Изобретение относится к области металлургии и может быть использовано, например, при прокатке угловой стали, кругов, квадратов и других профилей перед чистовыми и промежуточными клетями.
Наиболее близкой по технической сущности (прототипом) является вводная роликовая проводка, включающая приемную воронку, линейки, ролики, расположенные вертикально в коробке арматуры; калибровка роликов (их профилировка) определяется конфигурацией входящего раската. Данная проводка по прототипу имеет возможность перемещаться как в горизонтальной, так и в вертикальной плоскостях.
Недостатком этой роликовой проводки является то, что на поверхности бочки вертикальных роликов врезано по одному ручью, это ограничивает стойкость роликов и уменьшает оперативность при переходе на прокатку с одного профиля на другой. В конечном результате снижается производительность и уменьшаются возможности прокатного производства.
Техническим результатом изобретения является расширение диапазона применения проводки для нескольких номеров как равнобокой, так и неравнобокой угловой стали одновременно при любых толщинах полок или при любом сочетании нескольких фасонных профилей, особенно при мелкосортном производстве, а также повышение производительности прокатки.
В вводной роликовой проводке, включающей приемную воронку, линейки с вертикальными роликами, механизмом крепления и регулирования роликов в горизонтальной и вертикальной плоскостях, предусматривающей на поверхности бочки роликов кольцевые выточки ручьи, на каждом ролике выполнено по два или несколько ручьев.
При использовании роликовой вводной проводки резко сократится необходимое количество роликов, т.к. например, с применением одной вводной роликовой проводки практически можно осуществлять прокатку всего сортамента освоенных на стане угловых профилей. При этом улучшится качество поверхности профилей и повысится производительность.
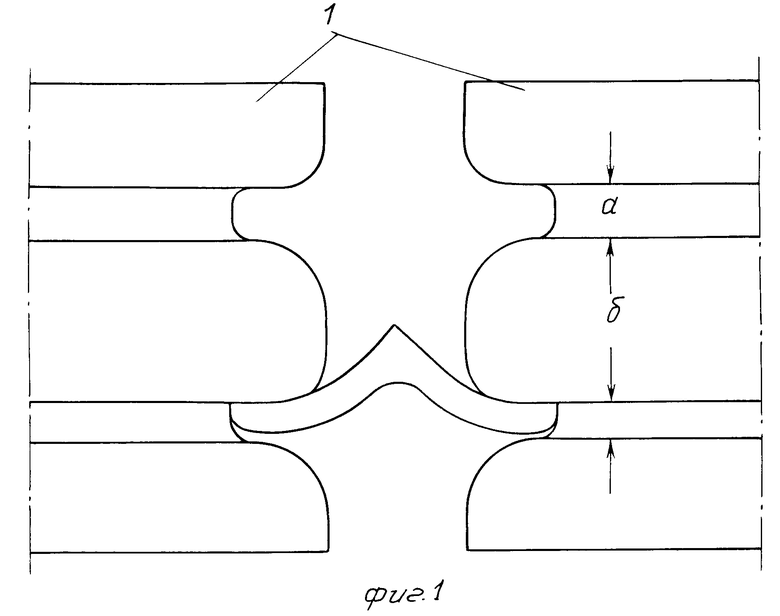
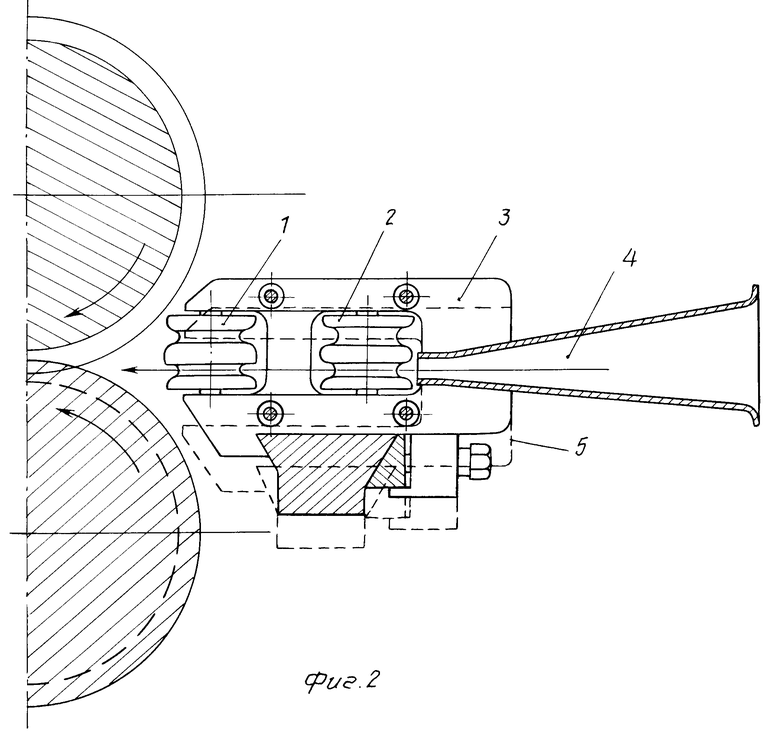
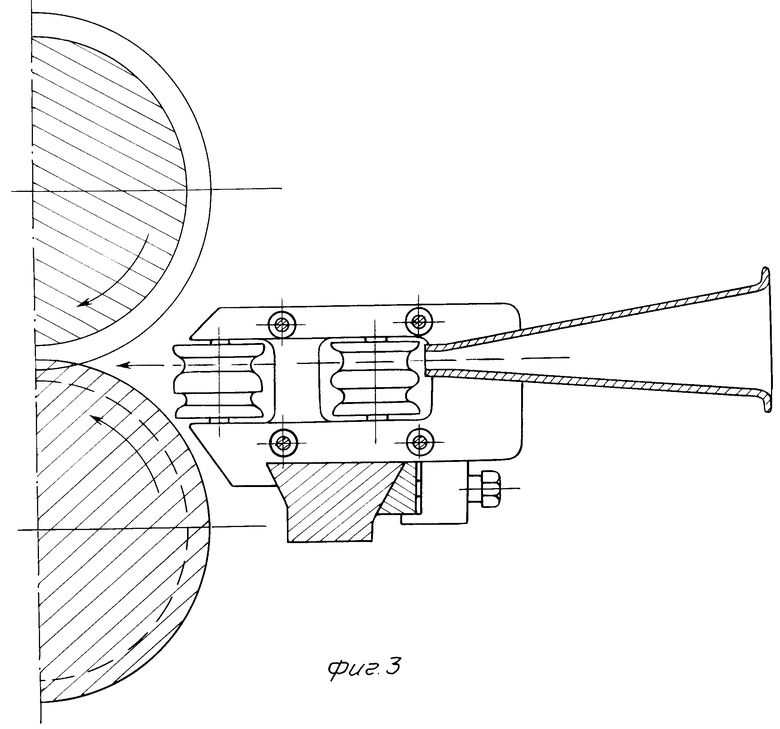
На фиг.1 изображены левый и правый ролики предлагаемой вводной роликовой проводки применительно к прокатке угловых профилей в соответствии с материалами заявки. Размерами а и б обозначены различные по ширине ручьи соответственно для различных толщин полок; на фиг.2 изображена вводная роликовая проводка в сборе и ее установка относительно калибра валков при работе нижнего ручья роликов; на фиг.3 то же, при работе верхнего ручья роликов. Проходящий раскат показан сплошной стрелкой.
Позицией 1 обозначен ближерасположенный к валкам ролик; 2 наиболее удаленный от валков ролик; 3 боковая линейка проводки с роликами; 4 приемная воронка. Пунктирной линией 5 показано положение вводной роликовой проводки для работы в ручье верхнего горизонта роликов. В этом случае вводная роликовая проводка опущена вниз (фиг.3), а проходящий раскат обозначен пунктирной стрелкой. Приемная воронка 4 на фиг.2 и 3 занимает одно и то же положение.
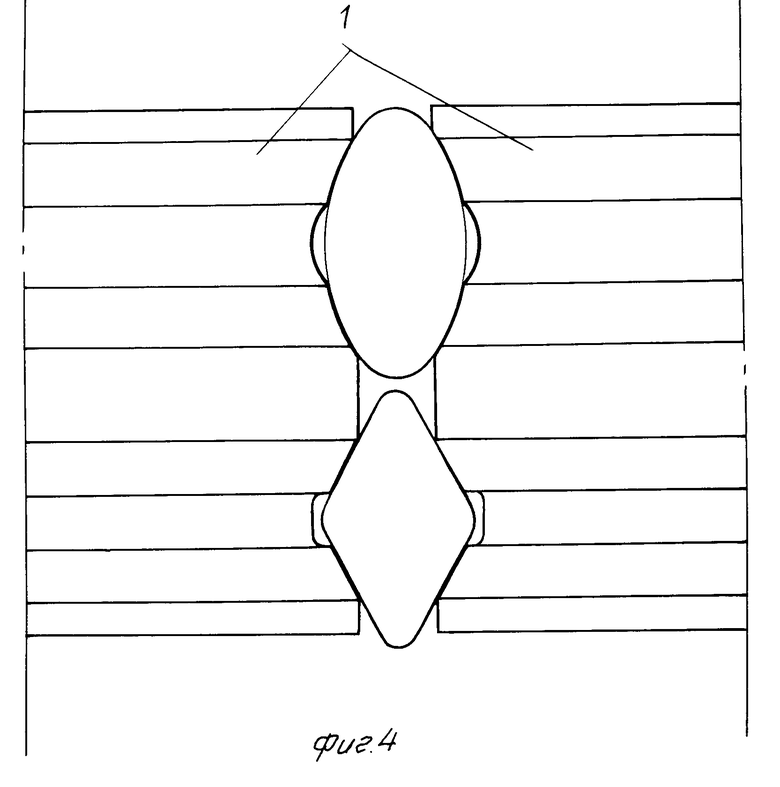
На фиг. 4 показаны левый и правый ролики вводной роликовой проводки, в которых один ручей подготовлен для удержания ромба. Возможны также другие сочетания профилей.
Конкретный пример подготовки вводной роликовой проводки.
В сортопрокатном цехе предприятия на стане 360 при прокатке стали угловой равнополочной по ГОСТ 8509-86 номеров 4; 4,5; 5 для направления раскатов из предчистового калибра в чистовой посредством предлагаемой роликовой вводной проводки применяют две пары роликов диаметром 120 мм и высотой 85 мм, имеющих в каждом ролике по два ручья (выточки), которые позволяют удерживать раскат за кромки полок по его ширине и толщине торцов. Причем ручей нижнего горизонта роликовой шириной б=10 мм предназначен для удерживания предчистовых раскатов угловых профилей с толщиной полок в готовом сорте 4 и 5 мм, а ручей верхнего горизонта роликов шириной а=14 мм для удерживания предчистовых раскатов угловых профилей номеров, указанных выше, с толщиной полок 6, 7 и 8 мм.
Вводная проводка обеспечивает также возможность направления в чистовой калибр предчистовых раскатов угловой равнополочной стали номеров 5, 6 и 6, прокатываемых по ГОСТ 8509-86, и стали угловой неравнополочной номеров 5, 6/3, 6; 6,3/4,0 и 7/4,5, прокатываемых по ГОСТ 8510-86.
В нижнем ручье роликов (б) будут удерживаться угловые раскаты, прокатываемые до толщины в готовом сорте 4 и 5 мм, а в верхнем ручье (а) до толщины 6, и 8 мм.
Кроме того, предлагаемой роликовой вводной проводкой возможно направление в калибр раскатов, имеющих иную конфигурацию, например овальных и ромбических профилей, при соответствующей подготовке ручьев роликов.
Настройка проводки относительно калибра осуществляется путем ее перемещения в вертикальной плоскости вместе с проводковым брусом, на котором проводка установлена, в зависимости от того какой ручей роликов (верхний или нижний) необходим для работы.
Использование предлагаемой вводной роликовой проводки обеспечит по сравнению с существующими проводками следующие преимущества:
1. Расширение диапазона применения проводки для нескольких номеров как равнобокой, так и неравнобокой угловой стали одновременно при использовании различных ручьев роликов при прокатке больших и малых толщин профилей. Существующие конструкции вводных роликовых проводок предназначены только для одного профиля. С их применением невозможно прокатывать равнобокие и неравнобокие уголки или другие два различные по конфигурации профиля. Данная проводка обеспечивает такую возможность.
2. Повышение производительности. Достигается это за счет выполнения предыдущего пункта, т. к. расширение диапазона применения проводки и происходящее при этом облегчение настройки профиля непосредственно отразится на повышении производительности.
3. Имеются также другие преимущества, как, например, повышение стойкости роликов, простота их изготовления, улучшение качества продукции и расширение возможностей прокатного производства в достижении высоких показателей прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вводная роликовая проводка | 1991 |
|
SU1831390A3 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ прокатки угловых профилей | 1987 |
|
SU1424878A1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ | 2001 |
|
RU2212288C1 |
| СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2254942C1 |
| Способ прокатки угловой стали | 1987 |
|
SU1447435A1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 1997 |
|
RU2133159C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
Использование: расширение диапазона применения проводки для различных профилей проката в прокатном производстве. Сущность: вводная роликовая проводка имеет приемную воронку, линейки с вертикальными роликами, механизм крепления и регулирования роликов в горизонтальной и вертикальной плоскостях. По длине бочки каждого ролика выполнено не менее двух кольцевых проточек. 4 ил.
ВВОДНАЯ РОЛИКОВАЯ ПРОВОДКА ДЛЯ РАЗЛИЧНЫХ ПРОФИЛЕЙ преимущественно перед чистовым калибром клети ДУО, включающая приемную воронку, линейки, закрепленные в них вертикальные ролики с кольцевыми ручьями на поверхностях их бочек, механизм крепления и регулирования роликов в горизонтальной и вертикальной плоскостях, отличающаяся тем, что по длине бочки каждого ролика выполнено не менее двух ручьев.
| Альбом НИИ Информтяжмаш/Под редакцией Н.Ф.Грицука | |||
| Современные конструкции валковой арматуры прокатных станов | |||
| М., 1968, с.105. |
