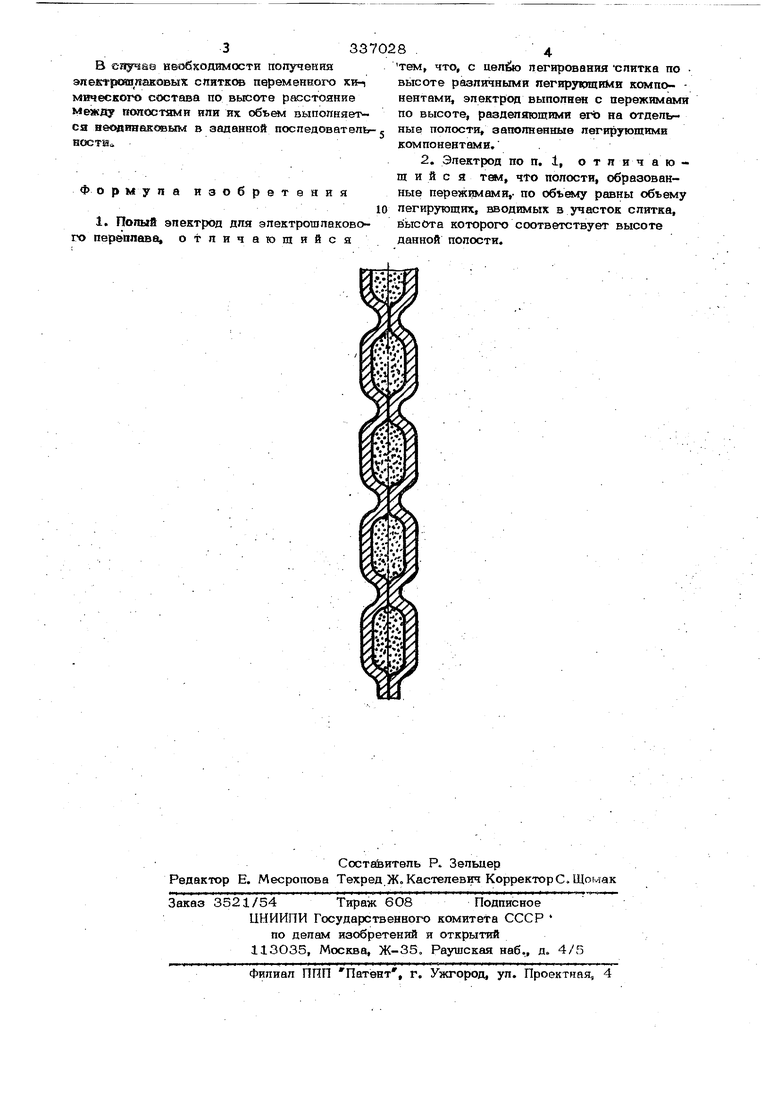
Известен эпектрод для электрошлаково го переплава, по высоте которого равномерно расположены легирующие и восста новитель. С целью получения слитков, легированных по высоте различными легирующими компонентами, и улучшения качества слит ка электрод выполнен с пережимами по вы соте, разделяющими его на полости, запоп нейные легирующими компонентами. Причем полости, образованные пережимами, по объему равны объему пигирующих, вво димых в участок слитка, высота которого соответствует высоте данной полости. На чертеже представлен попый электрод с пережимами. Попый металлический электрод в виде тонкостенной трубы любого сечения раэмечается на определенное количество отрезков. Один из концов электрода пережимается. Через свободный конец полого электрода засыпается порция (расчетное количество) легирующих компонентов. В соответствии с разметкой делается пер&жим на электроде. После этого вновь засыпается порция легирующих компонентов и на электроде делается следующий пережим. В такой последовательности электрод заполняется легирующими компо- Рентами до конца. Электрод с пегирутошей kaчинкoй крепится к расходуемому эпект х)ду. в процессе эпектрошлакового переплава последовательно переплавляются перемычки йа попом металлическом электройе и происходит введение лигатуры непосредственно в шлак. Благодаря ппавлеяиго электрода под слоем шлака обеспечивается более высокий процент усвоения легирующих компонентов переплавляемым металлом. Объем полостей электрода зависит от насыпного веса и количества заполнитепя. Для заданного оптимального режима плавки расстояние между полостями на электроде Определяет частоту введения легирующвх компоаентов в переплавляемый металл; 333702 В еаучаа необходимости получения эпе&трошпаковых слитксж переменного хи-i мического состава по высоте расстояние Между полостями или их объем выпояняетса веооиввкстым в заданной последователь-Формула изобретения 1. Полый электрод для электрошпакового переплава, отличающийся 10 8 .4 refM, что, с цепёю пегированияспитка по вьюоте различными пегярукяцикси компо- нентами, электрод выполнен с пережимами по высоте, разделяющими егЬ на отдельные полости, заполненные легирующими компонентами, 2. Электрод по п. 1, отличающийся тем, что полости, образованные пережимами,- по объему равны объему легирующих, вводимых в участок слитка, высота которого соответствует высоте данной полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НЕКОМПАКТНЫХ МАТЕРИАЛОВ | 1989 |
|
SU1739653A1 |
| Способ электрошлаковой отливки слитков | 1971 |
|
SU341323A1 |
| Электрод для электрошлакового переплава | 1971 |
|
SU403369A1 |
| Смесь для легирования стали | 1976 |
|
SU551402A1 |
| Установка для электрошлаковой выплавки слитков-слябов | 1971 |
|
SU344735A1 |
| Способ получения многослойных слитков методом электрошлакового переплава | 2021 |
|
RU2761192C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2006 |
|
RU2314355C1 |
| СПОСОБ ПРОИЗВОДСТВА ВАЛЬЦА | 1993 |
|
RU2032754C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА МЕТАЛЛА | 1991 |
|
RU2030467C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 1991 |
|
RU2030248C1 |
