Известен способ производства пружинного штыря бочкообразной формы из жгута, состоящего из пучка проволочек, навитых вокруг центрального стержня, согласно которому один конец жгута вместе с центральным стержнем фиксируют в выемке наконечника, а все проволочки со стороны другого конца жгута сваривают, лосле чего конец жгута помещают в форму, соответствующую конфигурации контакта, и жгут деформируют путем воздействия осевой нагрузки для придания контактной части бочкообразной формы. Однако такой снособ имеет достаточно сложную технологию изготовления (центральный стержень изготавливают из материала более мягкого, чем проволочки жгута) и не обеспечивает получения стабильных размеров контактов.
В предлагаемом способе с целью упрощения технологии изготовления и повышения качества изделия под воздействием осевой нагрузки сдвигают центральный стержень относительно пучка проволочек, после чего производят обжатие наконечника для фиксации жгута в деформированном состоянии.
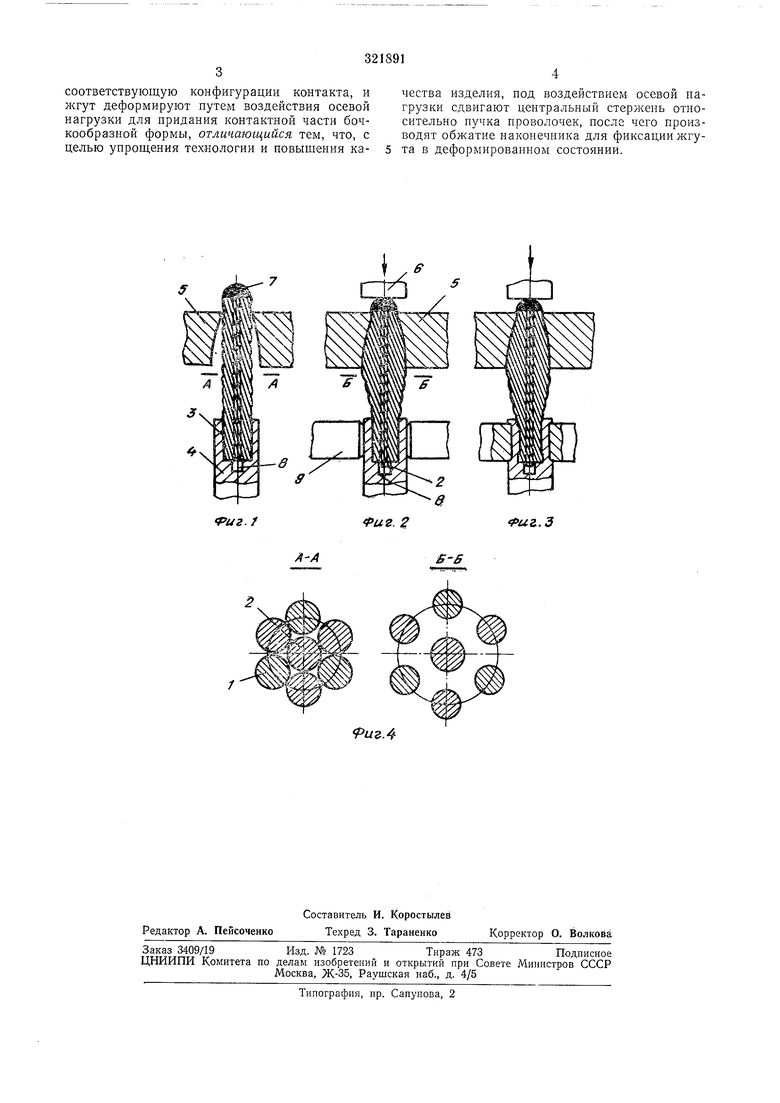
конечнике; на фиг. 4 - разрезы по Л - А и Б -Б.
Жгут, в котором проволочные элементы / и центральный стержень 2 выполнены из одного
Н того же материала, одним концом помещают в ступенчатую выемку 3 наконечника 4, а другим (после сплавления проволочек)-в форму 5 бочкообразования. Статическое нажатие осуществляют прилолсением осевой нагрузки 6 к сплавленному концу 7 жгута, при этом свободный конец центрального стержня продвигается относительно нижних концов проволочек и входит в более глубокую часть 8 ступенчатой выемки наконечника, а навитые
по спирали проволочки, имея под собой опору, принимают форму бочки. Фиксирование конечной формы контакта осуществляют при помощи обжимных кулачков 9 после приложения осевой нагрузки.
Предмет изобретения
Способ производства пружинного щтыря бочкообразной формы из жгута, состоящего
из пучка проволочек, навитых вокруг центрального стержня, согласно которому один конец жгута вместе с центральным стержнем фиксируют в выемке наконечника, а все проволочки со стороны другого конца жгута сваривают, соответствующую конфигурации контакта, и жгут деформируют путем воздействия осевой нагрузки для придания контактной части бочкообразной формы, отличающийся тем, что, с целью упрощения технологии и повышения ка- 5 честна изделия, нод воздействием осевой пагрузки сдвигают центральный стержень относительно пучка проволочек, после чего производят обжатие наконечника для фиксации л гута в деформированном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штифт Соловьева В.А. эндопротеза тазобедренного сустава | 1990 |
|
SU1800981A3 |
| Машина для изготовления металлических крючков и вплавления их в стеклянные поддерживающие остовы для электрических ламп накаливания | 1926 |
|
SU14462A1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2594835C2 |
| Свайная опора | 2018 |
|
RU2684554C1 |
| Грейфер для круглых материалов | 1987 |
|
SU1516451A1 |
| ВАКУУМНАЯ ДУГОГАСИТЕЛЬНАЯ КАМЕРА | 1968 |
|
SU423193A1 |
| АРМАТУРА ДЛЯ БЕТОННЫХ ЭЛЕМЕНТОВ, СИСТЕМА И СПОСОБ ПРОИЗВОДСТВА АРМИРОВАННЫХ БЕТОННЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2413059C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367560C1 |
| Соединение деталей | 1973 |
|
SU480857A1 |
| ТЕЛЕСКОПИЧЕСКАЯ СТРОИТЕЛЬНАЯ ОПОРА | 2010 |
|
RU2528319C2 |