РЬвестен способ расщепления движу имейся термопластичион плойки посредством ее нагревания до температуры плавления, растягивания и обдувания охлаждающим потоком газа.
Для нолучения на лицевой стороне термопластичной плепкн волокнистой структуры ее помеихают на подложке, а растягиваюг и обдувают ее в направленин, перпендикулярном ее движению.
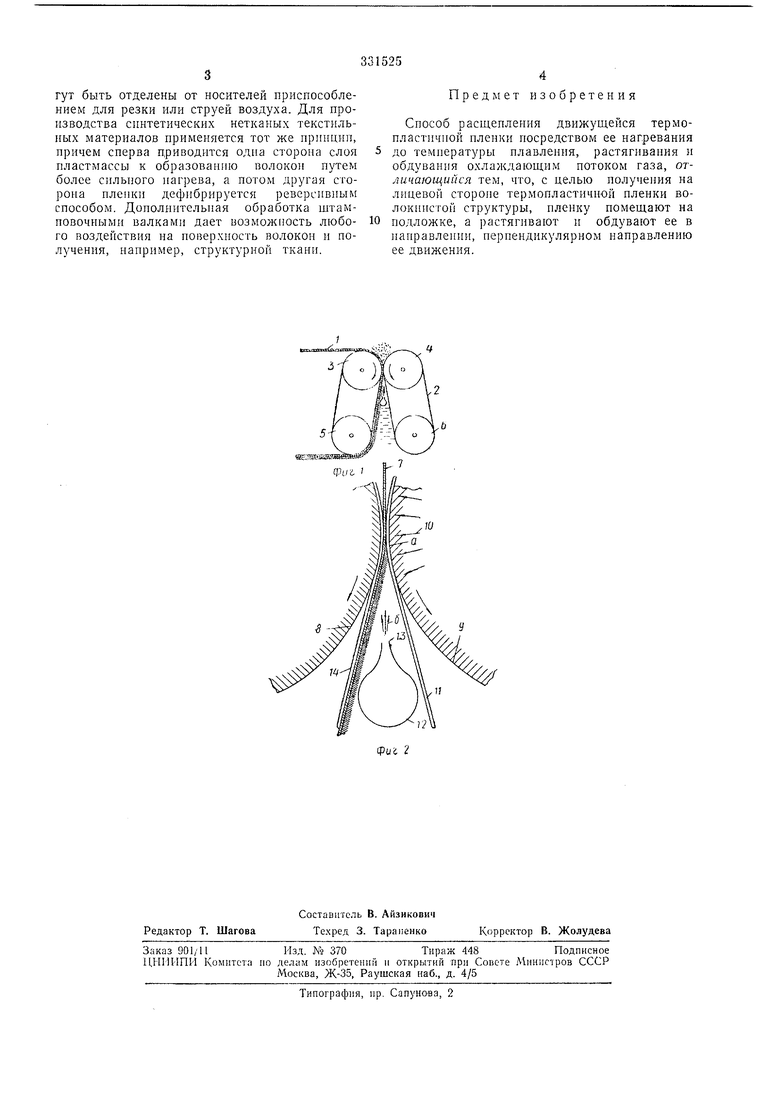
Способ поясняется фиг. 1 и 2.
Плепку из термопластичного материала или расплава пластмассы, получепного методом выдавливания или непосредственно в нолимеризационном автоклаве, закладывают между двумя иос1ггелями / и 2, которые ведутся нарой валков 3 и 4 и соответственно 5 и 6. Нагрев валков 3 и 4 до т. ил. сырья предотвращает затвердевание расплава. Расположенная под ними пара валков 5 и 6 может быть перестановлена в горизонтальпой амплитуде для образования волокон различной длины. Для придачи любому плоскому материалу волокнообразующей поверхности слой-носитель 1 заменяют любым плоским материалом, который пропускают между валками . Нагретая до т. разм. пластмасса образует слой между посителями 1 и 2, который может
состоять, например, нз тефлоннзоваиной стеклотканн. Отложившиеся на носителе 2 остатки размягчают снова валком 4 и используют для образования новых волокон.
Для покрытия пленки 7 из термопласта плотным слоем волокон (см. фиг. 2) ее пропускают между двумя валками 8 н 9, причем одни из них, г.аирнмср 9, нагревается установкой 10 до TaKoii cTeneini, что сторона пленки 7, нрнлегающая к слою-носителю П и к валку Я доводится до т. разм. н вытягивает нити в точке а, в которой «алки 8 и 9 уже расходятся. К этим новообразованным нитям иодводят охлаждаюп1ую струю б воздуха, которая выходит нз трубы 12, оснащенной щелевым соплом 13. Нслн слой-иоснтель 11 имеет Л1Ш1Ь иезиачительиую способность прнлнпаиия и состоит, наиример, из тефлонизованной стеклоткани, то расщепление между ко1щамн волокон и несущим слоем происход гг иод влиянием струи воздуха, которая направлена нод незначнтельным давлением на волокна н которая одновременно обеспечивает достаточное охлаждение концов волокон, так что готовое изделие, направленное несущим слоем М нлн без иего, может быть намотано обычным способом. Когда достигнута заданная длина штапеля, концы волокон могут быть отделены от носителей приспособлением для резки или струей воздуха. Для производства синтетических нетканых текстильных материалов применяется тот же принцип, причем сиерва приводится одна сторона слоя пластмассы к образованию волокон путем более сильного нагрева, а потом другая сторона нлепки дефибрируется реверсивным способом. Дополнительная обработка штамповочными валками дает возможность любого воздействия иа поверхность волокои и получеиия, например, структурной ткани.
Предмет изобретения
Способ расщенлення движущейся термопластичиой пленки посредством ее нагревания до температуры плавления, растягивания и обдувания охлаждаюнлим потоком газа, отличающийся тем, что, с целью получеиия на лицевой стороие термопластичной пленки волокннстой структуры, пленку помещают на подложке, а растягивают и обдувают ее в панравлении, перпендикулярном направлению ее движения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОИТЕЛЬНОЕ ПОКРЫТИЕ | 1990 |
|
RU2095251C1 |
| ДЫШАЩИЙ ПЛЕНОЧНЫЙ СЛОИСТЫЙ МАТЕРИАЛ С НАПОЛНИТЕЛЕМ | 1998 |
|
RU2192512C2 |
| УСИЛЕННЫЙ АДГЕЗИЕЙ ПЛЕНОЧНЫЙ НЕТКАНЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 1997 |
|
RU2160801C2 |
| ГИДРОИЗОЛЯЦИОННЫЙ ПОКРЫВАЮЩИЙ МАТЕРИАЛ, ЛИСТОВОЙ ПРОДУКТ, ПОКРЫТЫЙ ТАКИМ МАТЕРИАЛОМ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2379188C2 |
| СТАБИЛЬНОЕ ДЫШАЩЕЕ ЭЛАСТИЧНОЕ ИЗДЕЛИЕ | 1998 |
|
RU2201257C2 |
| ЭКОЛОГИЧЕСКИ РАЦИОНАЛЬНЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ | 2014 |
|
RU2610599C1 |
| ДЫШАЩИЙ НЕ ПРОНИЦАЕМЫЙ ДЛЯ ЖИДКОСТИ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1998 |
|
RU2205757C2 |
| МНОГОСЛОЙНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2003 |
|
RU2328377C2 |
| УСТРАНЯЮЩИЙ НЕПРИЯТНЫЙ ЗАПАХ МАТЕРИАЛ, ПОЛУЧЕННЫЙ МЕТОДОМ ЭКСТРУЗИИ, СОДЕРЖАЩИЙ ЧАСТИЦЫ, ЗАКЛЮЧЕННЫЕ В ПОЛИМЕРНОЙ МАТРИЦЕ | 2012 |
|
RU2651465C2 |
| ПЕРФОРИРОВАННЫЙ НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2184182C1 |
