Рациональное использование станков и других машин требует наличия возможности регулирования скоростей вращения их рабочих органов (шпинделя, механизма подачи и т. д.) применительно к выполняемой работе. Большая часть применяемых для этой цели коробок скоростей не дает полного решения этой задачи, так как имеет только ограниченный набор скоростей, причем не всегда возможно подобрать необходимое число оборотов.
Увеличение числа возможных скоростей приводит к сильному усложнению коробок, увеличивает число передаточных шестерен, усложняет механизм управления и т. д. и все-же не дает абсолютно бесступенчатого регулирования.
Стремление к получению возможности непрерывного (бесступенчатого) изменения скоростей привело к появлению в последнее время коробок с гидравлической передачей, а также к применению регулируемых электромоторов постоянного тока. Однако сложность и ряд других недостатков этих конструкций делает их не всегда рентабельными. Это
404
ВИДНО хотя бы из того, что все же большая часть современных станков строится без применения гидравлических передач.
Во всех станках, намечаемых к производству в ближайшее время в СССР, также отсутствуют гидравлические передачи. Вместе с тем, в целях увеличения количества возможных скоростей, станки снабжены весьма сложными шестеренными коробками. Так, универсальный фрезерный станок типа Cincinnati, изготовляемой Горьковским заводом фрезерных станков, имеет коробку скоростей, состоящую из J8 шестерен, что дает 12 разных чисел оборотов; револьверный станок типа Warner & Swase, изготовляемый Московским заводом револьверных станков, имеет в коробке скоростей также ряд шестерен, что дает несколько скоростей; радиально-сверлильный станок типа Cincinnati Biecord, изготовленный Харьковским станкостроительным комбинатом, имеет коробку из 22 шестерен, что дает 36 скоростей и т. д.
Такое большое количество передаточных шестерен влечет за собой также усложнение механизмов переключения
и управления, и вообще удорожание всей конструкции, не давая в то же время выгод бесступенчатого регулирования.
Все вышесказанное относится также и к коробкам подач.
Предлагаемое устройство коробки скоростей имеет целью разрешить проблему бесступенчатого регулирования чисто механическим путем, т.-е. без применения гидравлических или регулируемых электрических приводов. Достигается это применением получаюш;его качание рычага, воздействующего на механизм для превращения качательного движения рычага во вращательное движение шпинделя. Регулирование скорости вращения Шпинделя осуществляется путем перемещения оси качания рычага.
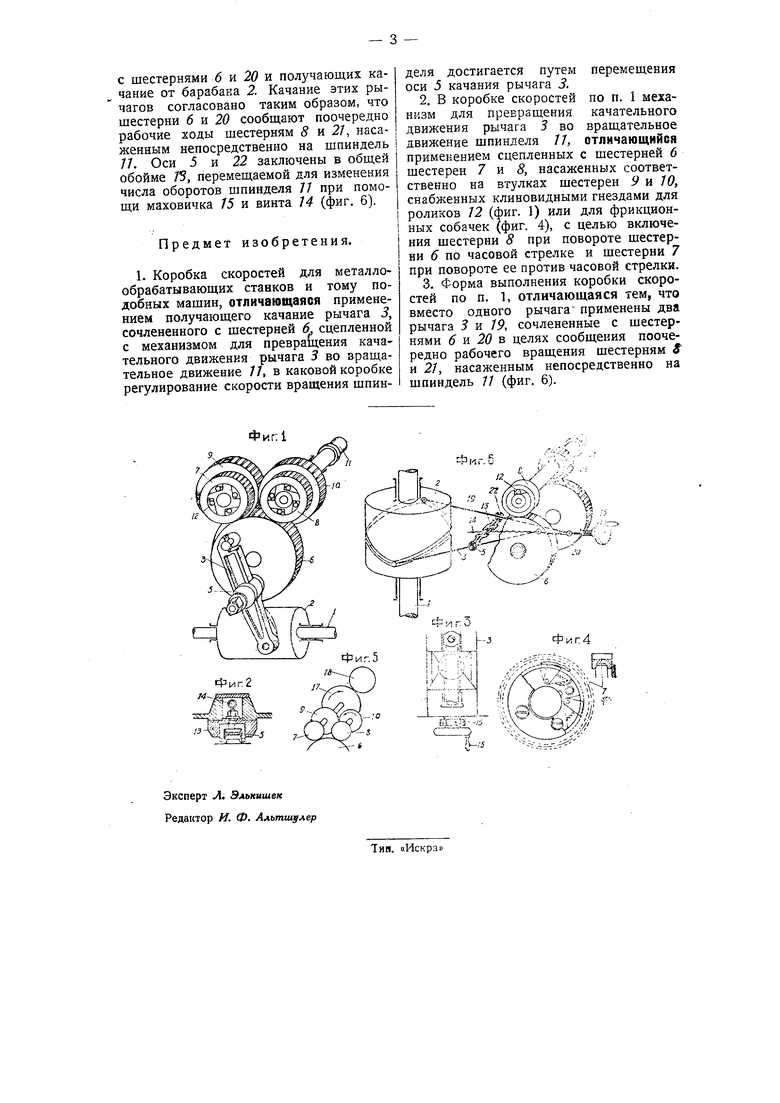
Ыа чертеже фиг. 1 изображает коробку скоростей в перспективном виде; фиг. 2-поперечный разрез механизма для передвижения оси; фиг. 3-то же, вид сверху; фиг. 4-фрикционное сценление; фиг. 5-схему конструкции коробки скоростей при реверсировании вращения шпинделя, и фиг. б-видоизмененное устройство коробку скоростей, снабженной двумя рычагами.
Предлагаемая коробка скоростей предназначенная, для металлообрабатывающих станков, состоит из насаженного на приводном валу 7 барабана 2, приводящего в качательное движение рычаг 3 и сочлененную с ним шестерню 6. Шестерня W заклинена на шпинделе 77 и несет на своей втулке шестерню 8. При вращении шестерни 8 по часовой стрелке ролики 72 заклиниваются в клиновых вырезах втулки шестерни JO и связывают в одно целое обе шестерни. Вместе с тем при вращении против часовой стрелки шестерня 8 вращается на втулке вхолостую. Аналогично связаны шестерни 7 и 9. Ролики 72 отжимаются пружинами в сторону суживающейся части клинового пространства. Следовательно, при повороте щестерни б по часовой стрелке передача идет через шестерни б, 7, 9, 10 и щпиндель вращается по часовой стрелке. При повороте же шестерни 6 против часовой стрелки передача идет через шестерни 6, 5 и щпиндель вращается опять-таки по часовой стрелке.
Таким образом качательное движениерычага 3 и шестерни 6 преобразуется в непрерывное вращательное движение шпинделя в одном направлении. Изменение числа оборотов шпинделя достигается изменением угла качания. Для этой цели ось 5 качания рычага 3 может передвигаться вдоль рычага, меняя этим самым соотношение плеч. Коробка может быть приспособлена к любому диапазону скоростей. Для этого достаточно, чтобы число оборотов вала 7 равнялось максимальному числу оборотов шпинделя.
На фиг. 4 изображен вариант фрикционного соединения шестерни 7 со втулкой шестерни 10. В данном случае ролики 72 заменены внутренней клиновой фрикционной собачкой. Этот вариант, хотя и является более дорогим, но зато он более надежный при передаче больших крутящихся моментов.
Для передвижения оси 5 при установке плеч рычага 5 (фиг. 2 и 3), она заключена в обойму 13, перемещающуюся в направляющем пазе крышки коробки при помощи маховичка 75 и винта 14. Для автоматического переключения , на ходу станка служит щестерня 76, которая связана передачей с тем органом машины, от положения которого должно зависеть число оборотов (например, попеременный супорт в отрезном станке и т.д.).
Если требуется реверсирование вращения шпинделя, то конструкция коробки должна быть изменена, как это изображено на фиг. 5. Для этого достаточно добавить две шестерни 77 и 18. При этом шестерня 18 должна передвигаться вдоль шпинделя. Тогда, при соединении с шестерней 10, шестерня 18, а, следовательно, и шпиндель вращаются па часовой стрелке, при соединении же с колесом 17-ъ обратном направлении. Соответствующим подбором чисел зубцов шестерен 10 и 77 можно достигнуть ускорения обратного хода. Если же шестерню 18 передвинуть в среднее положение, то станок будет выключен.
С целью устранения небольших остановок вращения шпинделя 77 в момент перемены направления качания рычага 3, предлагается вместо одного рычага применить два рычага 3 и 19, сочлененных