Известен способ сушки полимерных материалов, при котором предварительно отжатый, например, в червячных машинах и разогретый материал разгружают через профилирующее отверстие в вакуумную зону. В вакууме оставшаяся после отжима влага мгновенно испаряется за счет запасенного в материале и жидкости тепла.
Существуюш,ие способы управления процессом сушки предусматривают стабилизацию температуры разогрева материала перед разгрузкой в вакуумную зону.
Однако такой способ управления процессом сушки не обеспечивает заданной степени обезвоживания материала.
Предлагаемый способ автоматического регулирования процессом удаления жидкости из полимерных материалов предусматривает поддержание максимума перепада температур материала до и после разгрузки его через црофилирующее отверстие воздействием на температуру разогрева материала перед профилирующим отверстием.
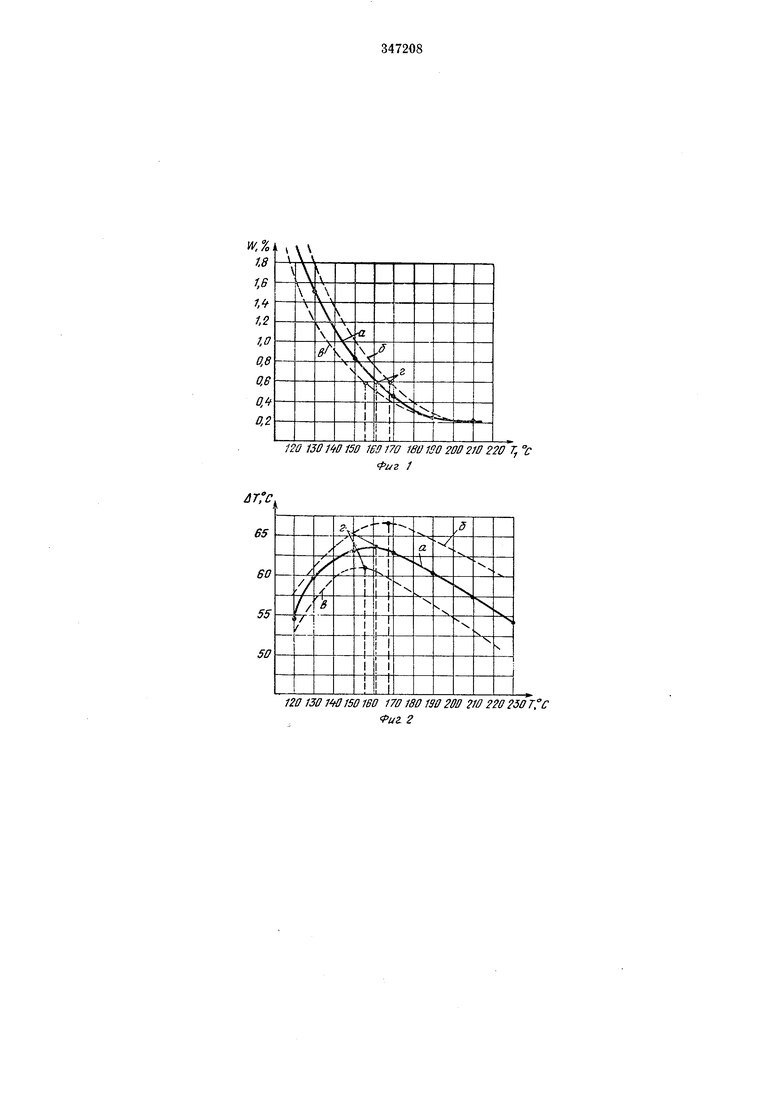
Па фиг. 1 представлена кривая зависимости изменения содержания влаги в продукте после разгрузки в вакуумной камере от температуры разогрева материала перед разгрузкой в вакуумную зону (Ti) для случаев различного содержания влаги в полимере, подаваемом на термическую
(кривая , кривая , кривая в-W 8%).
Как видно из фиг. 1, для получения одного и того же значения остаточного содержания
влаги в продукте W при изменении исходной влажности полимера, подаваемого на термическую сушку, необходима соответствующая температура разогрева материала TI.
На фиг. 2 представлена диаграмма зависимости изменения разности температур материала до и после разгрузки через профилирующее отверстие машины от температуры материала перед разгрузкой в вакуумную зону (Ti) для сушки материала с влал ностью 8-10% (кривые а, б, в).
При изменении условий удаления влаги изменяется характер зависимостей (Ti) и (Ti) (фиг. 1, 2 кривые, а, б, в). При этом точка г, соответствующая значению температуры, при которой достигается требуемая степень удаления влаги, смещается но оси абсцисс (фиг. 1).
На диаграмме (см. фиг. 2) этому смещению соответствует перемещение максимума
зависимостей (Ti). Таким образом, изменяя температуру TI можно обеспечить поддержание максимума зависимости Д7 fz(Ti). Значение температуры TI, при которой обеспечивается максимум, будет соответтемпературы разогрева материала, при которой достигается прежняя степень удаления влаги.
На фиг. 3 в качестве примера приведена принципиальная схема автоматического управления режимом сушки материала в червячной машине, реализующая предлагаемый способ.
Разность температур материала до и после разгрузки измеряется при помощи термопар I, 2 и измерителя 3. Сигнал, пропорциональный разности температур, подается на вход экстремального регулятора 4, выход которого воздействует на изменение задания регулятору 5 температуры материала перед разгрузкой. Регулирование температуры материала перед разгрузкой осуществляется воздействием либо на изменение задания регулятору 6 частоты вращения червячного вала, либо на изменение задания регулятору 7 давления пара в рубашку цилиндра машины 6.
Действие системы автоматического управления происходит следующим образом.
После выхода машины на режим и включения в работу системы управления регулятор 4 осуществляет поиск и поддержание максимальной величины &Т, изменяя задание регулятору 5 температуры. При достижении максимума значения ДГ на выходе регулятора 4 устанавливаются колебания вокруг значения, соответствующего требуемой температуре разогрева материала для данных условий, которая обеспечивается контуром регулирования температуры при помощи регулятора 5.
При изменении условий удаления влаги значение максимума .(T) начинает смещаться в связи с изменением вида характеристик (Ti). Регулятор 4 осуществляет поиск нового значения максимума функции (7i), изменяя значение задания регулятора 5 до тех пор, пока не установятся колебания вокруг значения температуры разогрева материала, соответствующей максимуму ДГ для изменившихся условий удаления влаги.
Для достижения степени обезвоживания материала, отличающейся от этого значения, при котором достигается максимум
(Г1) необходимо регулятор 4 включить на режим работы с недоходом или переходом через максимум на заданную постоянную величину.
Предмет изобретения
Способ автоматического управления процессом сушки полимерных материалов с
предварительным отжимом при стабилизированной температуре, например, в червячных машинах и последующей их разгрззкой через профилирующее отверстие в вакуумную камеру, отличающийся тем, что, с целью получения продукта требуемой влажности и проведения процесса в оптимальном режиме, поддерживают максимум перепада температур материалов до и после разгрузки их в вакуумпую камеру изменением температуры
материалов перед профилирующим отверстием.
120 150170 1в0150 200 21О 220 Т, с Фиг /

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления червячной машиной для механического отжима влажных каучуков | 1981 |
|
SU981005A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1971 |
|
SU428955A1 |
| Способ управления процессом сушки полимерных материалов в червячной машине | 1973 |
|
SU484094A1 |
| Устройство для управления процессом сушки полимерных материалов | 1973 |
|
SU457616A1 |
| Устройство для автоматического управления процессом отжима влаги из полимерных материалов | 1985 |
|
SU1256972A1 |
| Устройство для управления процессом отжима влаги из полимерных материалов в червячной машине | 1982 |
|
SU1085855A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ВЛАЖНОСТИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1971 |
|
SU436333A1 |
| Способ управления процессом термического обезвоживания влажных каучуков в червячных сушильных машинах | 1982 |
|
SU1073121A1 |
| Способ управления процессом отжима влаги из полимерных материалов | 1972 |
|
SU480059A1 |
| Устройство для управления процессом переработки полимерных материалов в червячных машинах | 1983 |
|
SU1102681A1 |

120 1301 1501ВО 17О т 19О 20S 210 220 25О Т,С fui 2 Крошка научу на. W ,50°/о Устройство изменения числа о5орото8 napof.aiiifiaa
