Известна гибочная роликовая коробка, включающая смонтированные на линейках коробки несколько пар боковых доправляющих роликов, горизонтальные доправляющие ролики и проводковую арматуру.
Описываемая гибочная роликовая коробка отличается от известной тем, что боковые ролики установлены в рамках, поворотно монтированных на горизонтальной осп.
Это увеличивает углы гибки развернутого при Прокатке фланцевого профиля и гювыпзает качество его доправки.
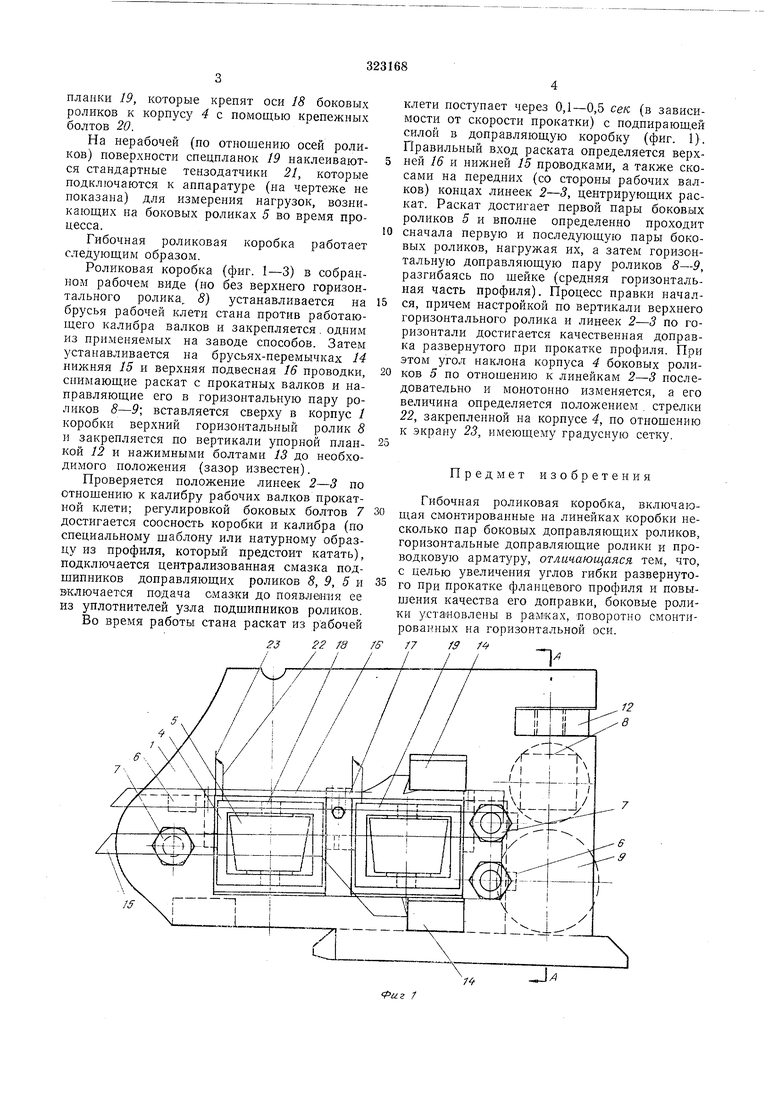
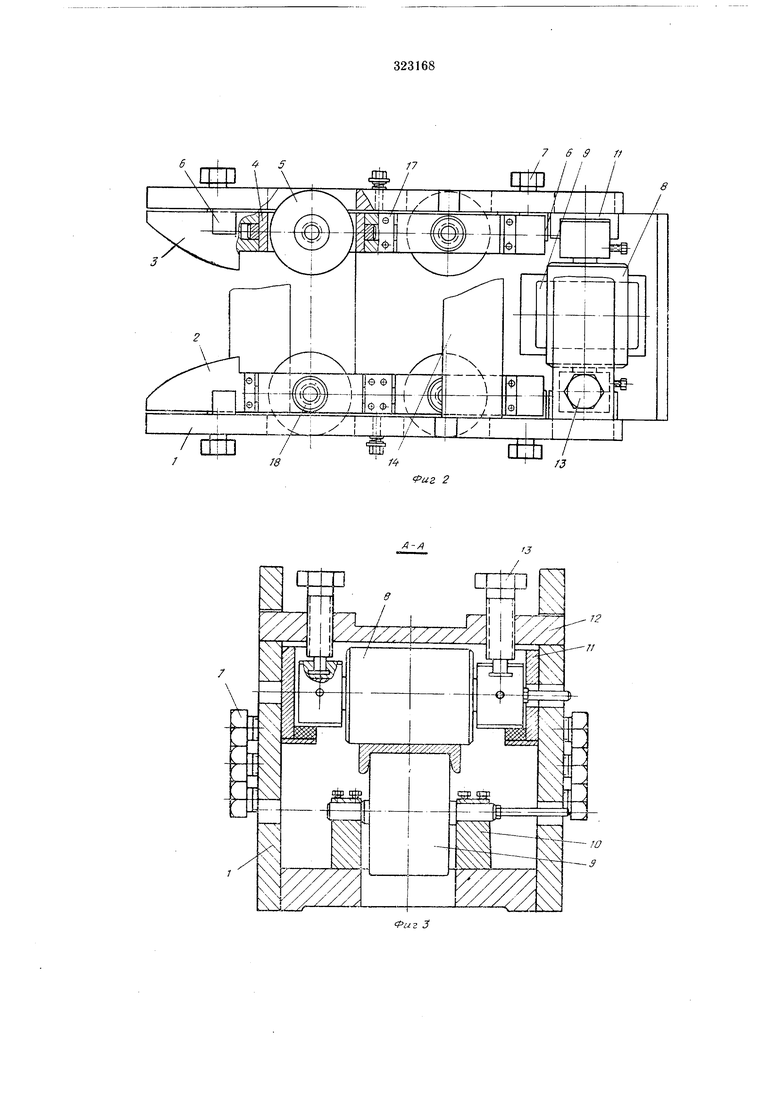
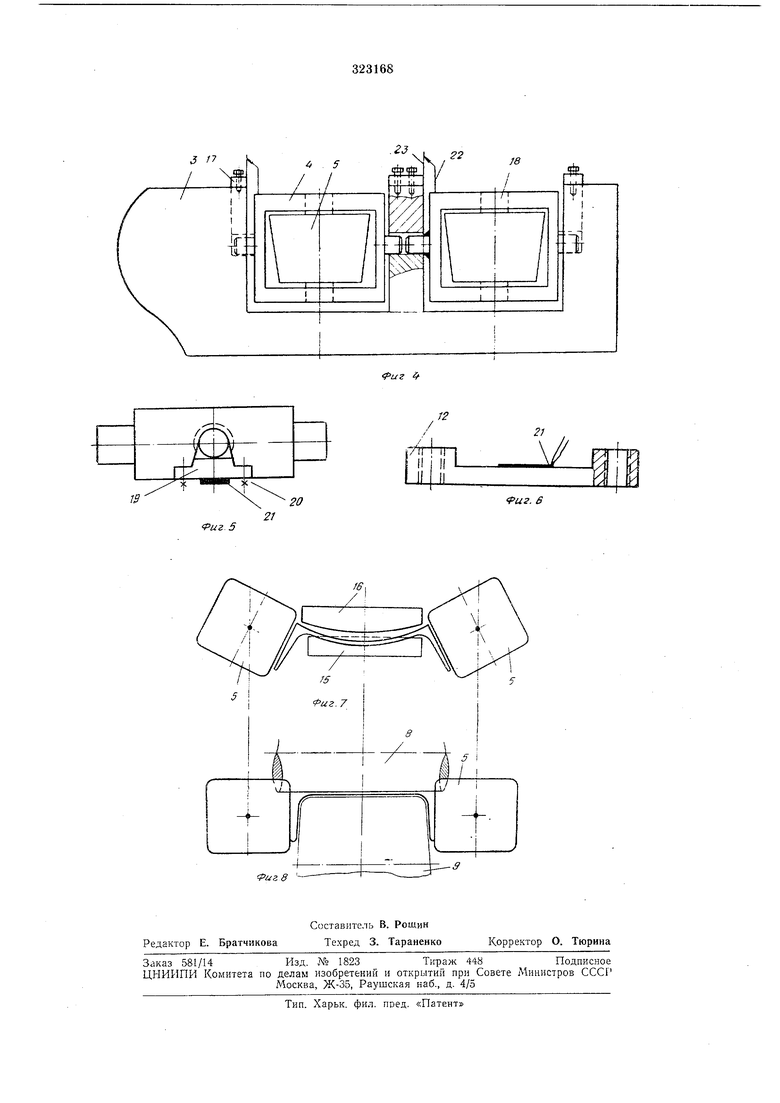
На фиг. 1 изображена гибочная роликовая коробка, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез по Л-А на фиг. 1; на фиг. 4-общий вид линейки с боковыми самиустанавливающимися роликами; на фиг. 5-корпус бокового доправляющего ролика с планками для измерения нагрузок и крепления роликов; на фиг. 6 - планка-измеритель нагрузок на горизонтальных доправляющих роликах; на фиг. 7, 8--фланцевый профиль во время прокатки его в развернутом виде и после горячей гибки.
В корпусе 1 коробки монтируются правая 2 и левая 3 линейки, в которых закрепляются корпусы 4 боковых доправляющих роликов 5. Левая и правая линейки установлены между упорами 6, которые определяют вертикальное и продольное полол ения линеек. Горизонтальное положение линеек регулируется с помощью боковых болтов 7, которые ввинчиваются в корпус коробки 1.
В корпус 1 коробки вмонтированы верхНИИ 8 и нижний 9 горизонтальные доправляющие ролики. Нижний горизонтальный ролик 9 вращается на опорах 10, приваренных к нижнему основанию корпуса / коробки и не имеет регулировки своего положения. Верхний горизонтальный ролик 8 в собранном виде (ролик, его ось, подщипники качения и опоры осей) вставляется сверху в направляющие планки //, приваренные с внутренних сторон стоек корпуса /. Положение
5 верхнего горизонтального ролика 8 регулируется и фиксируется по вертикали с помощью упорной планки 12 и нажимных бол тов 13. Упорная планка 12 с болтами 13 плотно входит в пазы боковых стоек корпуса / со стороны его торца. Боковые стойки корпуса 1 имеют отверстия (пазы) для крепления проводковых брусов перемычек М, которые служат для установки проводок 15--16, снимающих раскат с рабочих валков прокатной
5 клети и направляющих его в горизонтальную пару роликов 5-9. Вертикальное перемещение корпусов 4 ограничивается планками 17, которые не ограничивают поворот осей 18. Корпусы 4 боковых доправляющих ролипланки 19, которые крепят оси 18 боковых роликов к корпусу 4 с помощью крепежных болтов 20. На нерабочей (по отношению осей роликов) поверхности спецпланок 19 наклеиваются стандартные тензодатчики 21, которые подключаются к аппаратуре (на чертеже не показана) для измерения нагрузок, возникающих на боковых роликах 5 во время процесса. Гибочная роликовая коробка работает следующим образом. Роликовая коробка (фиг. 1-3) в собранном рабочем виде (но без верхнего горизонтального ролика, 8) устанавливается на брусья рабочей клети стана против работающего калибра валков и закрепляется. одним из применяемых на заводе способов. Затем устанавливается на брусьях-перемычках 14 нижняя 15 и верхняя подвесная 16 проводки, снимающие раскат с прокатных валков и направляющие его в горизонтальную пару роликов 8-9; вставляется сверху в корпус / коробки верхний горизонтальный ролик 8 и закрепляется по вертикали упорной планкой 12 и нажимными болтами 13 до необходимого положения (зазор известен). Проверяется положение линеек 2-3 по отношению к калибру рабочих валков прокатной клети; регулировкой боковых болтов 7 достигается соосность коробки и калибра (по специальному шаблону или натурному образцу из профиля, который предстоит катать), подключается централизованная смазка подщиппиков доправляющих роликов 5, 9, 5 и включается подача смазки до появления ее из уплотнителей узла подшипников роликов. Во время работы стана раскат из рабочей клети поступает через 0,1-0,5 сек (в зависимости от скорости прокатки) с подпираюш,ей силой в доправляющую коробку (фиг. 1). Правильный вход раската определяется верхней 16 и нижней 15 проводками, а также скосами на передних (со стороны рабочих валков) концах линеек 2-3, центрирующих раскат. Раскат достигает первой пары боковых роликов 5 и вполне определенно проходит сначала первую и последующую пары боковых роликов, нагружая их, а затем горизонтальную доправляющую пару роликов 8-9, разгибаясь по шейке (средняя горизонтальная часть профиля). Процесс правки начался, причем настройкой по вертикали верхнего горизонтального ролика н линеек 2-3 по горизонтали достигается качественная доправка развернутого при прокатке профиля. При этом угол наклона корпуса 4 боковых роликов 5 по отношению к линейкам 2-в последовательно и монотонно изменяется, а его величина определяется положением . стрелки 22, закрепленной на корпусе 4, по отношению к экрану 23, имеющему градусную сетку, Предмет изобретения Гибочная роликовая коробка, включающая смонтированные на линейках коробки несколько пар боковых доправляющих роликов, горизонтальные доправляющие ролики и проводковую арматуру, отличающаяся тем, что, с целью увеличения углов гибки развернутого при прокатке фланцевого профиля и повышения качества его доправки, боковые ролики уста Новлены в рамксах, поворотно смонтированных на горизонтальной оси. /7 Л / 76 3
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫВОДНАЯ КАНТУЮЩАЯ РОЛИКОВАЯ КОРОБКА | 1968 |
|
SU210796A1 |
| Выводная проводка скольжения сортового прокатного стана | 1978 |
|
SU719732A1 |
| ВВОДНАЯ РОЛИКОВАЯ ПРОВОДКА ДЛЯ РАЗЛИЧНЫХ ПРОФИЛЕЙ | 1991 |
|
RU2048223C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| Способ крепления валковой арматуры прокатных станов | 1961 |
|
SU145518A1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| Роликовый проводковый стол с регулируемым расстоянием между роликами | 1974 |
|
SU498996A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2255822C1 |
А-А
20
12
Риг. 6
