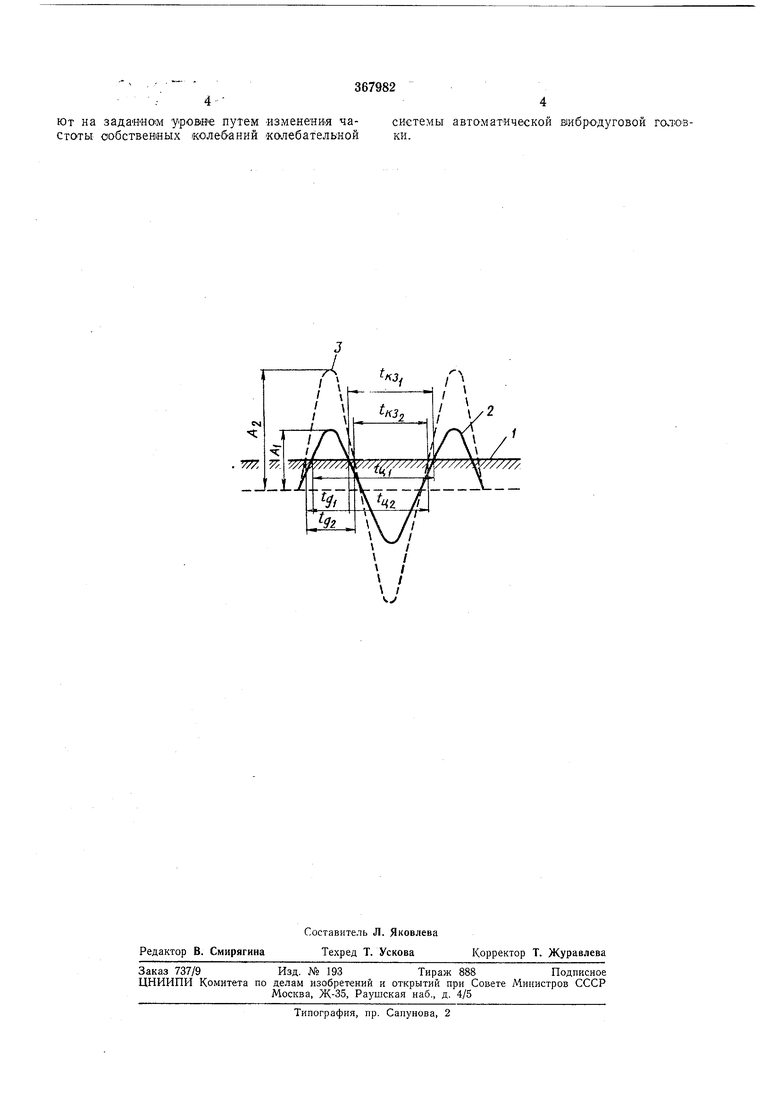
Способ автоматического регулирования Вибрюдугового процесса может найти применение гари изготовлении деталей путем наплавки с долученяем наружной -наплавлейной поверхД10СТИ без неровностей. Известен способ автоматического регулирования ороцесоа сварки, ino котор01му напряжение на дуге -поддерживают ПОстоян«ЫМ. Предложено среднее напряжение на дуге поддерживать «а заданном уровне -путем изменения частоты собственных колебаний колебательной системы автоматической вибродуговой головки, что упрощает качество наллаъки ери вибродуговом процессе. Gnoc-0б по1ясняется чертежом, на котором изображена поверхиость / наплавляемой детали, кривые 2 и 5 в1ибраци-онно-го смещения Электро-да с разными амплитудами. Амплитуда Л2 кр1ивой 3 больше амплитуды Л щр-ивой 2. Увеличение дугового промежутка по известным законо-мерностяМ wpniBeAeT к росту t/д. Одновременно происходит со-кращение длительн-ост1И периода /кз («si кз, ) и увеличение -относительнюи дшительности ц-иклов Оба параметра действуют -в налравлении увеличения среднего напряжения и-а дуге. Эластичная колебательная система, настроенная в области резонаиса, обладает -способностью изменять амплитуду -колебаний при изменен-И1и частоты незатухающих собсгвенных колебаний. (2) . У, где Л - амплитуда вынужденных колебаний; Р - частота вынуждающей силы; (Оо - частота незатухающих собст венных ко-лебаний системы; С - жесткое ть с ис те м ы; т - эквивалентная .Aiacca под-вижиых деталей;К- коэффициент прапорциональности. Изменением частоты незатухающих собственных колебаний систе.мы поддерживают среднее напряжение -на дуге на задапно-м уровне. Для осуществления предлагаемого способа автоматического регулирования среднего налряжения вибродугового процесса используется о-братная связь по Lcp. Предмет и з о б р е т е «,и я Способ автоматическо-го регулирования процесса сварки и напла-вки, по которому па-пряжение ;на дуге поддерживают постоянны-м, отличающийся тем, что, с целью улучшения качества наплавки при вибродуговом про-цессе, среднее напряжение на дуге поддер-живаЮт на заданном уроаие путем изменени-я частоты ообственеых коле&аний колебательной
системы автоматической вибродуговой головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая вибродуговая головка | 1976 |
|
SU694309A1 |
| АВТОМАТИЧЕСКАЯ ВИБРОДУГОВАЯ ГОЛОВКА | 1972 |
|
SU327015A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ВИБРОДУГОВОЙ НАПЛАВКИ ДЕТАЛЕЙ | 1973 |
|
SU453258A1 |
| ВСЕСОЮЗНАЯ I | 1972 |
|
SU323238A1 |
| АВТОМАТИЧЕСКАЯ ВИБРОДУГОВАЯ ГОЛОВКА | 1972 |
|
SU327016A1 |
| Автоматическая вибродуговая головка | 1973 |
|
SU460958A1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| АВТОМАТИЧЕСКАЯ ВИБРОДУГОВАЯ ГОЛОВКА | 1965 |
|
SU172421A1 |
| СПОСОБ ВИБРОДУГОВОЙ НАПЛАВКИ | 2015 |
|
RU2614353C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |