Изобретение относится к устроГютвам для автоматического контроля времени тепловой обработки бетонных и железобетонных изделий, используемым для автоматизации процесса термовлажностной обработки изделий.
Известны устройства для автоматического контроля времени тепловой обработки железобетонных изделий, содержащие генератор импульсов, ультразвуковые преобразователи, блок управления, преобразователь скважиости импульсов в напряжение, блок сравнения напряжений, задатчик мииимальиого приращения прочности контролируемого изделия н выходной блок.
Целью изобретения является упрощение конструкции, повыщение надежности и снижение стоимости устройства.
Достигается это тем, что устройство выполнено с последовательно соединеннымн блоком памяти н вычитания и коммутатором полярности иаиряжеиия, причем блок памяти и вычитаиия подключен ко входу блока сравнения и выиолнен ia базе конденсатора с малым током утечкн, а коммутатор иолярности иаиряжения подключен к выходу преобразователя скважности импульсов в напряжение и к выходу блока унравления.
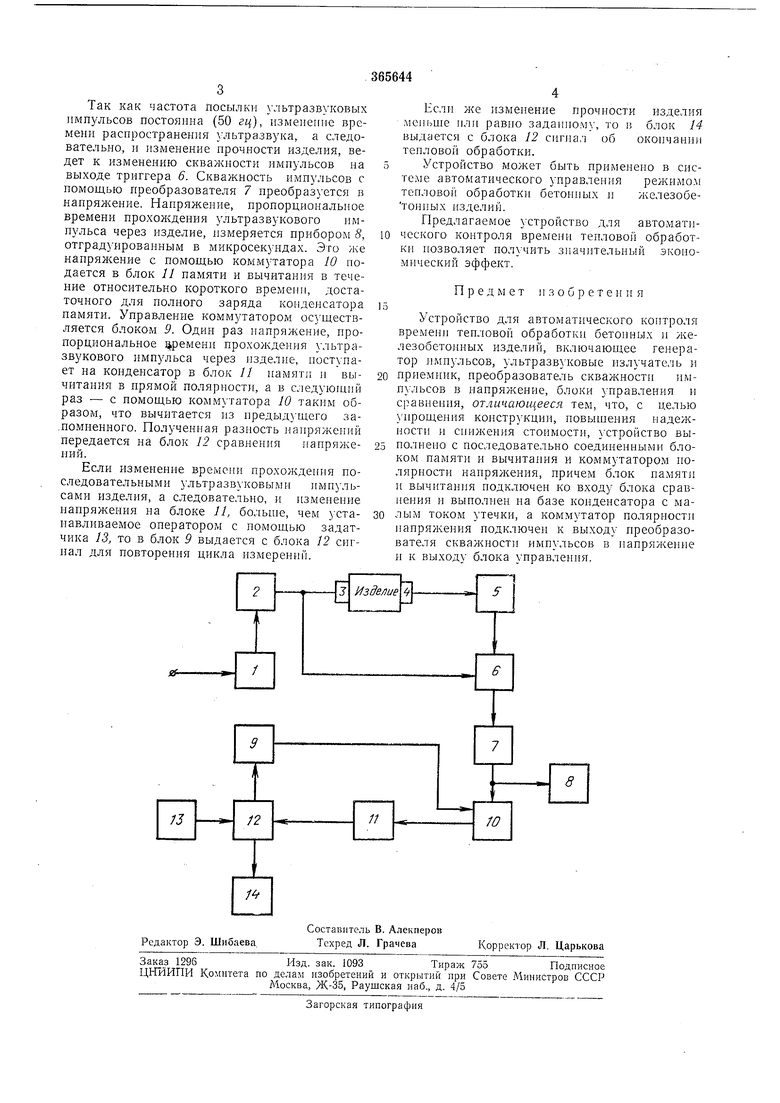
На чертеже представлена блок-схема устройства.
Устройство состоит из формирователя
/ имиульсов, геиерато)а 2 импульсов, ультразвукового излучателя 3, ультразвукового приемника 4; илфокоиолосиого усилителя 5, измерительиого триггера 6, иреобразователя 7 скважности импульсов в иапряжение, измерительного ирибора 8, блока 9 управления, коммутатора JO иолярности нанряжеиия, блока J памяти н выч1 таиня, блока 12 сравнеии.я напряжений, задатчика 13 минимального приращения нрочиости, выходного блока М.
Устройство работает следующим образом.
Выходиые имиульсы формирователя / заиускают геиератор 2, который вырабатывает импульсы, возде11ств ющие па хльтразвуковой нзл}чатель 3. Последний иреобразует электрически импульс в ультразвуковой. Одновременно этот шпульс поступает на вход 1змер тельиого тр 1ггера 6, устанавл вая его в состояи о /. Ультразвуковой Мпульс, г;ро.Г|дя через изделие, достигает пр еминка 4, в котором преобраз ется в электрическ 1Й сигиал. Время ирохождення 1.1Г ульса двумя ультразвуковыми преобразователями определяется прочностью 13делия в данный мо.мент. Электр) импульс с приемника 4 ус 1Л 1вается щирокополосным усилителем 5 и поступает на другой вход триггера 6, устанавливая триггер в состояние 0.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КАЧЕСТВЕННЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА | 1972 |
|
SU349940A1 |
| ЦИФРОВОЙ ЗАПОМИНАЮЩЕЕ УСТРОЙСТВО | 1971 |
|
SU297071A1 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1987 |
|
SU1516364A2 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1990 |
|
SU1728029A2 |
| Устройство для контроля кинетики твердения бетона | 1985 |
|
SU1401367A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082606C1 |
| Устройство для контроля физико-механических свойств материалов | 1985 |
|
SU1536301A1 |
| Устройство для определения информации о параметрах процесса резания | 1983 |
|
SU1119825A1 |
| ЦИФРОВАЯ СЕЙСМОРАЗВЕДОЧНАЯ СТАНЦИЯ | 1973 |
|
SU396648A1 |
| АНАЛОГО-ЦИФРОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 1972 |
|
SU428549A1 |
