Привалковая арматура прокатного стана относится к прокатному производству и может быть использована на станах винтовой прокатки.
Известно устройство «Вводная проводковая арматура» (№2044583, Германия, опубликовано 27.09.1995) входной роликовой проводки, содержащей арматурный короб с установленными в нем роликодержателями, приемную воронку, две пары направляющих некалиброванных роликов, установленных на роликодержателях, и пару направляющих пластин.
К недостаткам можно отнести отсутствие возможности широкого изменения пропускного калибра, так как проводка устанавливается под определенный калибр валков и предназначена для удержания только одного типоразмера проката. Винтовая прокатка отличается тем, что на одной оси производится прокат всего размерного сортамента стана, для осуществления этой особенности необходима возможность настройки проводки под определенные типоразмеры заготовок и проката. Наличие роликов сильно усложняет конструкцию и увеличивает ее габариты, что усложняет ее установку на стан винтовой прокатки из-за особенности расположения шпинделей приводов валков.
Известно устройство «Выводная валковая арматура прокатного стана» (№2255822, Россия, опубликовано 10.07.2005), представляющее установленные на арматурном брусе клети пару выводных линеек, между которыми на арматурном брусе или на размещенном в линейках проводковом брусе располагается с необходимым зазором проводка, носок которой прижимается к валку посредством собственного веса или контргруза, а положение ее пяты между линейками в горизонтальной плоскости регулируется винтовыми упорами, размещенными по обе стороны от продольной оси проводки на ее вертикальных гранях.
Данное устройство предназначено для снятия металла с валков стана продольной прокатки. Из-за особенностей очага деформации в клети винтовой прокатки нет возможности снятия металла с валков. Устройство предназначено для использования на станах продольной прокатки с определенным калибром и не имеет возможности перенастройки на новые типоразмеры проката. Для прокатки нового размера, требуется полная замена установки. Конструкция не предусматривает возникновения аварийных ситуаций, связанных с застреванием переднего торца проката в проводке при нарушении форм и размеров проката, поскольку данная проводка входит с валками в контакт и не имеет риска приема металла, по форме и размеру отличного от предусмотренного калибром валков и проводки.
Из известных проводящих устройств прокатной клети наиболее близким по технической сущности является проводящее устройство, описанное в патенте №2168380, Россия, опубликовано 10.06.2001.
Это устройство содержит раму и корпус с выполненными на них угловыми направляющими, выполненными по типу ласточкина хвоста. Корпус содержит пропуски разных калибров. Установлены приводы для перемещения корпуса и стопора, установленного перпендикулярно направляющим рамы и расположенного в плоскости, проходящей через вертикальную ось пропуска между корпусом и рамой, при этом в раме выполнено отверстие под стопор. В основании корпуса под каждым пропуском на его вертикальной оси расположены глухие отверстия под стопор, между которыми выполнены наклонные плоскости, находящиеся в постоянном контакте со стопором. К преимуществам данного изобретения относится возможность использования как на входной, так и на выходной стороне клети и настройка пропускного калибра.
К недостаткам можно отнести ограничение настройки калибра количеством пропусков в корпусе и то, что их размеры определяют большие габариты всей установки, сложную систему перехода с одного пропуска на другой, содержащую пневматические приводы и устройство стопорения корпуса.
Техническим результатом данного изобретения является создание компактного пропускающего устройства с настраиваемым калибром, обеспечивающим удержание раската с заданной точностью на оси прокатки и предохранение устройства в случае технологического сбоя.
Технический результат достигается следующим образом: привалковая арматура прокатного стана включает входной и выходной центрователи, состоящие из направляющих губок, поддерживающих их опорных плит, установленных на общей раме, каждый центрователь снабжен валом-винтом и на выходном центрователе имеется предохранительный механизм, состоящий из механизма предварительного натяга и системы шип-паз.
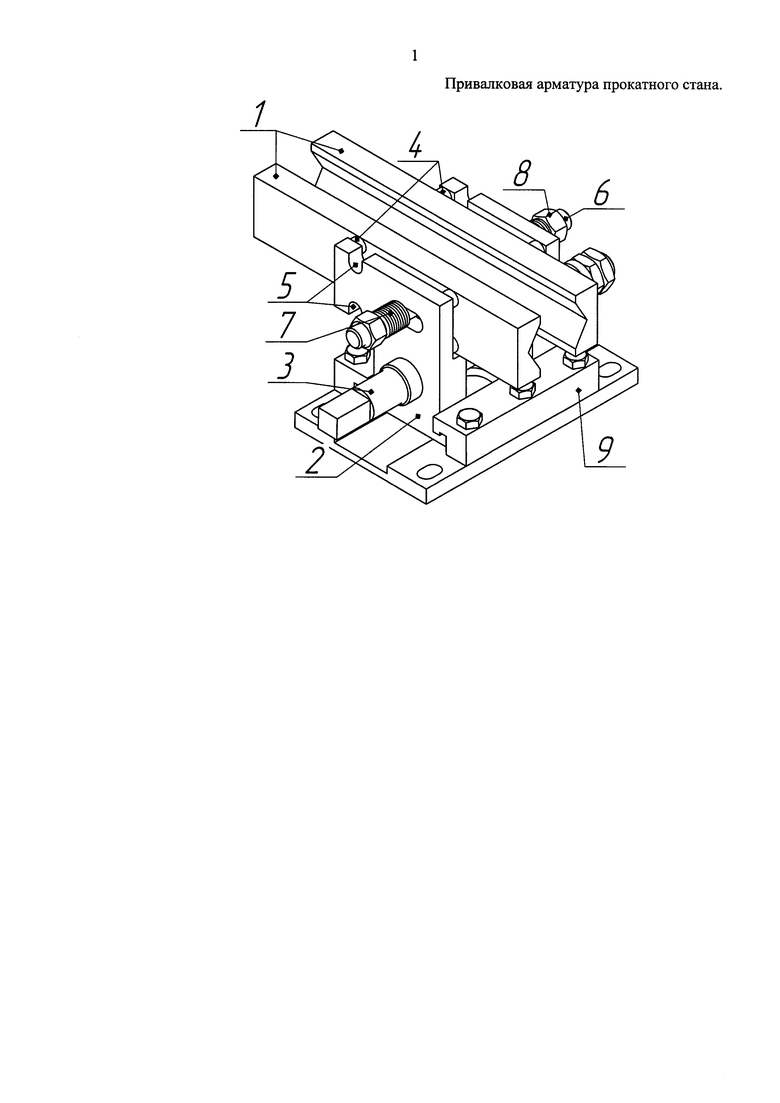
Изобретение описывается чертежом, где показан изометрический вид выходного центрователя.
Устройство входного центрователя представляет направляющие губки 1, закрепленные на подвижных опорных плитах 2, вал-винт 3 с нарезанной левой и правой резьбой для синхронного сведения и разведения опорных плит, две направляющие 4, обеспечивающие перемещение опорных плит на общей раме. Выходной центрователь отличается от входного наличием предохранительного механизма, обеспечивающего увеличение пропускного калибра в случае нарушения профиля переднего торца проката в процессе деформации либо в случае превышения диаметра проката над диаметром установленного калибра. Предохранительный механизм устроен следующим образом: с наружной стороны губок выполнено 4 цилиндрических шипа безопасности 9 с заданной высотой, торцами упирающихся на внутреннюю поверхность опорных плит 2. Прижим губок к опорным плитам осуществляется пружиной 7, надетой на шпильку винта 6 и прижатой к наружной поверхности опорных плит гайкой 8. Предварительное натяжение пружины обеспечивает полную выборку высоты шипов при срабатывании. Когда сила давления раската на торец губки начинает превышать усилие, создаваемое пружиной, губка отходит по направлению прокатки на величину, предусмотренную прорезью в опорной плите под шпильку винта, и шипы безопасности 9 проваливаются в соответствующие пазы 5, обеспечивая увеличение пропускного калибра на высоту шипов. Для восстановления работоспособности центрователя необходимо отвернуть гайку, поджимающую пружину предварительного натяжения, и выставить губку на плите в исходное положение, привернуть обратно гайку и сжать пружину на необходимую для нормальной работы центрователя величину.
Настройка центрователя производится вращением вала-винта. Количество оборотов, необходимых для изменения зазора между губками на условную измерительную величину, определяется шагом резьбы. Возможна установка контрольных линеек либо следящего механизма, определяющих текущий размер калибра губок. Для нормального функционирования калибр должен превышать диаметр прутка на 5-10% от диаметра.
Пример работы стана с установленными входным и выходным центрователями: сначала производится настройка стана и входной и выходной стороны для прокатки прутка заданного диаметра из заготовки определенного диаметра. Затем заготовка задается в рабочее пространство клети, удерживаясь губками входного центрователя. После выхода из очага деформации пруток проходит через выходной центрователь, губками которого обеспечивается заданное удержание проката на оси прокатки. После прокатки задний конец прутка удаляется из выходного центрователя и пруток направляется на следующую операцию согласно реализуемой технологии. В результате сбоя в технологическом процессе срабатывает предохранительный механизм, принцип его работы описан выше.
Преимуществами данного изобретения являются его универсальность, низкая потребность в дополнительном инструменте, компактность и простота в обращении. Благодаря конструктивным особенностям, таким как возможность варьировать размеры губок и угла наклона их внутренней поверхности, проводку можно использовать при прокатке широкого размерного сортамента без ее смены. Также при установке на обе стороны стана изобретения, снабженного предохранительными механизмами, становится возможным осуществление реверсивной прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| Роликовая проводка прокатного стана | 1979 |
|
SU884774A1 |
| Прокатная клеть для прокатки фланцевых профилей | 1988 |
|
SU1577899A1 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ НА РЕВЕРСИВНЫХ СТАНАХ И СИСТЕМА ПРОВОДКОВОЙ АРМАТУРЫ ПРОКАТНЫХ КЛЕТЕЙ | 1992 |
|
RU2105619C1 |
| ПРОВОДЯЩЕЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1999 |
|
RU2168380C1 |
| Обводной аппарат прокатного стана | 1979 |
|
SU831258A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
Изобретение относится к прокатному производству и может быть использовано на станах винтовой прокатки. Устройство включает входной и выходной центрователи, состоящие из направляющих губок, расположенных на опорных плитах, и направляющих опорных плит, установленных на общей раме. Уменьшение изгибания проката, повышение точности его удержания на оси стана, защита оборудования от последствий нарушения формы и размера переднего торца раската в процессе прокатки и возможность пропускания всего размерного сортамента стана без использования вспомогательного инструмента обеспечиваются за счет того, что центрователи содержат вал-винт с нарезанными левой и правой резьбой для синхронного перемещения опорных плит относительно оси прокатки для изменения пропускного калибра, а выходной центрователь - предохранительный механизм для экстренного увеличения пропускного калибра на случай технологического сбоя и нарушения формы и размера переднего торца проката. 1 ил.
Привалковая арматура прокатного стана, содержащая входной и выходной центрователи, состоящие из направляющих губок, поддерживающих их опорных плит и направляющих опорных плит, установленных на общей раме, отличающаяся тем, что каждый из центрователей снабжен валом-винтом, а выходной центрователь - предохранительным механизмом, выполненным в виде механизма предварительного натяга и механизма шип-паз.
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2255822C1 |
| Роликовая проводка | 1984 |
|
SU1235583A2 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| US 4790164 A, 13.12.1988. | |||

