Изобретение относится к нераарушающему контролю материалов и изделий и может быть использовано П1ри анализе результатов термообработки изделий из ферромагнитных материалов.
Известно устройство для контроля твердости изделий по электромагнитным параметpaiM, содержащее рабочий и эталонный трансфо;рматорные датчики, источник возбуждения, подключенный к пер1ви:ч;ныа1 обмотка.м датчиков, и индикатор 3. д. с., связанный со вторичными обмотка1ми датчиков.
Однако Проиэводительеость контроля этим устройством недостаточная, так как индикатор э. д. с. выполнен о-сциллографически.м и анализ кривых для оденки результатов контроля трудоемкий.
Целью нзобретения является повышение производительности контроля.
Для этого индикатор э. д. с. выполнен в виде реле порогового сигнала, а первичные обмотки датчика выполн-ены с oтвoдa и, соединенными с контактами реле порогового сигнала.
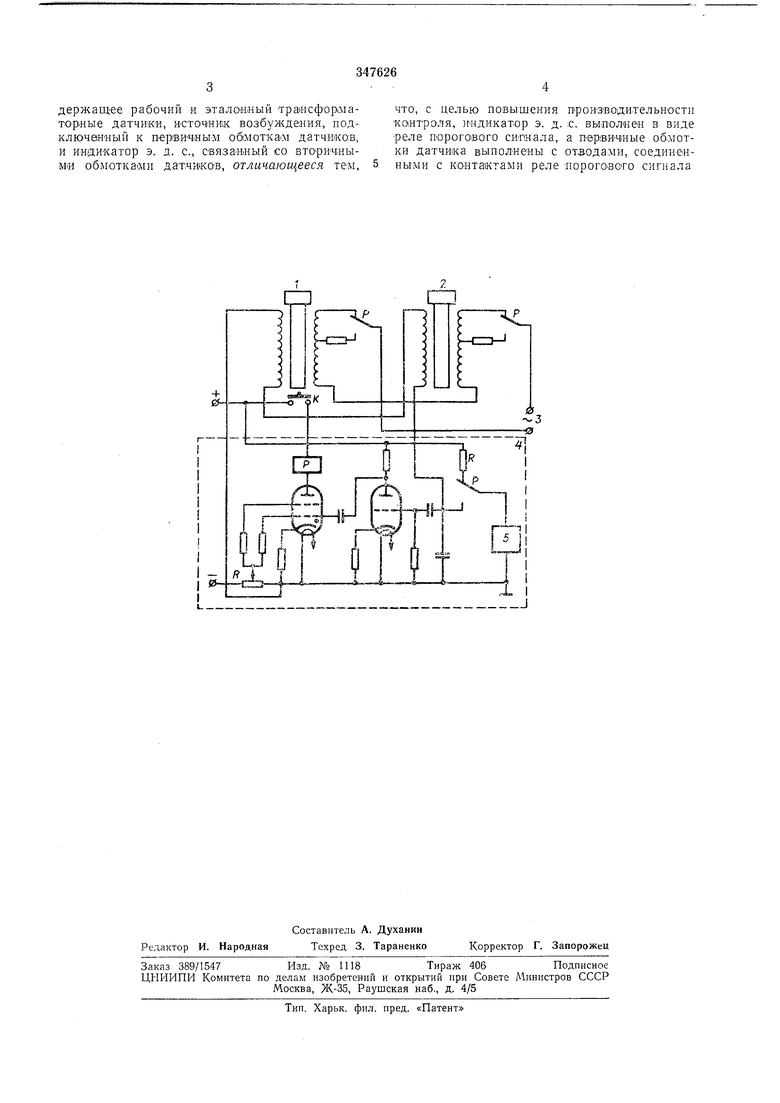
На чертеже представлена схема предложенного устройства. Оно содержит рабочий и эталонный датчики 1 и 2, источник 3 их возбуждения и реле4 порогового сигнала в виде двухкаскадного усилителя сигналов, .выходной каскад которого выполнен на тиратроне
с включенным в его анодную цень реле с переключающим51 контакта1ми, соединенными с вывода ми первычных секционированных обмоток датчиков.
У;стройство функционирует следующим Образом. Проверяемую и эталонную детали устанавливают в соответствующие датчики. При этом контакты реле находятся в верхнем положении и магнитодвижущая сила (м. д. с.) датчиков соответствует полю примерно 40 эрстед. При значении твердости контролируемой детали большей, чем у эталонной, тиратрон при нажатии кнопки К не поджигается (порог зажигания его устанавливается потендиометром /). При твердости контролируемой детали, меньщей эталонной, тиратрон поджигается и реле Р срабатывает, переключая своими контактами выводы обмотки возбуждения, м. д. с. которых уменьщается до значения поля примерно 8 эрстед. Контактами реле Р также включается измеритель 5 э. д. с. вторичных обмоток датчика для окончательной разбраковки деталей.
Таким образом, разбраковка деталей происходит при двух фиксированных значеннях м. д. с. датчиков.
держащее рабочий и эталонный тра1Нсфор|МатОриые датчики, истоЧ«И1К возбуждения, подключенный к первичны м обмотка1М датчиков, и индикатор э. д. с., связанный со вторичными обмотками датчиков, отличающееся тем,
что, с целью повышения производительности контроля, индикатор э. д. ;с. выполнен в виде реле порогового сипнала, а первичные обмотки датчика выполнены с отводами, соединенными с контактами реле порогового сигнала