оотке возмущений ilo среднему наиряжоиию на дуге, вызванных дефектами напла}зляемой новерхности.
Целью изобретения является повышение ка-1ества нанлавки путем увеличения скорости отработки возмущений по среднему нанряжению на дуге.
Это достигается тем, что на хоботе автоматической вибродуговой головки установлен щун для контактирования с ианлазляелюи поверхностью в иериод коротких замыкаиий, вынолненный в виде корпуса с установленным в нем уиругим элементом, который вынолнен регулируемым.
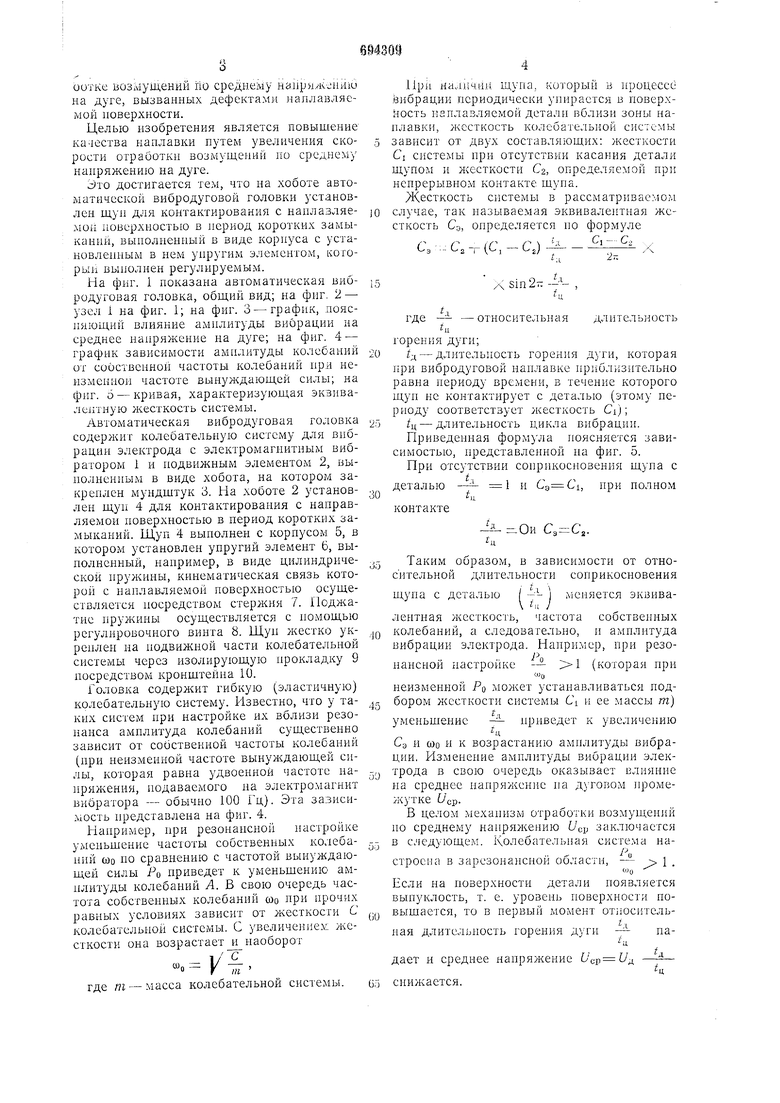
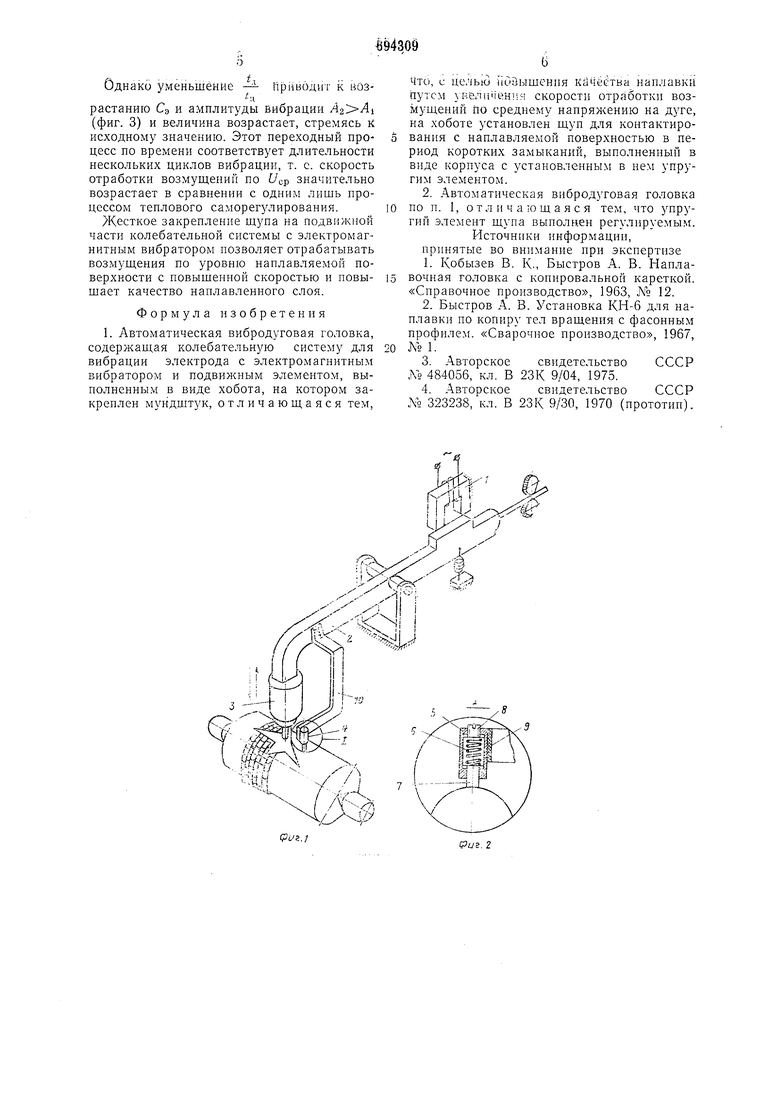
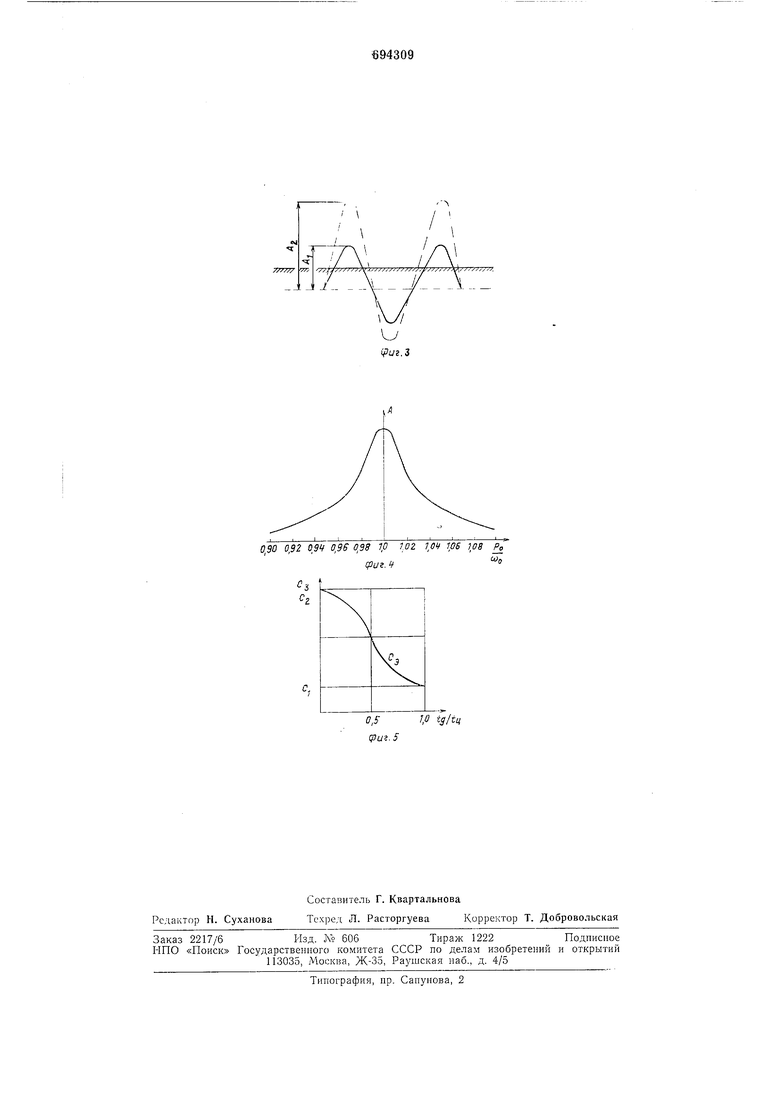
На фиг. 1 показана автоматическая вибродуговая головка, общий вид; на фиг,, 2 - узел 1 на фиг. 1; на фиг. 3 - график, ,пояспяющий влияние амплитуды вибрации на среднее нанряжение на дуге; на фиг. 4 - график зависимости амплитуды колебаний от собственной частоты колебаний ир,й неизменной частоте вынуждающей силы; на фиг. о - кривая, характеризующая эквивалентную жесткость системы.
Автоматическая вибродуговая головка содержит колебательную систему для вибрации электрода с электромагиитным вибратором 1 и нодвижным элементом 2, вынолнеппым в виде хобота, на котором закренлен мундштук 3. На хоботе 2 установлен щун 4 для контактирования с направляемой поверхностью в период коротких замыканий. Щуп 4 вынолнен с корпусом 5, в котором установлен упругий элемент 6, выполненный, нанример, в виде цилиндрической иружины, кинематическая связь которой с наплавляемой поверхностью осуществляется посредством стержня 7. Поджатне пружипы осуществляется с помощью регулировочного винта 8. Щун жестко укренлен на нодвижной части колебательной системы через изолирующую нрокладку 9 посредством кронштейна 10.
Головка содержит гибкую (эластичную) колебательную систему. Известно, что у таких систем ири настройке их вблизи резонанса амилитуда колебаний существенно зависит от собственной частоты колебаний (нри неизменной частоте вынуждающей силы, которая равна удвоенной частоте напряжения, иодаваемого на электромагнит вибратора - обычно 100 Гц). Эта за:зисимость нредставлена на фиг. 4.
Например, нри резонансной настройке уменьшение частоты собственных колебаннй шо по сравнению с частотой выиуждающей силы РО приведет к уменьшению амплитуды колебаний Л. В свою очередь частота собственных колебаний ио при прочих равных условиях зависит от жесткости С колебательной системы. С увеличение :; жесткости она возрастает ji наоборот
1/ С o К
где т - масса колебательной системы.
llpii нал,ичи,м, щупа, который в процессе ,ёибрации периодически упирается в поверхность наплавляемой детали вблизи зоны наплавки, жесткость колебате;1ьной системы
зависит от двух составляющих: жесткости
Ci системы ири отсутствии касания детали
щупом и жесткости Cz, определяемой при
непрерывном контакте щупа.
Жесткость системы в рассматриваемом
случае, так пазываемая эквивалентная жесткость Сэ, определяется по формуле
с г
ГС 1Г С
Ьэ - 2 г --2 ::; -ч
- 81п2т7 --- ,
где -- -относительная
длительность
горения дугн;
Гд - длительность горения дуги, которая ири вибродуговой нанлавке нриблизительно равна периоду врслмени, в течение которого щуп не контактнрует с деталью (этому нериоду соответствует ;кесткость Ci);
/ц - длите.1ьность цикла вибрации.
Приведеиная формула ноясняется зависимостью, нредставленной на фиг. 5. При отсутствии соприкосиовения щупа с
деталью - 1 и , при полном
ц
контакте
-Л- ZZ.OH С,С,.
.j- Такпм образом, в зависимости от относительной длительности соприкосновения
шуна с деталью ( --- | меняется эквивалентная жесткость, частота собственных
колебаний, а следовательно, и амнлнтуда
вибрации электрода. Нанример, при резоРО - 1 /
нанснои настройке - 1 (которая нри
неизменной РО может устанавливаться нодбором жесткости системы Ci и ее массы т)
уменьшение ириведет к увеличению
«
Сэ и (йо н к возрастанию амнлитуды виорации. Изменение амнлитуды вибрации электрода в свою очередь оказывает влияние иа среднее панряжение на дуговом промежутке /7ср.
В целом механизм отработки возмущений
но среднему напряжению Uci, заключается
в следующем. Колебательная система .
строена в заоезонансной области, -- J
(о -
Если на новерхности детали ноявляется выпуклость, т. е. уровень поверхности повышаетея, то в первый момент относительная длительиость гореипя дуги -па ц
дает и среднее нанряжение 6ср /д снижается.
д
Однако уменьшение
Приводит к возрастанию Сэ и амплитуды вибрации (фиг. 3) и величина возрастает, стремясь К исходному значению. Этот переходный процесс по времени соответствует длительности нескольких циклов вибрации, т. с. скорость отработки возмущений по t/cp значительно возрастает в сравнении с одним лишь процессом теплового саморегулирования.
Жесткое закрепление щупа на подвижной части колебательной системы с электромагнитным вибратором позволяет отрабатывать возмущения по уровню наплавляемой поверхности с повышенной скоростью и повышает качество наплавленного слоя.
Формула изобретения
1. Автоматическая вибродуговая головка, содержащая колебательную систему для вибрации электрода с электромагнитным вибратором и подвижным элементом, выполненным в виде хобота, на котором закреплен мундштук, отличающаяся тем.
что, с целью иОйышения качества наплавки путем гелнчйН ;я скорости отработки воз иущеиий по среднему напряжению на дуге, на хоботе установлен шуп для контактирования с наплавляемой поверхностью в период коротких замыканий, выполненный в виде корпуса с установленным в нем упругим элементом.
2. Автоматическая вибродуговая головка по п. 1, отличающаяся тем, что упругий элемент щупа выполнен регулируемым.
Источники информации, принятые во внимание при экспертизе
1.Кобызев В. К., Быстров А. В. Наплавочная головка с копировальной кареткой.
«Справочное производство, 1963, № 12.
2.Быстров А. В. Установка КН-6 для наплавки по копиру тел вращения с фасонным профилем. «Сварочное производство, 1967,
А° 1.
3.Авторское свидетельство СССР Д-о 484056, кл. В 23К 9/04, 1975.
4.Авторское свидетельство СССР № 323238, кл. В 23К 9/30, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая вибродуговая головка | 1973 |
|
SU460958A1 |
| АВТОМАТИЧЕСКАЯ ВИБРОДУГОВАЯ ГОЛОВКА | 1965 |
|
SU172421A1 |
| Способ вибродуговой наплавки | 1960 |
|
SU149167A1 |
| Автоматическая вибродуговая головка | 1973 |
|
SU461813A1 |
| ВСЕСОЮЗНАЯ I | 1972 |
|
SU323238A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU367982A1 |
| СПОСОБ ВИБРОДУГОВОЙ НАПЛАВКИ | 2015 |
|
RU2614353C2 |
| АВТОМАТИЧЕСКАЯ ВИБРОДУГОВАЯ ГОЛОВКА | 1972 |
|
SU327015A1 |
| Способ электродуговой наплавки цилиндрических деталей и устройство для его осуществления | 1988 |
|
SU1616796A1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ, РАБОТАЮЩИХ В УСЛОВИЯХ АБРАЗИВНОГО ИЗНАШИВАНИЯ | 2013 |
|
RU2532602C2 |
0ГГ
I :,/А )
.
р(/г./
Рл-г. 2
v////
0,30 0,32 09f 0,9B 0,58 1,0 tOZ 1,04 WS J,08 P,
cpui.f
0,S10 tЗ/tц
pus, 5
