1
Изобретение относится ж .прокатному ирОИЗводству, а именно к уста1Н01Вкам, предназначенным для управления оптимальным раскроем проката на прессовых нождицах.
Известны установки для управления оптимальным раскро-ем проката на заказные заготовки, имеющие допуск по длине и содержащие измеритель длины проката, вычислительное устройство с арифметическим блоком расчета расйройного плана и устройство управления исполнительными мехаиизмами агрегата раснроя. Эти установки не позволяют осуществить оптимальный раскрой проката на стаиах с высоким темпом прокатки без снижения производительности стана из-за недостаточной пропускной способности ;ножниц.
Цель .изобретения-повышение производительности агрегата и исключение потерь годного проката.
Для ЭТО.ГО предлагаемая установка снаб.жена схемой предва1рительного раскрОЯ проката, выполпенной в виде дво.ич1ното счетчика прямого счета со сдвигом разрядности, счетчика числа заготовок, блока определения четности .и блока управ.ления сдвигом счетчика, вход двоичного счетчика связан, с измерителем длины проката, а выкод через арифмети.ческий блок, счетчик числа заготовок и блок определения четности - с блоком управ.ления сдвигом счетчика.
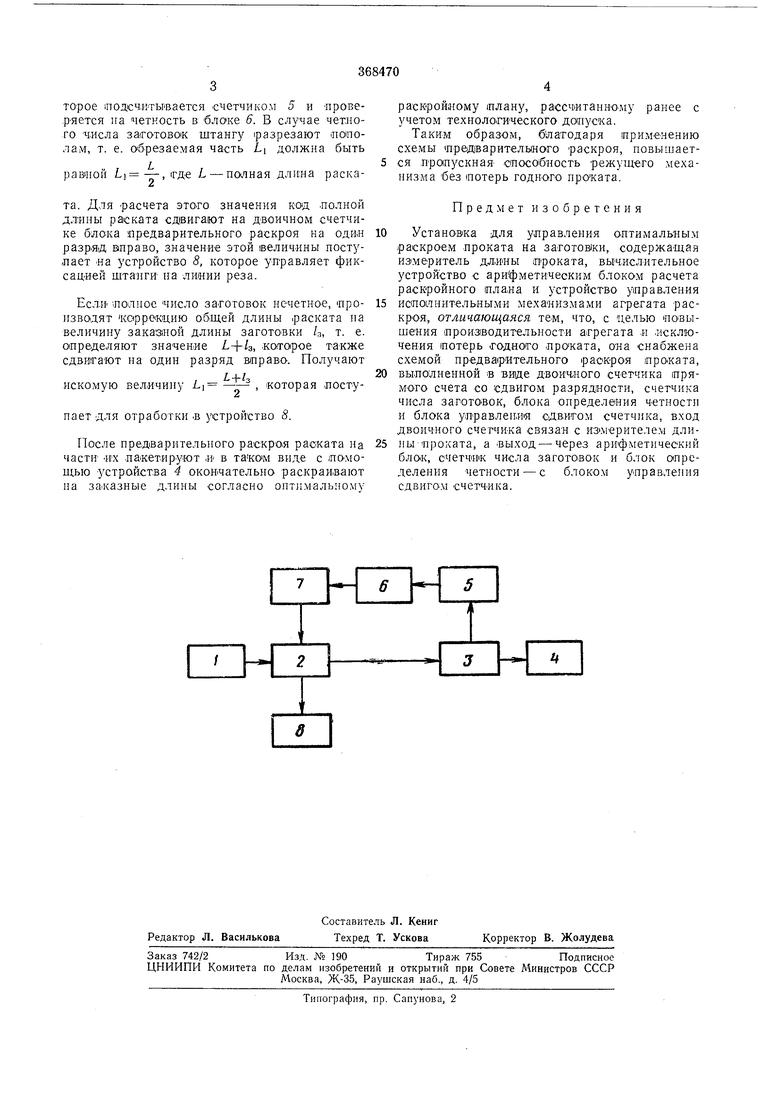
На чертеже дана блок-схема предлагаемой установки.
Установка состоит из измерителя 1 длины проката, двоичного счетчика 2 прямого счета
со сдвигом (разрядности, ар.ифметического блока 3, устройства 4 управления исполнительными механизмами, счетчика 5 количества заготовок, блока 6 определения четности числа затотово.к, блока 7 управления сдвигом разрядности двоичнОГО счетчика, устройства 8 управления исполнительными механизмами предварительного раскроя.
Установка работает следующим об(разом. Прокатанную в стане штангу отправляют
.на режущий мхеанизм. За в)ремя транспортировки определяют ее длину с помощью измерителя 1. Дл.ина про1ката определяется в счет-, чике 2 подсчетом числа импульсов, поступающих от из1мерителя.
Значение длины в двоичном коде .п ерсноситск из счетчика 2 в арифметический блок 3, в котором рассчитывается раскрой.ный план для целой штаи.ги с учетом технологического допуска, т. е. определяется число укороченных
на величину допуска заготовок, которые следует вырезать из раскраиваемой длины проката, и число заготовок .полной длины, чтобы раскрой был без отхода. Одновременно в арифметическом блоке определяется обн1ее
число заготовок, содержащихся в штанге, которое иодсч.итьшается счетчиком 5 и прове.рЯется на четкость в блоке 6. В случае четного числа заготовок штангу разрезают тючтолам, т. е. обрезаемая часть LI должна быть
равчшй , 1где L - полная длина раската. Для расчета этого значения код .полной длины раската сдвигают на двоичном счетчике блочка предварительного раскроя на один разряд вправо, значение этой величины постулает «а устройство 8, которое управляет фиксацией штанги- па лииии реза.
ЕСЛИ ;полнос число заготовок нечетное, inpoизводят коррекцию общей длины раската tia величину заказиой длины заготовки /з, т. е. определяют значение /-+/з, которое также сдвигают на один разряд направо. Получают
,
которая постуискомую величину
- -:-
пает для отработки .в устройство о.
После предварительного раскроя раската иа части Их -пакетируют .И в таком виде с /помощью устройства 4 окончательно раскраивают па заа азные длины согласно оптимальному
раскройному 1плану, рассчитанному ранее с учетом технологического дштуска.
Таким образом, благодаря применению схемы предварителыного раскроя, повышается пропускная способность режущего механизма без потерь годного проката.
Предмет изобретения
Установка для управления оптимальным раскроем проката на заготовки, содержащая измеритель длины проката, вычислительное устройство с арифметическим блоком расчета раскройного плана и устройство управления
иопошнительными механизмами агрегата раскроя;, отличающаяся тем, что, с челью повышения производите 1ьности агрегата и .исключения потерь годного проката, она снабжена схемой пр.едва1рительного раскроя проката,
выполненной в виде двоич ного счетчика прямого счета .со сдвигом разрядности, счетчика числа заготовок, блока определения четности и блока управлеп.ИЯ сдвигом счетчика, вход двоичного счегчика связан с ИЗмерителем длины проката, а выход.- через арифметический блок, счетчик числа заготовок и блок определения четности - с блоком управления сдвиго.1 счетч.ика.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРАВЛЯЮЩЕЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БЕЗОСТАТОЧНОГО РАСКРОЯ ШТАНГ | 1972 |
|
SU354763A1 |
| Система управления раскроем раскатов металла на режущем механизме непрерывно-заготовочного стана | 1979 |
|
SU836869A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| УСТРОЙСТВО для ОПТИМАЛЬНОГО РАСКРОЯ МАТЕРИАЛА | 1970 |
|
SU271812A1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| СПОСОБ ОПТИМАЛЬНОГО РАСКРОЯ МАТЕРИАЛА | 1971 |
|
SU319833A1 |
| Устройство для раскроя пакетовСОРТОВОгО пРОКАТА | 1978 |
|
SU801991A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
