(54) УСТАНОВКА ДЛЯ ЭЛЕКТРОИПАКОВОЯ ШЛПЛАВКИ
Изобретение относится к области электрометаллургии, более точно к оборудованию для электрошлакового переплава расходуемых электродов.
Известны многоэлектродные уставов ки для одновременной выплавки нескольких слитков-слябов (двух, трех и более), на которых в одной шлаковой ванне переплавляют несколько электродов, подключенных в равных количествах к разным выводам источника однофазного или трехфазного электрического тока. Формирующая слитки часть кристаллизатора таких установок разделена плоскими охлажлаемыми перегородками, расположенными в плане между электродам. Верхние торцы этих перегородок находятся в шпаке или над ним. Перегородки разделяют металлические ванны по широКИМ граням нaплaвляe f ыx слитков.
На извест: ых установках могут переплавляться широкие электроды-слябы, ширина которых близка ширине получаемого слитка-сляба, или менее ши рокие электроды-слябы, расположенные в ряд над каждой металлической ванной так, что расстояние между крайними гранями электродов в ряду близко ширине слитка-сляба. СЛИТКОВ-СЛЯБОВ
Однако кгикдый из расходуемых электродов-слябов плавится с различным заглублением в шлак вдоль широких их граней, причем места с большим погружением в ашак конуса располагаются случайным образом неравномерно вдоль наплавляемого слитка.
Так как металлические капли с электродов отрываются преимущественно с конусов, они падают в металлические ванны наплавляемых слитков неравномерно по длине их сечения. Это приводит к образованию пережимов на поверхности слитков-слябов и неоднородностей а слитках.
Цель изобретения - обеспечение равномерной подачи жидкого металла вдоль широких граней наплавляемых слитков.
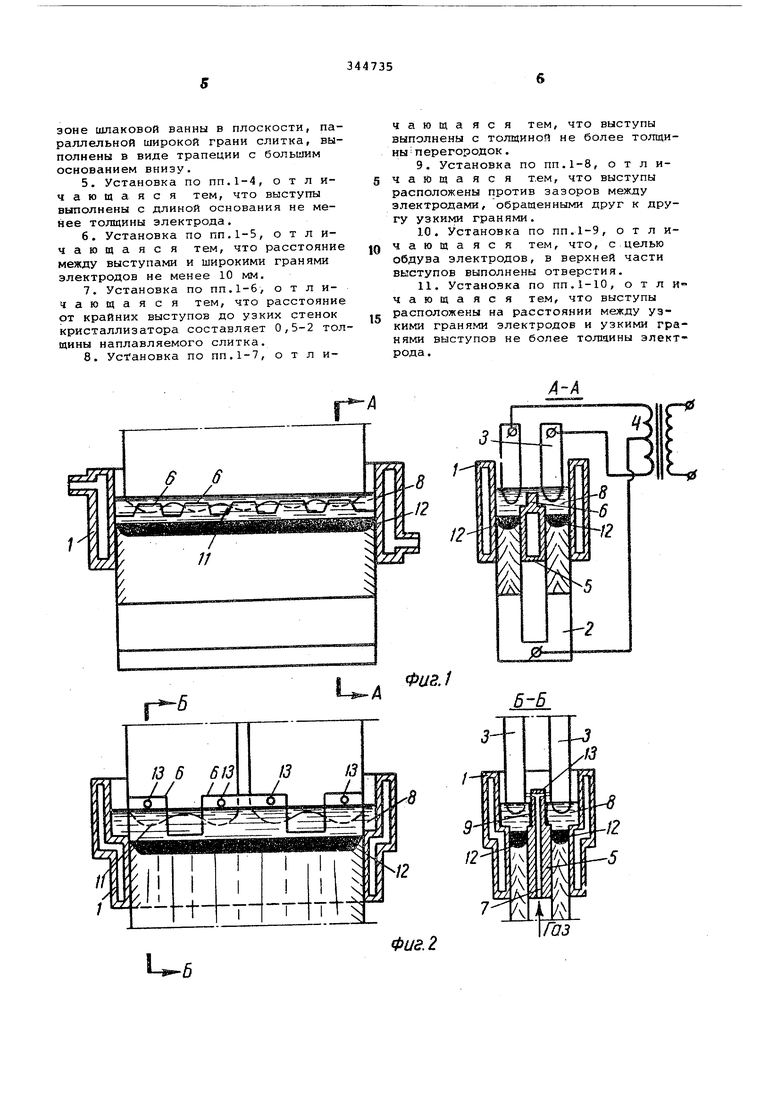
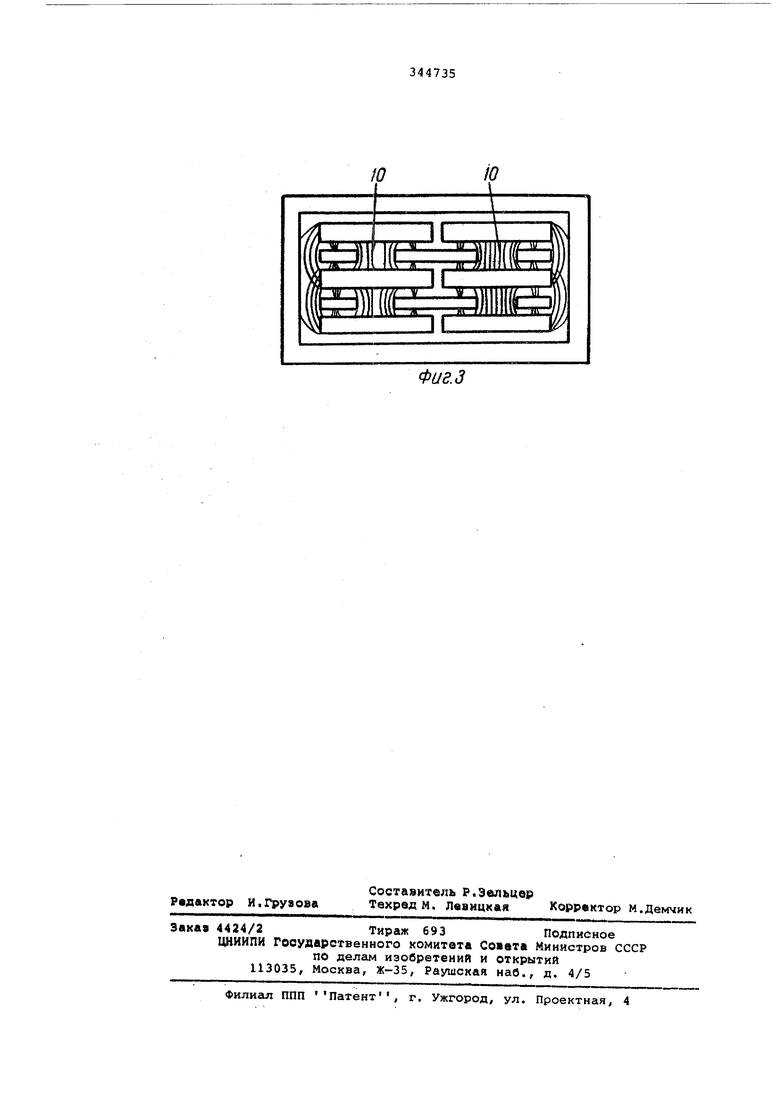
Это достигается тем, что перегородки в кристаллизаторе между наплавляекаами слитками имеют два или более вертикальных выступов, которые разделяют промежуток шлака между электродами на участки с большей и меныией плотностью тока. Толщина выступа определяется из у ловия охлаждения их и обеспечения бе опасной работы. Обычно она равна или меньше толщины перегородки. Зазор меж ду широкими гранями электродов и перегородкой равен или меньше Половины расстояния между соседними выступами, но не менее д6 мм. Обычно толщина выступов pafiria или меньше толщины перегородок. Расстояние между выступами выбирается равньбл или меньше толщины переплавляе Ч:6с электродов, а расстояние между/серединами соседних выступов - равным или больше толщины пераплавляемых электродов. Выступы могут иметь прямоугольное трапецеидальное сечение в плоскости, параллельной широким граням слитков. Для смещения горячей зоны к по верхности шлака, т.е. к электродам, целесообразно выступы перегородок под шлаком выполнять суженными кверху в плоскости, параллельной широкой грани слитка. С целью обеспечения хорошего формирования узких граней слитков psicстояние от крайних выступов до узких стенок кристаллизатора в месте расположения шлаковой ванны должно е)ыть равно или больше половины толщины на пЛавляемЕлх слитков, но не более двух толщин. Боковые торцы крайних выступов мо гут или совпадать с плоскостью, проходящей по узким граням электродов, или находиться от них на расстоянии, не большем толщины расходуемых элект родов. На фиг.1 показан кристаллизатор . установки, в котором выступы перегородок находятся при переплаве под шлаком, разрез по вертикальной плоскости; на.фиг.2 - кристаллизатор установки, на которой переплавляют над каждым слитком по два электррда-сляба, расположенных а ряд вдоль широкой грани слитков, и выбтупы перегородок верхней частью находятся над шлаком, разрез по вертикальной плосKOCTHf на фиг.З - то же, для выплавк трех слитков-слябов, вид в плане. Установка состоит из кристаллизатора 1, поддонд 2, электродов 3, обмотки 4 трансформатора, перегородки 5 с выступами 6, имеющими каналы 7. Установка работает следующим об разом. В кристаллизаторе 1, установленно на поддоне 2, наводят шлаковую ванну 8, в которую погружают концы расходу емых электроде 3, подключенных к разным выводам обмотки 4 однофазного трансформатора. Ток, протекающий по шлаку между электродами, нагревает его, и электроды плавятся. Выступы 6 перегородки 5 покрывгиотся слоем 9 затвердевшего шлака, сопротивление которого по крайней мере на порядок больше сопротивления жидкого шлаки. В результате этого, в зонах 10 между выступами плотность тока, протекающего между электродами, больше, чем в зоне выступов. Поэтому шпак в зонах 10 более горячий и электроды 3 в этих зонах оплавляются быстрее, чем возле выступов. Возле выступов в более холодных зонах на электродах образуются конусы 11, с которых электродный металл в виде капель поступает в металлические ванны 12. Так как выступы расположены равномерно вдоль широких граней электродов (фиг.1), оплавляющиеся концы электродов имеют пилообразную (волнообразную) форму и металлические капли падают в ванны слитков равномерно по их длине, На установке, приспособленной для переплава над каждым слитком-слябом двух и более расположенных в ряд электродов (фиг.2), целесообразно располагать выступы напротив зазора между каждыми двумя электродами в ряду так, чтобы середина этого выстУпа находилась против указанного зазора. Для увеличения высоты конусов 11 целесообразно через отверстие 13 в выступах б по каналам 7 обдувать электроды 3 над шлаковой ванной холодным газом, например, воздухом или аргоном. Слитки, выплавленные на предложенной установке, благодаря равномерному по длине широких граней слитков поступлению капель металла в ванны слитков,, не имеют дефектов поверхности и однородны по всей своей ширине. Формула изобретения 1.Установка для электрошлаковой выплавки слитков-слябов, состоящая из охлаждаемого кристаллизатора с одной или более перегородками, поддона и электродов, отличающаяся тем, что, с целью равномерной подачи жидкого металла вдоль широких граней наплавляемых слитков, перегородки двумя или более вертикальными выс.тупами. 2.Установка поп.1, отличаю щ а я с я тем, что выступы выполнены с расстоянием между серединами соседних выступов не менее толщины электрода. 3.Установка по пп.1 и 2, о т л ичающаяся тем, что выступы выполнены с высотой не менее половины толщины наплавляелвлх слитков.
зоне шлаковой ванны в плоскости, параллельной широкой грани слитка, выполнены в виде трапеции с большим основанием внизу.
5.Установка по пп.1-4, отличающаяся тем, что выступы вьтолнены с длиной основания не менее толщины электрода,
6.Установка по пп.1-5, отличающаяся тем, что расстояние между выступами и широкими гранями электродов не менее 10 мм.
7.Установка по пп.1-6, отличающаяся тем, что расстояние от крайних выступов до узких стенок кристаллизатора составляет 0,5-2 толщины наплавляемого слитка.
8.Установка по пп.1-7, о т л ичающаяся тем, что выступы выполнены с толщино не более толщины перегородок.
9.Установка по пп.1-8, отличающаяся т.ем, что выступы расположены против зазоров между электродами, обращенными друг к другу узкими гранями.
10.Установка по пп.1-9, отличающаяся тем, что, с целью обдува электродов, в верхней части выступов выполнены отверстия.
11.Установка по пп.1-10, о т л И чающаяся тем, что выступы расположены на расстоянии между узкими гранями электродов н узкими гранями выступов не более толщины электрода.
Фиё.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для электрошлакового переплава металла | 1967 |
|
SU287685A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ НА ЗАГОТОВКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730360C1 |
| Способ электрошлакового переплава и установка для его осуществления | 1975 |
|
SU555669A1 |
| ЭЛЕКТРИЧЕСКАЯ ШЛАКОВАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА | 2007 |
|
RU2348709C2 |
| Установка для электрошлакового переплава | 1969 |
|
SU337015A1 |
| Электрошлаковая печь для выплавки слитка-сляба | 1990 |
|
SU1792992A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ПЕРЕМЕННОГО СЕЧЕНИЯ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 1992 |
|
RU2048553C1 |
| ЭЛЕКТРИЧЕСКАЯ ШЛАКОВАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА | 2007 |
|
RU2348710C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТОВОГО СЛИТКА | 1991 |
|
RU2027781C1 |
| Установка для электрошлакового переплава | 1970 |
|
SU378103A1 |