В известных конструкциях регулируемых электродов-инструментов для обработки внутренних правильных многоугольников на электрохимических станках бескамерного тина не обеспечивается непрерывность рабочей поверхности инструмента. Это усиливает турбулетность потока электролита, что снижает интенсивность анодного растворения и увеличивает шероховатость обрабатываемых поверхностей.
(С целью обеспечения равномерного потока электролита места сочленения пластин .предлагаемого электрода-инструмента перекрыты подпружиненными металлическими лентами, концы которых закреплены на смежных пластинах, взаимодействующих с общей внутренней оправкой.
Предлагаемый электрод-инструмент позволяет вести обработку многогранного отверстия в определенном диапазоне размеров, что очень важно при снятии припуска за несколько проходов и настройке на окончательный размер.
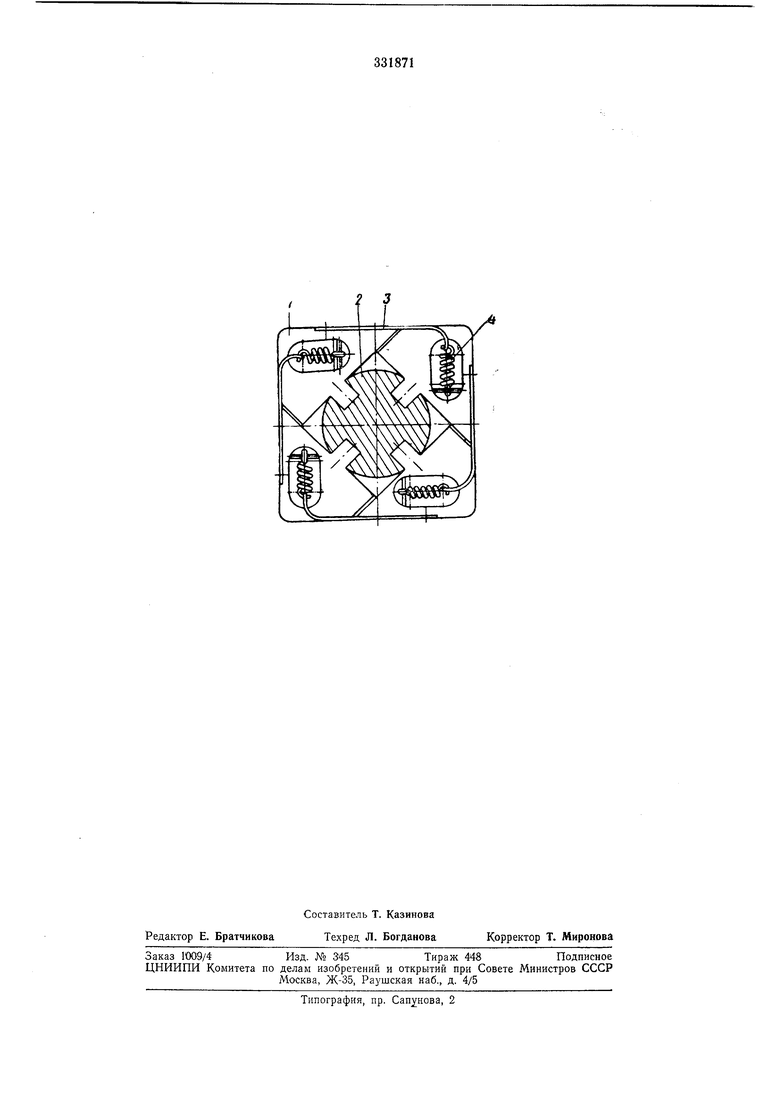
На чертеже изображен составной электродинструмент.
Электрод включает п пластин / (где п - количество углов многоугольника), частично
перекрывающих друг друга. Изменение размера происходит за счет перемещения пластин 1 по конусным пазам оправки 2. Образующаяся разрывность рабочей поверхности электрода-инструмента при изменении его размеров затягивается п металлическими лентами 3. Один конец каждой ленты натягивается пружиной 4, расположенной во внутренней полости пластины /. Другой конец ленты закреплен на рабочей поверхности смежной пластины.
Предмет изобретения
Составной электрод-инструмент для электрохимической обработки отверстий, например, .правильных многоугольников, выполненный КЗ пластин, устанавливаемых в соответствии с размерами обра-батываемых отверстий, отличающийся тем, что, с целью обеспечения равномерного потока электролита, места сочленения пластин .перекрыты подпружиненными металлическими лентами, концы которых закреплены на смежных пластинах, взаимодействующих с общей внутренней оправкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии трубчатой заготовки | 2019 |
|
RU2710092C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1973 |
|
SU385706A1 |
| ЭЛЕКТРОЛИЗЁР | 2015 |
|
RU2605751C1 |
