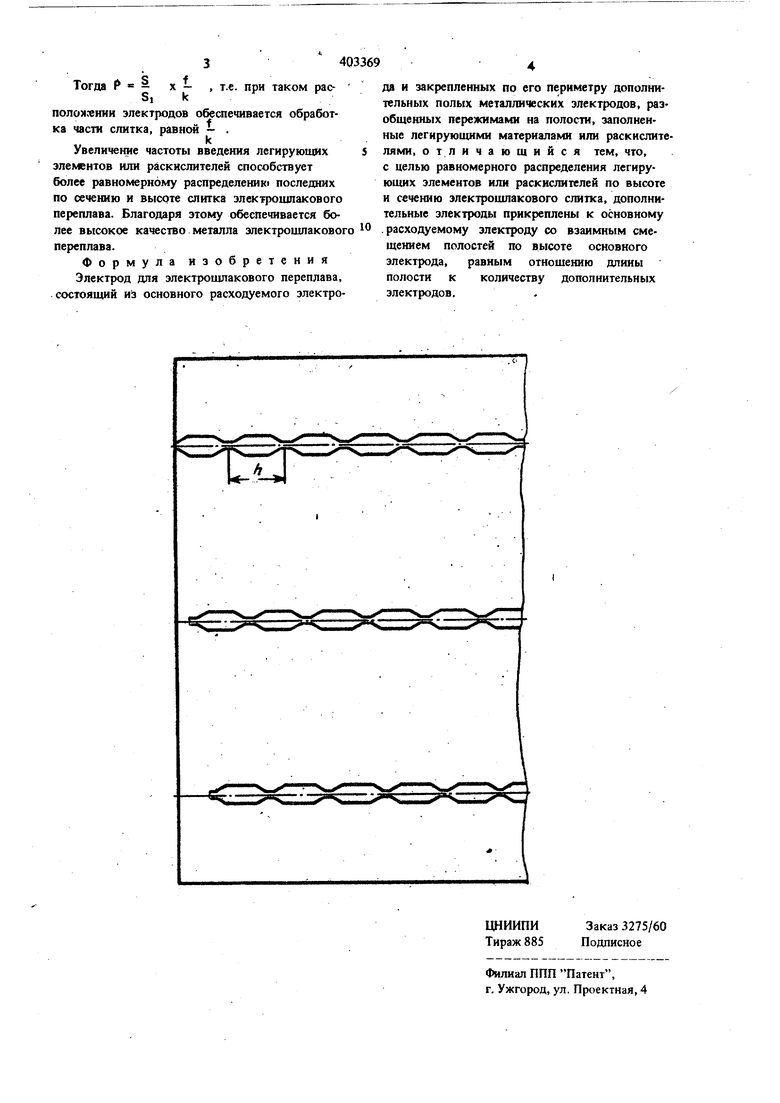
Изобретение относится к металлургии, в час ности к электрошлаковому перетлаву. Известен полый электрод для введения легирукяцих компонентов в слиток при электрошпаковом переплаве, разобщенный по высоте пережимами на полостн, заполненные легиру ющими элементами или раскислителями в зада ной последовательности. Электрод крепится к основному расходуемому электроду, например, с помощью сварки. При электрошлаковой ъыплавке крупных слитков введение легирующих элементов или раскислителей обычно осуществляется через 3-6 дополнительных электродов, закрепленных на основном расходуемом электроде. Однако известный электрод не обеспечивает равномерного распределения легирующих элементов или раскислителей по высоте и сечению слитка электрошлаковрго переплава. Описьюаемый электрод отличается тем, что дополнительные электроды прикреплены к основному со взаимным смещением полостей по высоте основного электрода, равным отнощению длины полости к количеству дополнительных электродов, что обеспечивает равномерное рашределение легирующих элементов или раскислителей по высоте и сечению электрощлакового .слитка. На чертеже изображен описываемый электрод. Дополнительные электроды равномерно располагаются по периметру основного расходуемого электрода. В вертикальном направлении они располагаются со взаимным смещением Р но высоте основного электр.ода, равным отиощению длины полости h к количеству дополнительных электродов k: Р Я Длина одной полости на дополните/шном электроде равна: где S - сечение слитка; S - сечение электрода; f - высота слитка, обрабатываемая одной порцией ле1 ирунлцих элементов или раскислитслои.
Тогда I - S,
X - , т.е. при таком расгС
полояжнни электродов обеспечивается обработка части слитка, равной - .
Увелнчегае частоты введения легирующих элел«нтов или раскислите лей способствует более равномерному распределению последних по сечению и высоте слитка элекфошлакового переплава. Благодаря этому обеспечивается более высокое качество металла злектрошлакового переплава.
Формула изобретения
Электрод для электрощлакового переплава, состоящий ий основного расходуемого электрода и закрепленных по его периметру дополнительных полых металлических электродов, разобщенных пережимами на полости, заполненные легирующими материалами или раскислителями, отличающийся тем, что, с целью равномерного распределения легирующих элементов или раскислителей по высоте и сечению электрощлакового слитка, дополнительные злектроды прикреплены к основному .расходуемому электроду со взаимным смещением полостей по высоте основного электрода, равным отнощению длииы полости к количеству дополнительных электродов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расходуемый электрод | 1975 |
|
SU530527A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТОВОГО СЛИТКА | 1991 |
|
RU2027781C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СЛИТКОВ | 1991 |
|
SU1788770A3 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛЕЙ И СПЛАВОВ В ПРОЦЕССЕ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2007 |
|
RU2355790C2 |
| СПОСОБ ВЫПЛАВКИ ПОЛЫХ СЛИТКОВ ТИТАН- И БОРСОДЕРЖАЩИХ МАРОК СТАЛИ МЕТОДОМ ЭШП | 2009 |
|
RU2423536C1 |
| Полый электрод | 1969 |
|
SU337028A1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2006 |
|
RU2314355C1 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА | 2013 |
|
RU2533579C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ | 2013 |
|
RU2567408C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
