрирующий нредлагаемый способ, где L - длина раскраиваемого материала, / - длина отрезка, Д - длина допуска; а - остаток от деления длины L материала на длину отрезков /; б - остаток от деления длины отрезка /
на допуск Д; /г - количество допусков Д, вмещающихся в длине отрезка I; Т - период одного цикла; / - серия единичных импульсов, представляющих длину материала; 2 - редуцированные импульсы; 3 - последний в цикле редуцированный импульс; 4 - ряд длин отрезка /, представленных дискретностью, размером в допуск, т. е. ряд чисел п, из которых последовательно вычитают редуцированные импульсы 2, т - число, остающееся от последнего числа п при последовательном вычитании из ряда 4 редуцированных импульсов 2.
Длину раскраиваемого материала L представляют серией импульсов /, которые подают на вход кольцевого счетчика, имеющего изменяемое основание счета. В кольцевом счетчике происходит редуцирование импульсов / в несколько циклов Т. В начале каждого цикла Т счетчик считает один раз по основанию, равному остатку б от деления заданной длины отрезка / на допуск Д, затем до конца цикла счетчика считает по основанию, равному допуску Д. Линейные величины длина отрезка /, допуск Д и остаток б выражены той же дискретностью, что и серия импульсов длины материала L. Редуцированные импульсы 2, т. е. импульсы переноса с выхода кольцевого счетчика, подают на вход счетчика обратного счета, в который предварительно заносят число п, равное количеству допусков Д в длине отрезка /. В счетчик обратного счета заносят длину отрезка -/, выраженную дискретностью, равною величине допуска. Каждый поступающий в счетчик обратного счета импульс уменьщает его содержимое на единицу,пока он не покажет нуль. После этого последний в цикле Т редуцированный импульс 3 снова заносит в счетчик обратного счета исходное число п. Этот же импульс 5 производит однократную установку кольцевого счетчика на коэффициент редукции (основание
счета), равный остатку б от деления длины отрезка / на доиуск Д. В продолжении цикла Т кольцевой счетчик самоустанавливается на коэффициент редукции, равный допуску Д. Циклы Т будут повторяться до тех пор, пока не исчерпается вся серия импульсов /. В счетчике обратного счета при этом остается число т, указывающее сколько длин отрезков / следует укоротить на величину допуска Д,
чтобы и остаток а по длине оказался в пределах заданной длины /. Число прошедщих циклов Т, равное количеству заданных длин / в длине материала L, сравнивается с числом т. Если окажется, что остаток т будет больше числа заданных длин / в L, то материал полпостью кроят на отрезки заданной длины.
Предмет изобретения
Способ оптимального раскроя материала на заданные отрезки, имеющие допуск по длине, с использованием вычислительного устройства и представлением в нем длины серий единичных импульсов, заключающийся в нахождении количества отрезков, которые следует укоротить на величину допуска, или деления материала только на заданные длины, если остаток неизбежен, отличающийся
0 тем, что, с целью упрощения и ускорения процесса вычисления, производят редуцирование серии единичных импульсов длины сначала с коэффициентом, равным остатку от деления заданной длины на допуск, а затем с коэффициентом, равным допуску, вычитают редуцированные импульсы из числа целых допусков в заданной длине до сведения этого числа в нуль, повторяют цикл до исчерпания импульсов длины, а в последнем цикле по остатку от числа целых допусков в заданной длине определяют количество отрезков, которые следует укоротить на величину допуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОПТИМАЛЬНОГО РАСКРОЯ МАТЕРИАЛА | 1970 |
|
SU271812A1 |
| УСТРОЙСТВО для ОПТИМАЛЬНОГО РАСКРОЯ МАТЕРИАЛА | 1972 |
|
SU353130A1 |
| ЭЛЕКТРОННАЯ ВЫЧИСЛИТЕЛЬНАЯ МАШИНА | 1961 |
|
SU135700A1 |
| ВЫЧИСЛИТЕЛЬНАЯ МАШИНА ДЛЯ РАСКРОЯ МАТЕРИАЛА | 1970 |
|
SU287807A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ КИНЕМАТИЧЕСКОЙ ПОГРЕШНОСТИ ЗУБЧАТЫХ ПЕРЕДАЧ | 1972 |
|
SU436225A1 |
| УСТАНОВКА ДЛЯ УПРАВЛЕНИЯ ОПТИМАЛЬНЫМ РАСКРОЕМ ПРОКАТА НА ЗАГОТОВКИ | 1973 |
|
SU368470A1 |
| ЭЛЕКТРОННАЯ ВЫЧИСЛИТЕЛЬНАЯ МАШИНА ДЛЯ РАСКРОЯ МАТЕРИАЛА | 1973 |
|
SU385278A1 |
| ПРОЦЕНТНЫЙ ВРЕМЯ-ИМПУЛЬСНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 1971 |
|
SU429526A1 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ ПУТЕЙ НА ГРАФЕ | 1972 |
|
SU337792A1 |
| Устройство для оптимального раскроя слитка в машине непрерывной разливки металла | 1984 |
|
SU1212691A1 |
