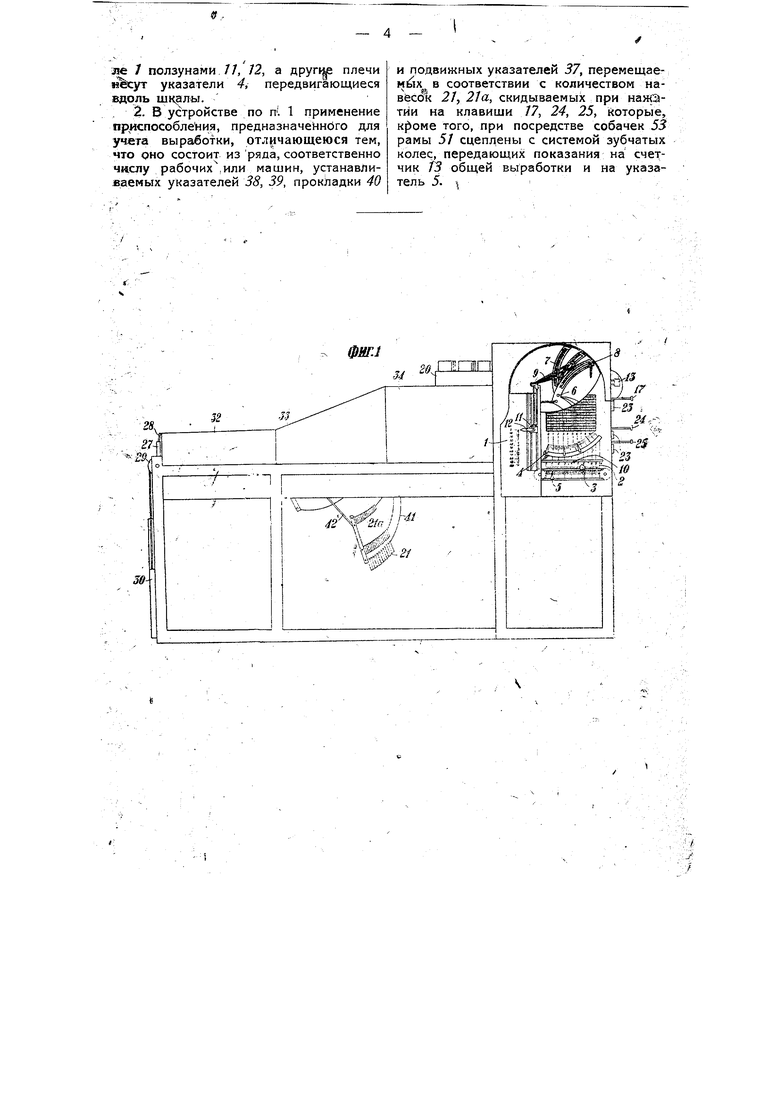
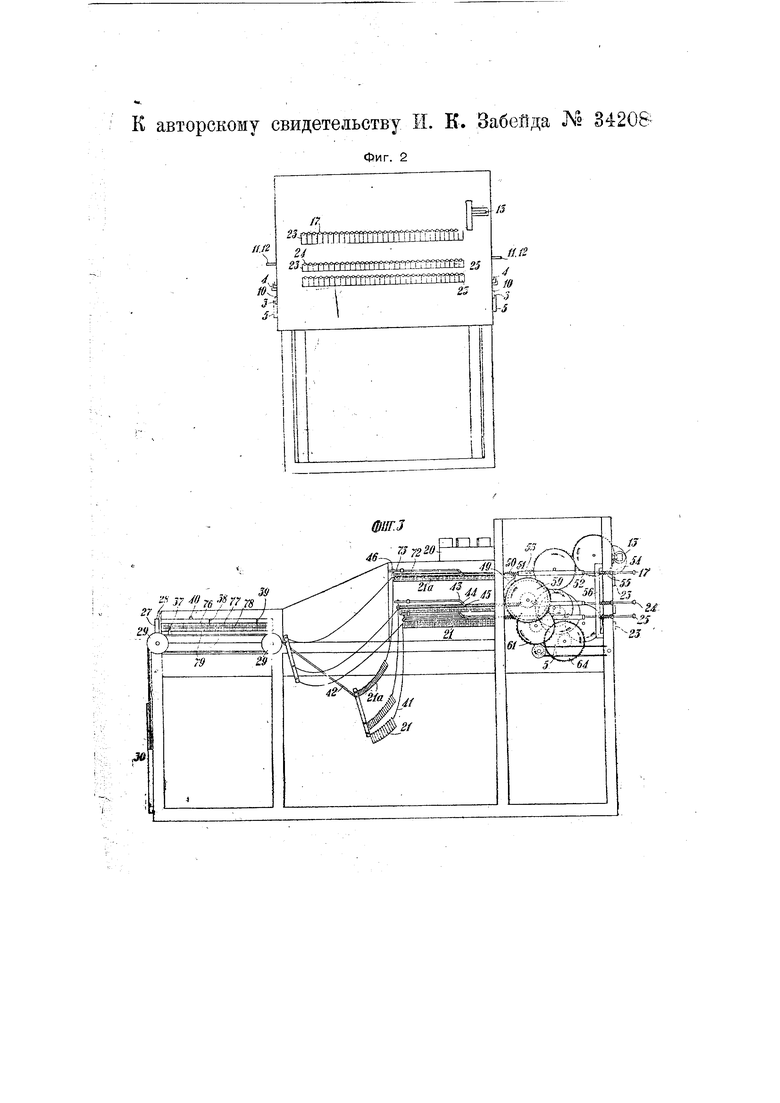
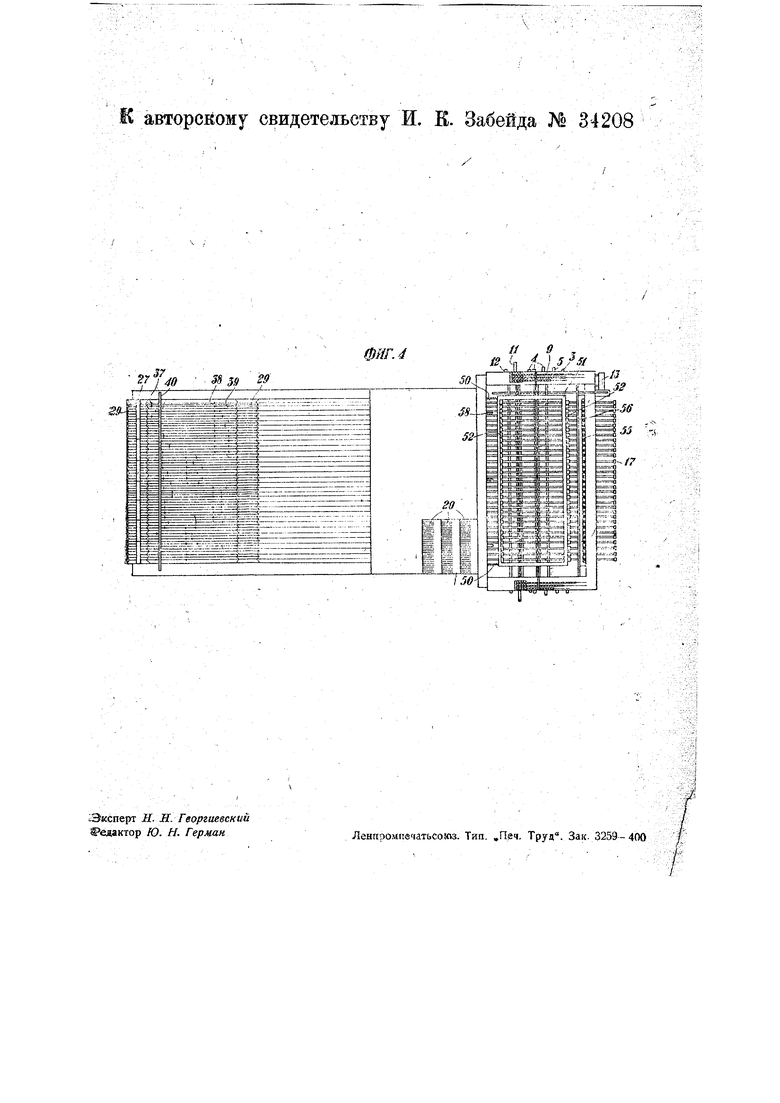
Предлагаемое устройство для внутриза одского производственного планирования и учета выработки состоит из приспособления для планирования выработки и из приспособления для учета выработки, заключенных в общий кожух. На боковых стенках последнего расположена первая часть устройства, состоящая из передвижного по шкале общего измерителя выработки движка, i соединенного гибкими тягами с переставными движками в прорези одних из плеч угловых рычагов, другие плечи которых, снабженные указателями, передвигаются по соответственно градуированны|«1 щкалам. Вторая часть устройства состоит из ряда, соответственно | числу рабочих или машин, устанавливаемых указателей и по однов указателю, Ьередвижному при нажатий на соответствующую клавишу клавиатуры, с целью учета действительного выполн ния.На чертеже фип 1 изображает вид сбоку устройства для планирования выработки; фиг. 2-тЬ же, вид сзади; - фиг. 3-вид сбоку устройства для учета выработки; фиг. 4-тр же, вид сверху.
Части устройства, предназначенные для планирования выработки (фиг. 1 и 2), помещены на боковьтх стенках кожуха и состоят из поворотных на оси б
(447)
угловых рычагов 7, одни плечи которых снабжены прорезами с устанавливающимися в них ползунами 5; означенные ползуны сог;динены гибкими тягами 9 с устанавливаемым по шкале / ползуном 11, 12. Другие ллечи рычагов 7 несут три указателя 4, передвигающиеся вдоль шкалы и показывающие время исполнения заказа по разным операциям обработки продукта. По шкалам, расположенным под этой шкалой, ходят в прорезах стрелка 3-проектирования загрузки цеха, стрелка 5- фактической выработки и подсобная стрелка 10 - проектирования времени исполнения.
Перед началом измерения времени протекания процесса производства по измерителям выработки следует отрегулировать каждую стрелку на соответственную операцию по делениям рычага 7, согласно установленной корме. Например,: один семичасовой рабочий день ручного набора текста равняется 14,5 тысячам знаков. На этот же семичасовой рабочий день разбор равняется 36 тысячам знаков и т. д. Вверху щита 34 имеется ящик 20 с тремя отделениями для документации, сопровождающей заказ. Первое отделение ящика предназначается для документации срочных. заказов, второе-для заказов общей
очереди и третье-для заказов незавершенного про 1зводства. Документации поступающих заказов сортируют по -ЭТИМ отделениям ящика и проектируют время исполнения по операция1И на. десятидневку или -пятидневку. Стрелку 3, показывающую общую зафузку плани.руемого объекта отделения или цеха, передвигают рукой на рассчитанное количество времени на пополнение определенного проектируемого количества -заказов. Стрелка проектиро.вания времени общей проектируемой загрузки, ходящая в прорези щита, другим: прикреплена к, стержню, идущему под щитом. При надавливании рукой она свободно подается вперед или назад. Проектируемая сумма времени на /исполнение проектируемых заказов фиксируется на шкале 2 времени стрелкой.
Эта стрелка показывает сумму времени полной загрузки «сехпланируемых объекте. Если загрузка не полная в смысле количества трудовызс единиц, тогда получится разница проектируемого времени на шкале 2.
Приспособление, предназначенное для учета выработки (фиг. 3 и 4), состоит из ряда, соответственно числу par очих или MamHtj, устанавливаемых указателей 38, 39, прокладки 40 и подвижных указателей 37, перемещаемых в соответствии с количеством навесок 21, 27аг Означенные навески скидыВ аются при нажатии на клавиши 17, 24, 25, KOTOj5bie, кроме того, при посредстве собачек 55 рамы 57 сцеплены с систе1 /1ой зубчатых колес, передающих показания на счетчик 13 общей выработки и на указатель 5.
Клавиши 17, 24, 25 соединены концами стержней с рычагами 43, 44, 45, имеющими на концах стержней 73 собачки 46, ползущие по транспортным цепям 72. При движении цепи прилегающая к ней навеска сбрасывается на ответвленные балансы 41, соединенные со шкалой движения заказов и учета выработки.
движения заказов и учета вь работки складывается из следующих част(ей: шкалы измерителей продукции (число измерителей на делениях должно быть максимальным), стрелки проектирования 38, .(фнр- 3 и 4),,стрелки фиксирования на шкале измерителей продукции по заданнсйчу числу, прокладки 40 для сигнализации исполнения заказа по выработке каждого рабочего, стрегУки 37 фактической выработки каждого рабочего индивидуально, двух роликов 29, на которых вращается, натяну ть|й ремешок с прикрепленной к верхА%й стороне его стрелкой 37 фактически исполненной выработки, четырех тонких проволочек 76, 77, 78, 79 с насаженными на них стрелками, подвески 30, прикрепленной шнуром к ремешку гнёзда 27, с дoкyмeнtaциeй 28 исполняемого заказа (на ящичке этого гнезда с наружной стороны написано несколько фамилий рабочих с их номерами).
Устройство рассчитано на тридцать два человека или столько же машин. Это число взято примерно; при желании его можно увеличить или уменьшить или объединить большее число рабочих, ИСПОЛНЯЮ1ЦИХ однородную работу, путем спаривания. Каждый рабочий, группа рабЪчих или машина имеют свой номерок 23 на клавиатурной стс. роне машины и на фиксажной стороне 27. Каждый такой номерок имеет три .клавиатуры 17, 24, 25. Клавиатура /7 соответствует 0,5 единицы измерителя, клавиатура 24-5 единицам и клавиатура 25-10 единицам измери теля. .Поступакэщий в цех заказ сопровождают документацией, на которой обозначено количество единиц, подлежащих обработке, плюс процент сложности.
Документацию заказа сортируют по ящикам 20, согласно срочности его исполнения. Заказ, подлежащий обработке, пyckaют в выработку. Определяют время исполнения и количество нужных рабочих по расчетной шкале. Данное количество выработки OTMe4atpr ..стрелкой 39 на шкале рабочего. Стрелкой 38 проектируют единицы вь работки по времени (пятидневка или десятидневка). Прокладкой 40 контролируют время Исполнения (железную пластинку кладут на цифру делений, равную определенному числу выработки на один день). Документацию заказа укладывают в гнездо 27. Шкала движения заказов и учета выработки после этой операции закрывается крышкой 52 и з§Т1ирается на замок во избежание злоупотреблений со стрелкой 5Р заданной выработки.
После этого при помощи щитов 55 и 34 производится процесс фиксирования выработки, причем нужно условиться, кто должен фиксировать выработку на клавиатуре 77, 24, 25, непосредственно рабочие или инструктора или кто-нибудь другой.
Число выработки фиксируется по клавиатуре путем нажима пальцем на шляпку клавиатуры.
На стороне клавиатуры имеются выступы 54, 52. Выступ 54 упирается в пружину 55, которая, в свою очередь, упирается в выступ станины 56. Эта пружина служит для того, чтобы оттягивать в обратное положение стержень клавиатуры.
Два выступа 52 упираются в четырехугольную раму 5/, которая имеет с обеих сторон по две собачки 55, скользящие по зубцам ц1естеренок 59, 61 и 64 Этих «Четырехугольных ра|ч имеется три (по числу клавиатур) и они упираются в пружины 5(9, прикрепленные по концам рам в станине и служащие для отвода в обратное пoлoжieниe рамы с собачками 55,. При нажиме на шляпку клавиатуры выступ 5 сжимает пружину 55, а два выступа 52, упираясь в раму 5/, приводят ее в движение вперед, приближаясь к стенке набойки 55. При движении рамы вперед две пружины 50 по концам сжимаются. Прикрепленные : двух сторон рамы собачки заскакирают в промежутки между зубцами шестеренки и, упираясь в зубцы, приводят в движение шестеренки. Последние имея ойределенный диаметр, передают это движение на счетчик 75 общей выработки и на указатель 5 общего исполнения заказов на шкале. Диаметр шестеренки должен быть рассчитан так, чтобы расйояние движения стер:жня 77 на счетчике равнялось 0,5 единиц, расстояние движения стержня 2 равнялось пяти единицам, а расстояние движения стержня 25-10 единицам.
При движении стержня клавиатуры вперед конец стержня упирается в колено рычага 45 и приводит в обратное j
движение колено стержня 43, которой и имеет на конце собачку 46, скользящего по транспортной цепи. При движении стержня с собачкой назад последняя заскакивает за зубец цепи и приводит ее в движение. Транспортная цепь 72, упираясь обратной стороной в навеску, при движении сбрасывает на балансы тяжесть (гирьку).
Навеска на балансах своим, собственным весом вращает ролики 29 и перемещает по делениям шкалы стрелку 57 выработки. Прикрепленный к натянутому на роликах 29 ремешку груз 30, таким образом, балансирует с навеской 27. Единица деления шкалы учета выработки равняется единице навески. Если стрелкой 39 отмечено определенное количество заданной выработки, а число отфиксированной выработки, отмеченное стрелкой 57, в конце проектируемого времени больше этого заданного числа, то эта неправильность видна по показателям. Показания стрелки 57 фактической выработки могут не сходитьсз с проектируемым временем .стрелки 38,. но с заданием натуральных единиц выработки стрелки 39 должны сходиться, так как единица деления шкалы учета выработки равняется единице навески.
Учет индивидуальной выработки фиксируется по шкале. Цифры выработки можно брать через определенное число (пятидневку или десятидневку).
После нажима на клавиатуру 77, 24 25 пружины 50, 55, выпрямляясь, устанавливают в прежнее положение стержг к клавиатуры, а собачка, находящаяся ws прикрепленном к станине выступе , заскакивая в промежуток между зубдами, закрепляет пройденное шестеренками расстояние.
Предмет изобретений.
1. Устройство для внутризаводсксто производственного планирования и учета выработки, отличающееся тем, «тс части устройства, предназначенные длд планирования выработки и помещенные на боковых стенках кожуха, состоят из поворотных на оси б угловых рычагов 7, одни плечи которых снабжены. прорезами с устанавливающимися а нис ползунами 8, соединенными гибкнгч тягами 9 с устанавливаемыми по шка3№ 7 ползунами //, 12, а друг1|е плечи несут указатели 4 передвигающиеся вдоль шкалы.
i2. в устройстве по п . 1 применение приспособления, предназначеннЬго для учета выработки, ртл|1чаю1цеюся тем, что оно состоит из ряда, соответственно числу рабочих .или машин, устанавливаемых указателей 38, 39, прокладки 40
и подвижных указателей 37, перемещаемых в соответствии с количеством навесок 2/, 2/а, скидываемых при нажатии на клавищи /7, 24, 25, которые, того, при посредстве собачек 55 рамы 5/ сцеплены с системой зубчатых колес, передающих показания на счетчик 13 общей выработки и на указатель 5. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Счетная машина | 1929 |
|
SU34204A1 |
| Приспособление для компенсации деформации пунсона в приборе для испытания материалов на твердость методом давления | 1930 |
|
SU37627A1 |
| МЕРИЛЬНО-НАКАТНАЯ МАШИНА ДЛЯ ТКАНЕЙ | 1928 |
|
SU38614A1 |
| СЧЕТНАЯ ЛОГАРИФМИЧЕСКАЯ МАШИНА | 1931 |
|
SU37393A1 |
| Устройство для одновременного набора несколькими наборочно-строкоотливными машинами | 1930 |
|
SU37107A1 |
| МАШИНА ДЛЯ МАТРИЧНОГО НАБОРА И ОТЛИВКИ СТРОК С МАТРИЧНЫМИ СТЕРЖНЯМИ | 1933 |
|
SU42894A1 |
| УПРАВЛЯЕМЫЙ ЛАГ | 1925 |
|
SU12580A1 |
| Учебно-демонстративный прибор по противовоздушной обороне | 1932 |
|
SU31240A1 |
| ТЕРМОННЫЙ РЕГУЛЯТОР | 1992 |
|
RU2017200C1 |
| ЧАСЫ-БРАСЛЕТ | 1999 |
|
RU2167448C2 |
30г н гтг1тт°гг1тгггпт тп j iTfiTiTffffmTrrrnTfrTfnwfia/ . / 7 7..
Фиг. 2
/j
///-2
F/tf
fr-J frf: SI Фиг. ti S ,

