ненные второй электронный ключ, подключенный одним входом к выходу первого усилителя высокочастртньк импульсов, а вторым входом - к второму выходу первого счетчика входных импульсов, первь1й управляемый аналоговый блок памяти амплитудного значения входных импульсов, второй блок усреднения, пятая схема сравнения, второй вход которой соединен с выходом первого управляемого аналогового блока памяти и второй блок регистрации разностного сигнала, выход которого соединён с пятым входом многовходового регистратора, выход второг блока.усреднения соединен также со вторым входом четвертой схемы сравнения, а третий выход первого счетчика входных импульсов чер.ез второе Дифференцирующее звено соединен с вторым входом первого блока памяти. 3. Устройство по ПП.1 и 2, отличающееся тем, что оно снабжено вторым преобразователем виброакустической эмиссии, установленным на инструменте в направлении подачи так, что его ось совпадает с направлением сигнала, отраженного от передней режущей кромки инструмента, и подключенным к нему каналом, в который входят полосовой фильтр, блок вьо еления огибающей амплитудной модуляции, третий электронный ключ, шестая схема сравнения с задатчиком выход которой соединен с шестым входом многовходового регистратора, усилитель-преобразователь и последовательно соединенные широкополос9825
ный усипитель отраженных импульсов с переменным коэффициентом усиления,, подключенный к выходу второго преобразователя виброакустической эмиссии, второй импульсный усилитель, формирователь импульсов, второй счетчик импульсов, второй импульсный аналоговый блок памяти, третий блок усреднения, седьмая схема сравнения, второй вход которой подключен к выходу второго аналогового блока памяти, и третий блок регистрации разностного сигнала, выход которого подключен к седьмому входу многовходового регистратора, при этом второй регулируемый вход широкополосного усилителя соединен с выходом блока регистрации режимов обработки, а выход через последовательно включенные полосовой фильтр и блок выделения оп ающей амплитудной модуляции соединен с восьмым входом многовходового регистратора и параллельно через усилитель-преобразователь с вторыми входами трех блоков регистрации разностного сигнала, выход третьего блока усреднения соединен также с вторым входом шестой схемы сравнения, третий электронный ключ вторым входом подключен к выходу второго импульсного усилителя, а третьим входом - к второму выходу второго счетчика импульсов, второй вход которого соединен с выходом формирователя сбросовых импульсов, а выход третьего электронного ключа подключен к второму входу второго блока памяти.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения глубины деформированного слоя обрабатываемой детали | 1980 |
|
SU918021A1 |
| Устройство для определения износостойкости режущего инструмента | 1980 |
|
SU1026038A1 |
| Устройство для автоматического упавления процессом механической обработки | 1989 |
|
SU1673387A1 |
| Способ определения стойкостных параметров режущего инструмента | 1978 |
|
SU765701A1 |
| Способ автоматического выбора и поддержания оптимальных режимов обработки | 1981 |
|
SU1024161A1 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
| Устройство для определения степени затупления режущего инструмента | 1987 |
|
SU1481633A1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |
| Устройство для исследования процесса резания | 1983 |
|
SU1249393A1 |
| Способ автоматического контроля состояния и условий протекания процесса резания и устройство для его осуществления | 1986 |
|
SU1380910A1 |
1. УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ИНФОРМАЦИИ О ПАРАМЕТРАХ ПРОЦЕССА РЕЗАНИЯ, содержащее преобразователь виброакустической эмиссии, установленный на режущем инструменте в направлении действия радиальной составляющей силы резания и связанный с последовательно соединенный предварительным усилителем, узкополосным перестраиваемым фильтром высоких частот, детектором со встроенным интегратором, первой схемой сравнения с задатчиком и многовходовым регистратором, кроме того, содержащее схему автоматической настройки высокочастотного фильтра по амплитуде выходного сигнала, вход которой соединен с выходом детектора, а выход - с входами пер,естраинаемого фильтра и задатчика первой схемы сравнения, и блок регистрации режимов обработки, соединенный с вторым входом предварительного усилителя, отличающееся тем, что, с целью повышения точности измерений, в устройство введены генератор высокочастот- . ных колебаний, модулятор, коммутатор, соеДиненньй одним входом с преобразователем виброакустической эмиссии, вторым входом - с генератором, а третьим входом - с модулятором, вторая схема сравнения с задатчиком, выход которой соединен с вторым вхо дом многовходового регистратора, первое дифференцирующее звено, формирователь сбросовых импульсов, последовательно соединенные первый усилитель высокочастотных импульсов, подключенный к выходу коммутатора, первый счетчик входных импульсов со встроенным нормализатором импульсов, первый электронный ключ, счетчик тактовых импульсов, преобразователь « код-напряжение, первый блок усреднения, третья схема сравнения, второй %/J вход которой соединен с выходом преобразователя -код-напряжение, первый блок регистрации разностного сигнала, выход которого соединен с третьим входом многовходового регистратора, при этом выход первого блока усреднения соединен также со вторым входом .. арой схемы сравнения, сбросовые входы обоих счетчиков через последовательно соединенные формирователь сбросовых импульсов и первое дифференцирующее звено соединены с выходом модулятора, а второй вход первого электронного ключа соединен с :выходом введенного в устройство генератора тактовых импульсов. 2. Устройство ПОП.1, отли(Чающееся тем, что в него :введены второе дифференцирующее звено, четвертая схема сравнения с задатчиком, выход которой соединен с четвертым входом многовходового регистратора, последовательно соеди
1
Изобретение относится к станкостроению, предназначено для измерения основных параметров, характеризующих состояние процесса резания непосредственно в ходе обработки, и может быть использовано для автоматического управления, выбора и поддержания оптимальных режимов обработки на станках, снабженных адаптивными системами управления.
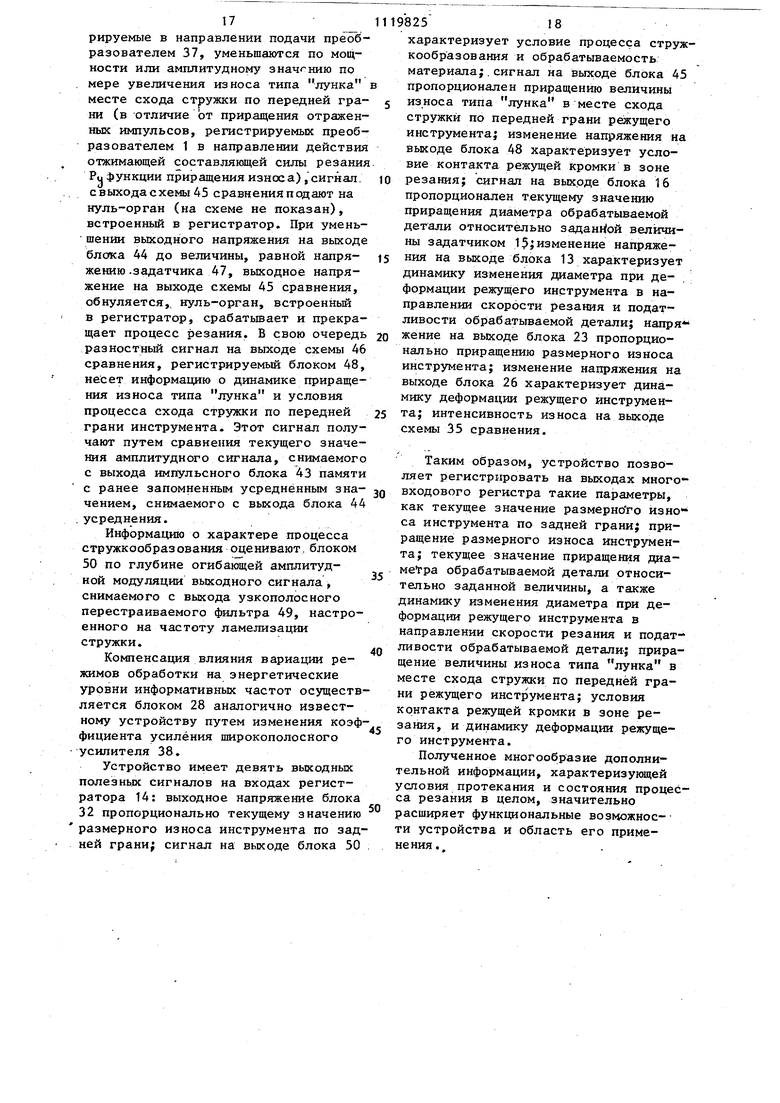
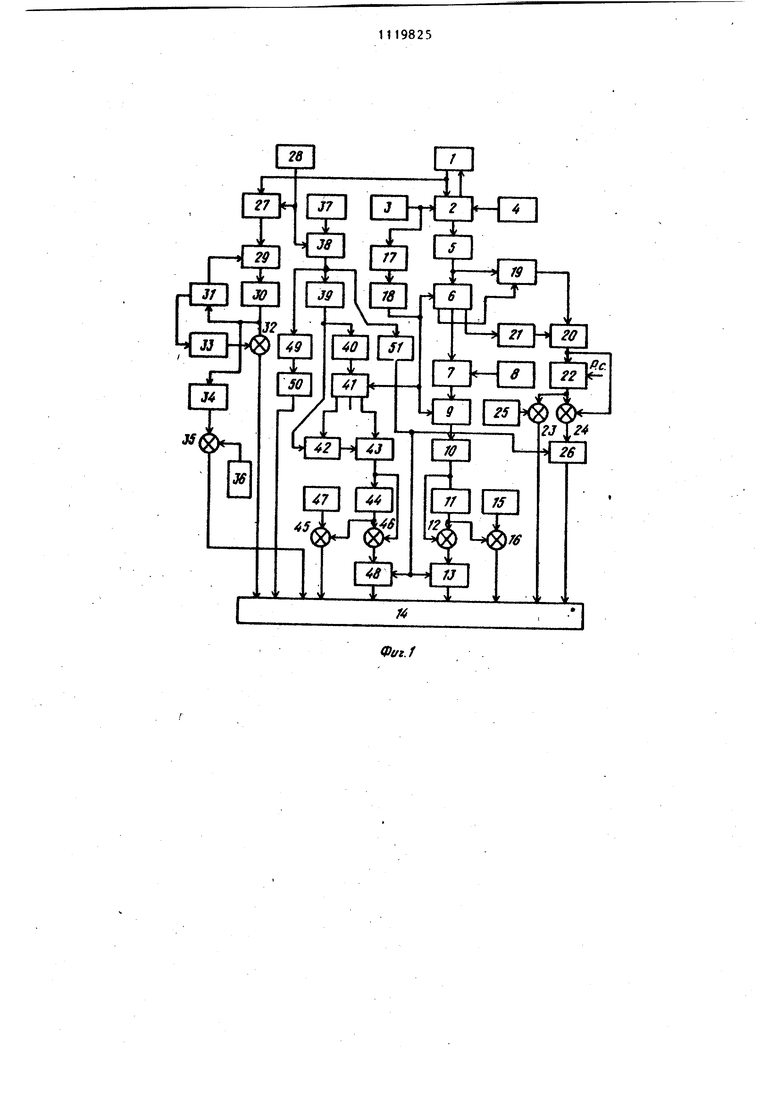
Известно устройство, содержащее последовательно включенные преобразователь виброакустической эмиссии (ВАЗ), предварительный усипитель с регулируемым коэффициентом усиления, управляющий вход которого соединен с блоком регистрации режимов обработки, высокочастотный канал, включающий последовательно соединенные перестраиваемый фильтр высоких частот, детектор и систему автоматической настройки частоты высокочастотного фильтра по амплитуде выходного сигнала, вход которой подключен к выходу детектора, а выход - к настраиваемому фильтру и задатчику величины износа, а также схему сравнения, свя занную С задатчиком износа инструмен та и регистратором. Устройство позволяет с достаточной точностью определять фактическую степень износа ин струмента непосредственно в ходе обработки, а также качество формообразования обраба:тываемой детали lj . Однако для оптимизации процесса резания, например при обработке маложестких деталей, необходимо иметь дополнительную достоверную информаци об изменении (увеличении или уменьшении) диаметра обрабатываемой детали, обусловленном либо развитием размерного износа инструмента, либо изменением (увеличением) его деформации в координатах X, Y, Z, либо изменением податливости (жесткости) самой обрабатываемой детали. Это обуславливает необходимость получения достоверной информации о каждом из таких важных параметров, как величина износа и скорость его развития, текущее значение диаметра обрабатываемой детали и изменение ее жесткости (податливости), а также величина деформации самого режущего инструмента. Кроме того, наряду с измерением размерного износа инструмента по задней грани, защитой его от поломки необходимо иметь возможность полу чения отдельной информации о величине износа типа лунка в месте схода стружки по передней грани, а также информации о характере процесса стружкообразования. Цель изобретения - повышение точности измерений за счет измерения текущего значения диаметра обрабатываемой детали, регистрации ее податливости (изменение жесткости), измерения деформации режущего инструмент износа типа луика в месте схода стружки по передней грани, а также информации о процессе стружкообразования. Указанная цель достигается тем, что в устройство, содержащее преобразователь виброакустической эмиссии установленн№1 на режущем инструменте в направлении действия радиальной составляющей силы резания и связанны с последовательно соединенными предварительным усилителем, узкополосным 1 254 перестраиваемым фильтром высоких частот, детектором со встроенным интегратором, первой схемой сравнения с задатчиком и многовходовым регистратором, кроме того, содержащее схему автоматической настройки высокочастотного фильтра по амплитуде выходного сигнала, вход которой соединен с выходом детектора, а выход - с входами перестраиваемого фипьтра и задатчика первой схемы сравнения, и блок регистрации режимов обработки, соединенный с вторым входом предварительного усилителя, введены генератор высокочастотных колебаний, модулятор, коммутатор, управляемый модулятором, соединенньй одним входом с преобразователем виброакустической эмиссии, вторым входом - с генератором, а третьим входом - с модулятором, вторая схема сравнения с задатчиком, выход которой соединен с вторым входом многовходового регистратора, первое дифференцирующее звено, формирователь сбросовых импульсов, последовательно соединенные первый усилитель высокочастотных импульсов, подключенный к выходу коммутатора, пер-, вьй счетчик входных импульсов со встроенным нормализатором импульсов, первьй электронный ключ, счетчик тактовых импульсов, преобразователь код-напряжение, первьш блок усреднения, третья схема сравнения, второй вход которой соединен с выходом преобразователя код-напряжение, первьй блок регистрации разностного сигнала, выход которого соединен с третьим входом многовходового регистратора,- при этом сбросовые входы обоих счетчиков через последовательно соединенные формирователь сбросовых импульсов и первое дифференцирующее звено соединены с выходом модулятора, а второй вход первого электронного ключа соединен с выходом введенного в устройство генератора тактовьк импульсов, а выход первого блока усреднения соединен также со вторым входом второй схемы сравнения. Кроме того, для регистрации деформации режущего инструмента и интенсивности его износа устройство снабжено каналом регистрации амплитудного значения (мощности) отраженного импульса входного сигнала, содержащим второе дифференцирующее звено, четвертую схему сравнения с задатчиком, выход которой соединен с четвертым входом многовкодового регистратора, последовательно сое. диненные второй электронный ключ, подключеиньй одним входом к выходу первого усилителя высокочастотных импульсов, а вторьм входом - к втор му выкоду первого счетчика входных; импульсов, первьй управляемый анало говый блок памяти амплитудного зна.чения входных, импульсов, второй бло усредненш|, пятую схему сравнения, второй вход которой соединен с выходом первого управляемого аналогового блока памяти, и второго блока регистрации разностного сигнала, вы ход которого соединен с пятым входо многовходового регистратора, выход второго блока усреднения соединен , также со вторым входом четвертой схемы сравнения, а третий выход пер вого счетчика входных импульсов чер второе дифференцирующее звено соеди нен с вторым входом первого блока памяти. Для получения раздельной информа ции об уносе типа лунка в месте схода стружки по передней грани и о характере процесса стружкообразования устройство снабжено вторым прео разователем виброакустической эмиссии, установленным на инструменте в направлении подачи таким образом, что ось его чувствительности совпадает с направлением сигнала, отраженного от передней режущей кромки инструмента, и подключенным к нему каналом, состоящим из полосового фильтра, блока вьделения огибающей амплитудной модуляции, третьего электронного ключа, шестой схемы ср нения с задатчиком, выход которой соединен с шестым входом многовходового регистратора, усилителя-преобразователя и последовательно соединенных широкополосного усилителя, , отраженных импульсов с переменным коэффициентом усиления, подключенного к выходу второго преобразовате ля ВАЭ второго импульсного усилителя, формирователя импульсов, вто,рого счетчика импульсов, второго им пульсного аналогового блока памяти, третьего блока усреднения, седьмой схемы сравнения, второй вход которой подключен к выходу второго пульсного аналогового блока памяти, и третьего блока регистрации разнос ного Сигнала, выход которого подклю чен к седьмому входу многовходового регистратора, при этом второй регулируемый вход широкополосного усилителя соединен с выходом блока регкстрацяи режимов обработки, а выход через последовательно включенные полосовой фильтр и блок вьщеления огибающей амплитудной модуляции соединён с восьмьм входом многовходового регистратора и параллельно через усилительпреобразователь с вторыми входами трех блоков регистрации разностного сигнала, выход третьего блока усреднения соединен также с вторым входом шестой схемы сравнения, третий электронный управляемьй ключ вторым входом подключен к выходу второго импульсного усилителя, а третьим входом - к второму выходу второго счетчика импульсов, второй вход которого соединен с выходом формирователя сбр осовых импульсов, а выход третьего электронного ключа подключен к второму входу второго блока памяти. Преобразователь виброакустической эмиссии при этом одновременно выполняет функцию преобразователя импульсного возбуждения высокочастотных ультразвуковых колебаний на частоте с минимальным акустическим сопротивлением в зоне контакта инструмент-деталь в направлении действия отжимающей составляющей сипы резания PU и функцию преобразователя регистрации виброакустической эмиссии. На фиг. 1 приведена блок-схема устройства для определения текущей информации о параметрах процесса резания; на фиг. 2 - пример установки преобразователя возбуждения и регистрации ВАЗ в направлении действия радиальной составляющей силы резания, преобразователя регистрации ВАЗ в на- ; правлении подачи и пример вьтолнения кинематической связи блока регистрации вариации режимов обработки с обрабатываемой деталью и суппортом станка. Устройство содержит npeo6pji3oватёль 1 регистрации спектра вибро- . акустической эмиссии, излучаемой зоной резания в направлении действия радиальной составляющей силы резания, установленный на инструменте, электронный коммутатор 2, управляемый модулятором 3, выполненным в виде низкочастотного генератора прямоугольных импульсов, высокочастотный ультразвуковой генератор 4 для возбуждения колебаний в режущеминструменте преобразователем 1, первый импульсный усилитель 5, подключенную к вы- 5 ходу усилителя 5 цепь, состоящую из последовательно включенных первого счетчика 6, считывающего входные отраженные импульсы в десятичном коде, первого электронного ключа 7 О с подключенным к его сигнальному входу генератором 8 тактовых импульсов, счетчика 9 тактовых импульсов в двоичнодесятичном коде, преобразователя 10 код-напряжение, первый 5 блок 11 памяти и усреднения, третью схему 12 сравнения, второй вход которой соединен с выходом преобразователя код-нащ яжение 10, первый блок 13 регистрации отрицательного 20 значения разностного сигнала и многовходовой регистратор 14 входных сигналов устройства.
Выход блока 11 соединен также с последующим входом многовходового 25 регистратора через связанную с задатчиком 15 допустимого значения диаметра схему 16 сравнения.
Выход модулятора 3 через последовательно соединенные первое дифферем-зо цирующее звено 17 и формирователь 18 сбросовых импульсов подключен к сбросовый входам счетчиками б и 9.
Устройство содержит также канал 35 регистрации a mлитyды (мощности) отраженных импульсов, включающий в себя второй электронный ключ 19, подключенный сигнальным входом к выходу первого импульсного усилителя а управляюпщм входом - к второму выходу первого счетчика 6, первый импульсный аналоговый блок 20 памяти, сигнальным входом подключенный к выоду второго электронного ключа 19, 5 а сбросовьм входом через второе диференцирующее звена 21 соединен с третьим выходом первого счетчика 6, второй блок 22 памяти и усреднения, подключенный к выходу первого импуль-50 сного аналогового блокад 20 памяти, четвертую и пятую схемы 23 и 24 сравнения, подключенные входами к выходу второго блока 22 памяти и усреднения, вторые входы схемы 23 и 24 подклю- 55 чены соответственно к выходу задатчика 25, допустимого значения контролируемого параметра и к выходу первого и№1ульсного аналогового блока 2 памяти.
Выход четвертой cxetiM 23 сравнени подключен к четвертому входу многовходового регистратора 14, к следующему входу которого через блок 26 регистрации отрицательного значения разностного сигнала подключен вь1ход пятой схемы 24 сравнения.
Устройство содержит также блок измерения износа, включаю1ф1Й в себя все элементы известного устройства, а именно предварительный усилитель 2 с переменным коэффициентом усиления, подключенный к выходу преобразователя 1 , блок 28 регистрации режимов обработки, выход которого подключен к управляющему входу предварительного усилителя 27, узкополосный перестраиваемый фильтр 29, подключенный к выходу предварительного усилителя 27, детектор 30 со встроенным интегратором, подключенный к выходу узкополосного фильтра 29, систему 31 автоматической настройки узкополосного фильтра 29 по максимальному выходному напряжению детектора 30, первую схему 32 сравнения, подключенную к выходу детектора 30 и задатчика 33 допустимой величины износа, выход которого подключен к второму входу схемы 32 сравнения, а вход - к второму выходу системы 31. Выход схемы 32 сравнения подключен к первому входу многовходового регистратора 14.
Устройство содержит также канал регистрации интенсивности изнашивания, включающий блок 34 программного дифференцирования, подключенный к выходу детектора 30 канала измерения износа, схему 35 сравнения, первый вход которой подключен к выходу блока 34 программного дифференцирования, второй вход - к .задатчику 36 интенсивности износа, а выход - к последунядему входу многовходового регистратора 14.
Устройство содержит также второй преобразователь 37 регистрации виброакустической эмиссии, установленный на инструменте в направлении подачи таким образом, что его ось перпендикулярна передней режущей кромке инструмента, широкополосньй усилитель 38 с регулируемым коэффициентом усиления, подключенньй к выходу преобразователя 37, управляющий вход усилителя 38 управления коэффициентом усиления подключен к выходу блока 28 регистрации режимов обработ ки, второй импульсный усилитель 39, подключенный к выходу широкополоеного усилители 38 с регулируемым коэффициентом усиления, нс мирователь 40 импульсов, подключеиш к выходу второго импульсного усилителя 39, второй счетчик 41 в десятично коде отраженных импульсов, в направлении подачи, третий управляемый электронный ключ 42, сигнальный вход которого подключен к вькоду второго импульсного усилителя 39, а управляющий вход - к первому выходу в десятичном коде второго счетчика 41, второй аналоговый блок 43 памяти, сигнальный вход которого подключен к выходу третьего электрон ного ключа 42, а сбросовый вход - к третьему выходу второго счетчика 41, третий блок 44 памяти и усреднения, подключенный к выходу второго шшуль Ного аналогового блока 43 памяти, две схемы 45 и 46 сравнения, подключенные к выходу блока 44, задатчик 47 допу(стимой величины ксштролируемого параметра, выход которого соеди нен с вторым входом шестой схемы 45 сравнения, выход которой соединен с шестым входом многовходового регистратора 14, а второй вход схемы 46 сравнения соединен с выходом второго импульсного аналогового блока 43 памяти, третий блок 48 регистрации (отрицательного значения) разностного сигнала, подключенный входом к выходу седьмой схемы 46 сравнения, а выходом - к седьмому входу регистратора 14, цепь, состоящую из последовательно соединенных полосового фильтра 49, настроенного на частоту ламелизации стружки, блок 50 вьщеленкя огибающей амплитудной модуляции, выход которого подключен к восьмому входу многовходового регистратора 14 и усилитель-преобразователь 51, подключенный к выходу усилителя 38 и вьполняющий функции формирователя управляющего сигнала блоками 48, 13, 26 регистрации разностного значения сигнала каждого диагностического , канала. Устройство работает следующим образом. Сигнал об износе режущего инструмента скорости его развития (интенсйвности износа) формируется, как и в известном устройстве, диагностическим каналом, образованным блоками 27 - 32 на основе непрерывного анализа спектра виброакустической эмиссии, регистрируемой преобразователем 1, установленным в направлении действия отжимающей радиальной составляющей силы резания. Полученный на выходе скемы 32 сравнения сигнал, регистрируемый многовходовым регистратором, используется для управлею1я процессом обработки. Процесс автоматической настройки уэкополосного фильтра 29 на наиболее информативш 1е частоты и задатчика 33 на допустимую величину, износа осуществляется аналогично известному устройству в процессе самообучения устройства. В свою очередь, сигнал с выхода преобразователя 1 регистрации виброакустической эмиссии подается на вход канала измерения диаметра обрабатываемой Детали. Измерение диаметра осуществляется на основе принципа зйуковой эхолокации,, который заключается в импульсном возбуждении ультразвуковых колебаний в направлении, перпевдикулярном образующей обрабатьшаемой детали, и регистрации последовательности затзг сающих по амплитуде отраженных имрульсов от границ раздела преобразователь - инструмент, инструмент деталь, деталь - воздух. Таким образом по расстоянию между отраженными импульсами можно определить размеры (длины) инструмента и диаметр обрабатьгоаемой детали. Для реализации указанного преобразователь 1 наряду с непрерьюной регистрацией выброакустической эмиссии включается в импульсном режиме для возбуждения ультразвукового луча с последующим приемом отраженных импульсов от границ раздела в направлении действия отжимающей составляющей силы резания Рц. Это осуществляется с помощью коммутатора 2, управляемого модулятором 3 (генератором прямоугольных импульсов), который поочередно подключает выход преобразователя 1, ток выходу ультразвукового генератора 4 (для возбуж- : ения УЗ-лума), то ко входу усилитея 5 (для усиления и регистрации отn м
раженных импульсов), Частота переключения задается модулятором 3.
Таким образом, в течение време1Ш, определяемом длительностью прямоугольного импульса на выходе модулятора 3, преобразователь 1 вьшолняет функцию излучателя колебаний в направлении действия отжимающей составляющей силы резания, а в промежутках между ними - функцию приемника отраженных колебаний.
Усиленные усилителем 5 отраженные импульсы подаются одновременно на вход счетчика канала измерения диаметра обрабатываемой детали (соответствующего расстоянию между вторым и третьим импульсами отраженного сигнала) и на сигнальный вход электронного ключа 19 канала измерения их амплитуды, в частности, измерения амплитуды второго импульса, отраженного от границ раздела инструмент деталь, несущего, информацию об условиях контакта инструмент - деталь.
Измерение диаметра обрабатываемой детали осуществляется блоками 6 16 следующим образом. Поскольку изменение диаметра обрабатываемой детали пропорционально изменению расстояния между вторым и третьим отраженными импульсами от соответствующих границ раздела инструмент деталь и деталь - воздух, то задача канала сводится к измерению расстояния между указанными импульсами. Для этого счетчик 6 со встроенным на входе нормализатором (например усилителем-ограничителем)- входных импульсов считывает отраженные импульсы в десятичном коде с частотой их следования. Максимальное число считываемых импульсов счетчиком 6 равно трем.
I- Постоянное напряжение на 1-ом,
j 2-ом и 3-ем выходах счетчика 6 появляется соответственно при поочередном считьгоании приходящих входных импульсов. Следовательно, напряжение на 1-ом выходе счетчика 6 появляется йри считывании первого импульса и существует на его выходе (1-ом) до тех пор, пока на вход счетчика не поступит второй импульс. При поступлении второго импульса напряжение на 1-ом вькоде счетчика 6 отключается (исчезает) и появляется,на 2-ом его выходе. Постоянное по амплитуде напряжение на 2-ом выходе счетчика
1 2
119825
существует до тех пор, пока не придет третий импульс на вход счетчика. Следовательно, полученная длительность прямоугольного импульса на 5 2-ом выходе счетчика 6 пропорциональ. на диаметру обрабатываемой детали.
Для повышения точности измерения и формирования управляющего сигнала, меняющегося в функции изменения рас0 стояния между импульсами (т.е. в
функции изменения диаметра, обрабатываемой детали), длительность прямоугольного импульса на 2-ом выходе счетчика 6 преобразуется в тактовые
S импульсы, частота следования которых определяется генератором 8 тактовых импульсов, а их число определяется самой длительностью прямоугольного импульса на 2-ом выходе счетчика 6.
0 Преобразование длительности импульса в аналоговое управляющее напряжение осуществляется следующим образом.
Наличие выходного напряжения на
5 2-ом выходе счетчика 6 разрешает подачу тактовых импульсов генератора 8 на вход счетчика 9 через управляемьй им электронный ключ 7. Число тактовых импульсов считывается счетчиком 9 в
0 двоично-десятичном коде и подается
на вход преобразователя 10 код-напряжение. Последний преобразует число импульсов, считываемое счетчиком 9 и пропорциональное длительности прямо угольного импульса на2-ом выходе счетчика 6, аналоговое напряжение на выходе преобразователя 10 код-напряжение.
Для повышения точности измерения показания счетчика каждьй раз обновляются (сбрасываются) по истечении паузы прямоугольных импульсов от модулятора 3, формирование импульса сбрасывания осуществляется цепью,
- образованной дифференцирующим звеном 17 и формирователем 18 сбросового импульса, выход которого соединен со сбросовыми входами счетчиков 6 и 9.
В свою очередь, выходной сигнал 0 преобразователя 10 код-напряжение подается на блок 11 памяти и усреднения -по совокупности измерения. Время.усреднения блока 11 выбирают .равным 3-4 периодам низкочастотных 5 колебаний генератора-модулятора 3. После усреднения аналоговьй сигнал с выхода блока 11 памяти подается на первые входы схем 12 и 16 сравнения.. На второй вход схемы 16 сравнения подается напряжение задатчика 15, соответствующее заданному дгпустимому значению диаметра обрабатываемой детали. Выходное напряжение схемы 16 сравнения является выходным полезным сигналом, пропорциональным приращению величины диаметра, и пода ется на соответствукяций (6-ой) вход многовходового регистратора 14. Динамика изменения диаметра негпосредственно в ходе обработки, характеризующая качество формообразования обрабатываемой поверхности, отображается на выходе сигнала схемы 12 срагвнения, сравнивающей текущее значение напряжения, снимаемое с выхода преобразователя 10 код-напряжение, с напряжением блока 11 памяти и усреднения. Регистрация отрицатель кого значения разностного сигнала на выходе схемы 12 сравнения осуществля ется блоком 13 регистрации отрицател ного значения, выходное напряжение которого также подается на соответст вующий (14-й) вход регистратора в ви де полезного сигнала, несущего инфор мацию о податливости в упругой систе ме СПИД. Во избежание появления ложного на пряжения на выходе блока 13 регистра ции разностного сигнала разрешение на измерение (регистрацию) блоком 13 осуществляется только при наличии процесса резания, т.е. только при на личии управляемого сигнала на 2-ом его входе от блока 51, выполняющего функцию усилителя формирователя упра ляющего сигнала при наличии процесса резания. Входным сигналомусилителяформирователя 51 является спектр виб роакустической эмиссии, регистрируемый вторым преобразователем 37 и уси ленный усилителем 38. Формирование сигнала о деформации режущего инструмента, интенсивности его изнашивания осзществляется каналом регистрации амплитудного значения вторых (по счету) отраженньк импульсов входного сигнала с помощью блоков 19-26. После поступления первого импульса на вход счетчика 6 напряжение на 1-ом выходе (в десятичном коде) счетчика 6 разрешает подачу входных импульсов через электронный ключ 19 на сигнальный вход импульсного аналогового блока 20 памяти. Пришедший второй импульс входного сигнала на вход счетчика 6, а через электронный ключ 19 - на вход блока 20 памяти запоминается по уровню (мощности) последним. .После прихода второго импульса (после его счета счетчиком 6) снимается напряжение с первого выхода счетчика 6, закрывается электронный ключ 19 и прекращается подача входного сигнала на вход импульсного блока 20 памяти, В свою очередь, напряжение с выхода импульсного блока 20 памяти подается на вход блока 22 памяти и усреднения по совокупности входных импульсов. Время усреднения блока 22 задается вручную управляющим входом РА . После запоминания, амплитудного значения второго входного импульса блоками 20 и 22 на вход счетчика 6 приходит третий входной импульс, считывание которого приводит к мгновенному появлению напряжения на 3-ем выходе счетчика 6, которое дифференцируется блоком 21 и сбрасьтает (обнуляет) память блока 20, управляя его сбросовым взй)дом. Таким образом, цикл работы импульсного блока 20 памяти повторяется и управляется счетчиком 6 с частотой следования входных отраженных импульсов от границ раздела. Усредненное значение амплитуды (мЬщности) вторых входных импульсов с выхода блока 22 в виде напряжения подается на входы схем 23 и 24 сравнения для сравнения с текущим значением входных импульсов от блока 20 на втором входе схемы 24 и с заданным допустимым значением от задатчика 24 на втором входе схемы 23 сравнения. Разностное .значение напряжения с выхода схемы 23 также подается на вход многовходового регистратора 14 как полезный сигнал, несущий информацию об интенсивности износа (диссицативных свойств контакта инструмент деталь). Чем больше приращение величины площадки ПС задней грани инструмента, тем больше приращение амплитудного значения (мощности) отраженных импульсов, преобразованных в аналоговое напряжение, снимаемое с выхода схемы 23 сравнения. Если импульсное текущее значение напряжения на выходе блока 20 меньше усредненного значения напряжения на выходе блока 22, то на выходе схемы 23 сравнения появляется разностньй сигнал,отрицательное з качение которого фиксируется блоком 26 и подается на вход многовходового регистра тора 14. Выходной сигнал на выходе схемы сравнения и блока 26 также является выходным полезным сигналом устройства, несущим информации о деформации режущего инструмента. Если появление отрицательного разностного сигнала на выходе блока 26 регистрации сопровождается уменьшением напряжения, соответствующего измеряемому диаметру детали (напряжение на выходе блоков 44 и 45), то дефо{№1ация инструментёь происходат в направлении скорости резания (в направлении вращения детали). Если наличие напряжения на выходе блока 26 сапровояздается увеличением сигнала о величине диаметра, то деформация инструмента происходит в направлении подачи. И в том и в другом случае этот сигнал можно использовать для автоматического управ ления (коррекции) величины подачи, т.е. стабилизации усилий резания. Формирование сигнала о величине износа типа лунка в месте схода стружки по передней грани осуществля ется в устройстве вспомогательным диагностическим каналом, образованньм блоками 37 - 48, аналогично описанному. При этом входными импульсами являются отраженные ультразвуковые импульсы от передней режущей грани, регистрируемые вторым преобра зователем 37 виброакустической эмиссии, установленным в направлении подачи. Наряду с регистрацией отраженных УЗ-импульсов (возбуждаемых преобразователем 1) преобразователь 37 реги стрирует и спектр виб-роакустической эмиссии, излучаемый непосредственно зоной резания. Для исключения взаимного влияния сигналов по каналам измерейия исполь зуётся частотный метод разделения информации. Выделение наиболее информативной частоты, например, частоты ламелизации, характеризующей процесс стружко образования и частоты возбуждаемых высокочастотных колебаний, в том числе и отраженного У3 сигнала, несущего информацию об износе типа лунка, осуществляют соответственно с помощью низкополосныХ перестраиваемых фильтров и селективных (избирательных) усилителей импульсов (блок 39), разнесенных по частоте на несколько порядков. Регистрируемьп спектр виброакустической эмиссии преобразовывается преобразователем 37 в электрический сигнал, который усиливается широкополосньм усилителем 38 и подается на входы канала регист рации отраженных импульсов, образованного блоками 39-48, и канала выделения огибающей амплитудной модуляции частоты ламелизации стружки, образованного блоками 49 и 50. Отраженные УЗ-импульсы вьщеляются с помощью селективного усилителя 39 и подаются с одной стороны для регистрации амплитудного значения на вход блока 43 памяти через управляемый электронный ключ 42, ас другой стороны, нормируются блоком 40 и подаются на вход счетчика 41, на сбросовый вход которого также подаются напряжение с выхода Формирователя 18 сбросовьрс импульсов блока. При этом выходной сигнал с 1-го выхода счетчика 41, появляющийся после считывания первого импульса, разрешает электронному ключу 42 прохождение второго отраженного импульса на вход блока 43 памяти, йоторый затем подается на блок 44 памяти и усреднения и на второй вход схемы 45 сравнения. При считьшании третьего отраженного импульса счетчиком 41 его выходной сигнал, снимаемый с 3-го выхода, обнуляет импульсный блок 43 памяти, и схема готова к вьделению и регистрации последующих отраженных вторых импульсов, .следующих с частотой, задаваемой генератором-модулятором 3. Считываемые последующие отраженные входные импульсы усредняются по совокупности блоком 44 и подаются в виде аналогового напряжения на первые входы схемы 45 и 46 сравнения для последующего сравнения. Схемой 45 с напряжением задатчика 47 допустимой величины износа типа лунка и схемой 46 с текущим амплитудным значением входных импульсов, снимаемых с выхода блока 43. Учитывая то обстоятельство, что отраженные входные импульсы,регист17рируемые в направлении подачи преобразователем 37, уменьшаются по мощности или амплитудному значению по мере увеличения износа типа лунка месте схода стружки по передней грани (в отличие от приращения отраженных импульсов, регистрируемых преобразователем 1 в направлении действия отжимающей составляющей силы резания PU функции приращения износа) , сигнал, с выхода схемы 45 с равнения подают на нуль-орган (на схеме не показан), встроенный в регистратор. При умень шении выходного напряжения на выходе блока 44 до величины, равной напряжению.задатчика 47, выходное напряжение на выходе схемы 45 сравнения, обнуляется,, нуль-орган, встроенньй в регистратор, срабатьюает и прекращает процесс резания. В свою очередь разностный сигнал на выходе схемы 46 сравнения, регистрируемый блоком 48, несет информацию о динамике приращения износа типа лунка и условия процесса схода стрзжки по передней грани инструмента. Этот сигнал получают путем сравнения текущего значения амплитудного сигнала, снимаемого с выхода импульсного блока 43 памяти с ранее запомненным усреднённым значением, снимаемого с выхода блока 44 . усреднения. Информацию о характере процесса стружкообразования оценивают, блоком 50 по глубине огибающей амплитудной модуляции выходного сигнала , снимаемого с выхода узкополосного перестраиваемого фильтра 49, настроенного на частоту ламелизации стружки. Компенсация влияния вариации режимов обработки на энергетические уровни информативных частот осуществ ляется блоком 28 аналогично известному устройству путем изменения коэф фициента усиления широкополосного усилителя 38. Устройство имеет девять выходных полезных сигналов на входах регистратора 14: выходное напряжение блока 32 пропорционально текущему значению размерного износа инструмента по зад ней грани; сигнал на выходе блока 50 825 характеризует условие процесса стружкообразования и обрабатываемость материала;.сигнал на выходе блока 45 пропорционален приращению величины износа типа лунка в месте схода стружки по передней грани режущего инструмента} изменение напряжения на выходе блока 48 характеризует условие контакта режущей кромки в зоне резания; сигнал на выходе блока 16 пропорционален текущему значению приращения диаметра обрабатываемой детали относительно заданной величины задатчиком 15;изменение напряжения на выходе блока 13 характеризует динамику изменения диаметра при деформации режущего инструмента в направлении скорости резания и податливости обрабатываемой детали; напря жение на выходе блока 23 пропорционально приращению размерного износа инструмента; изменение напряжения на выходе блока 26 характеризует динамику деформации режущего инструмента; интенсивность износа на выходе схемы 35 сравнения. Таким образом, устройство позволяет регистрировать на выходах много входового регистра такие параметры, как текущее значение размерного инструмента по задней грани; приращение размерного износа инструмента; текущее значение приращения диамегра обрабатываемой детали относительно заданной величины, а также динамику изменения диаметра при деформации режущего инструмента в направлении скорости резания и податливости обрабатываемой детали; приращение величины износа типа лунка в месте схода стружки по передней грани режущего инструмента; условия контакта режущей кромки в зоне резания, и динамику деформации режущего инструмента. Полученное многообразие дополнительной информации, характеризующей условия протекания и состояния процесса резания в целом, значительно расширяет функциональные возможности устройства и область его применения.
2S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения износа режущего инструмента | 1976 |
|
SU648349A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
