Изобретение относится к области сварки и может широко применяться в моторостроительной, судостроительной, нефтегазовой, инструментальной и других отраслях.
Известен "Способ подачи проволоки", заключающийся в подаче проволоки в зону сварки и ее обжатие при этом по дуге окружности определенной длины. Последнюю регулируют посредством изменения расстояния между точками контакта прижимного узла с проволокой. Способ обеспечивает высокие проталкивающие усилия проволоки, дает возможность совместить подачу с одновременной правкой проволоки.
Патент РФ №2012460, МКИ: В23К 9/12, опубл. 15.05.1994 г.
Наиболее близким аналогом к предложенному в качестве изобретения техническому решению является "Способ дуговой сварки неплавящимся электродом с подачей присадочной проволоки и устройство для подачи присадочной проволоки", при этом:
1. Способ дуговой сварки неплавящимся электродом с подачей присадочной проволоки, заключающийся в том, что устанавливают зазор между электродом и присадочной проволокой, задают перемещение детали, включают сварочный ток и непрерывно подают присадочную проволоку, при этом сообщают ей дополнительное возвратно-поступательное перемещение, а электрод и присадочную проволоку устанавливают соответственно под углами 15 20° и 40 45° к вертикали по разные стороны от нее, а дуговой промежуток берут равным 2-3 мм.
2. Устройство для подачи присадочной проволоки при дуговой сварке неплавящимся электродом, содержащее корпус с установленным в нем механизмом непрерывной подачи присадочной проволоки, включающим электропривод, направляющие ролики, гибкий шланг для подачи проволоки и цилиндрический корпус с наконечником, жестко закрепленным на кронштейне, при этом оно снабжено механизмом возвратно-поступательного перемещения проволоки, состоящим из электродвигателя, редуктора, закрепленного на его валу кулачка, подпружиненного рычага и обоймы.
Патент РФ №2074071, МКИ: В23К 9/12, опубл. 27.02.1997 г.
К недостаткам вышеописанных технических решений относятся нерегулируемый перенос расплавленного металла проволоки, не согласованный с вибрацией проволоки, что приводит к повышенному разбрызгиванию и ухудшению качества сварки.
К техническому результату относится повышение качества сварки за счет обеспечения регулирования чередованием импульсов возвратно-поступательного продольного перемещения торца электродной проволоки различной амплитуды и осуществление переноса капель под действием возникающей динамической силы при минимальной амплитуде колебаний торца проволоки между моментами короткого замыкания путем использования устройства для подачи электродной проволоки с кривошипно-шатунным механизмом.
Технический результат достигается за счет того, что в способе вибродуговой сварки с подачей электродной проволоки, заключающемся в непрерывной подаче электродной проволоки и сообщении ей дополнительного возвратно-поступательного перемещения, задают перемещение торца электродной проволоки различной амплитуды с помощью кривошипно-шатунного механизма устройства подачи электродной проволоки путем чередования импульсов его возвратно-поступательного движения. Затем осуществляют процесс сварки при горении дуги, периодически возбуждаемой короткими замыканиями между электродной проволокой и деталью, возникающими под действием динамической силы при максимальной амплитуде колебаний торца проволоки. Перенос капель расплавленной проволоки под действием динамической силы при этом происходит между моментами короткого замыкания при минимальной амплитуде колебаний торца проволоки, причем амплитуда колебаний торца электродной проволоки находится в следующей зависимости от радиуса, угловой скорости кривошипа и длины шатуна:
при  а
а

где R - радиус кривошипа;
ω - угловая скорость вращения кривошипа;
t - время;
m - длина шатуна;
р - длина штока;
LOA - расстояние между точкой А центра вращения кривошипа и осью СД-канала подачи проволоки.
Способ осуществляется с помощью устройства для подачи электродной проволоки при вибродуговой сварке, содержащего привод подачи электродной проволоки с постоянной скоростью, направляющие ролики и приспособление возвратно-поступательного перемещения электродной проволоки, при этом приспособление возвратно-поступательного перемещения электродной проволоки выполнено в виде кривошипно-шатунного механизма, в котором свободный конец шатуна снабжен штоком с отверстием для захвата электродной проволоки. Шток перпендикулярен оси СД-канала подачи проволоки.
Процесс вибродуговой сварки отличается от других способов сварки тем, что торец электродной проволоки совершает колебательные движения в плоскости, перпендикулярной к наплавляемой поверхности. При касании электродной проволоки поверхности детали имеет место период короткого замыкания. При отходе электрода от детали возникает дуговой разряд, электрод плавится, и капли расплавленного металла переносятся на деталь. Скорость охлаждения валика наплавленного металла может в широких диапазонах управляться применением различных хладагентов, в качестве которых могут быть использованы струи воды, пара, защитных газов. Дискретный режим горения дуги и широкие возможности управления скоростью охлаждения наплавленного металла обуславливают основные преимущества этого способа наплавки - небольшой нагрев, малая зона термического влияния, минимальная деформация восстановленной детали, возможность получения наплавленного металла с требуемыми твердостью и износостойкостью без последующей термообработки. Вибрация проволоки обеспечивается использованием устройств с электромагнитным или электромеханическим приводом, при этом колебательное движение через коромысло передается к мундштуку наплавочной головки. Недостатком этих устройств являются значительные габариты и масса, что приводит к необходимости их размещения на наплавочных станках и реализации только механизированного варианта процесса наплавки. В то же время значительную часть деталей иногда целесообразней подвергать полуавтоматической наплавке.
Для реализации способа вибродуговой сварки предложена принципиальная схема устройства, поясненная фиг.1.
Устройство состоит из привода 1 подачи электродной проволоки 2 с постоянной скоростью, в качестве которого могут быть использованы серийно выпускаемые механизмы подачи проволоки сварочных полуавтоматов. Проволока 2 пропускается через направляющие 3 корпуса 4 устройства и отверстие штока 5 кривошипно-шатунного механизма 6. Так как один конец проволоки защемлен между роликами подающего механизма, то при изгибании проволоки при поперечном движении штока произойдет ее оттягивание от поверхности детали, а при выпрямлении проволоки - ее выталкивание и подача к зоне наплавки.
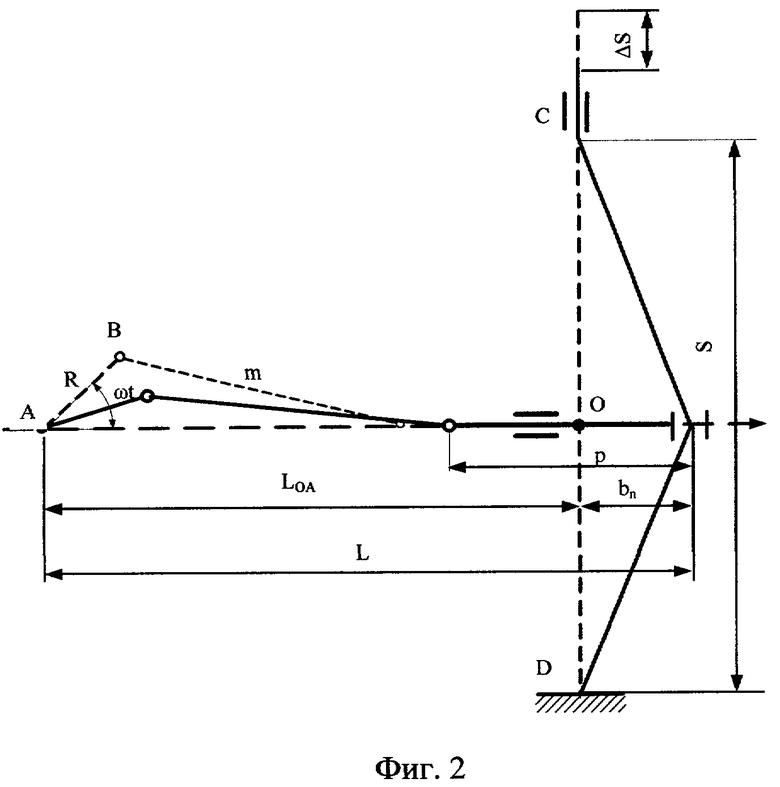
Определим влияние основных параметров конструкции устройства на процесс импульсной подачи проволоки. Расчетная схема представлена на фиг.2
Расстояние между осью вращения кривошипа, точкой А и ползуном составляет

где R - радиус кривошипа
ω - угловая скорость вращения кривошипа,
t - время,
m - длина шатуна,
p - длина штока.
В нашем случае начало координат удобно поместить в точке О, лежащей на оси CD тракта подачи проволоки. Тогда перемещение ползуна можно описать зависимостью

LOA - расстояние между точкой А центра вращения кривошипа и осью CD тракта подачи проволоки.
Из геометрических построений получим, что при LOA=m+p за один оборот кривошипа проволока получит два изгиба с одинаковой амплитудой R.
Тогда перемещение ползуна относительно оси CD составит

При LOA=m+R+p и LOA=m-R+p за один оборот кривошипа произойдет один изгиб проволоки с амплитудой 2R.
Тогда
 при
при 
и  при
при 
При значениях (m-R+p≤LOA≤m+р) и (m+p≤LOA≤m+R+p) будут иметь место два несимметричных изгиба проволоки.
Введем коэффициент k1 ассиметрии цикла
или после сокращения
Физический смысл коэффициента k1 следующий. При симметричном изгибе LOA=m+р и k1=0. При односторонних изгибах - k1=1, при LOA=m+R+p и k1=-1 при LOA=m-R+p. При несимметричных изгибах - 0<k1<1 при m+p≤LOA≤m+R+p, -1<k1<0 при m-R+р≤LOA≤m+р.
Выразим значение LOA через коэффициент k1

Подставив (8) в (2) после сокращений получим

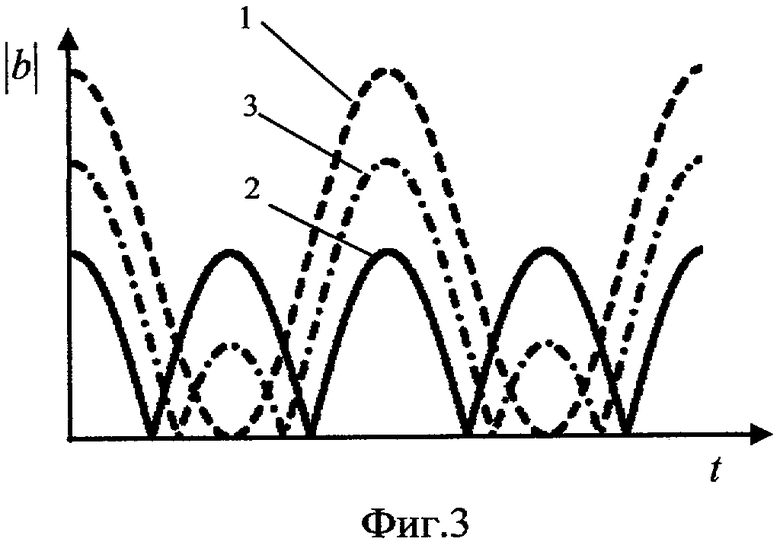
Влияние коэффициента асимметрии k1 на абсолютные отклонения |b| пояснено на фиг.3, где кривая 1 соответствует k1=1, кривая 2-k1=0, кривая 3-k1=0,5.
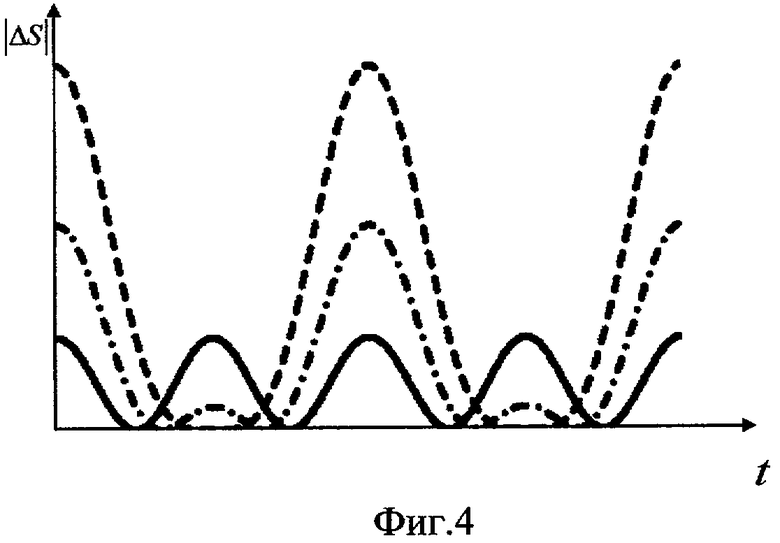
Продольные колебания ΔS торца проволоки, вызванные ее поперечным изгибом b в первом приближении могут быть описаны зависимостью
Характер изменения абсолютных значений |ΔS| при различных значениях коэффициента k1 пояснен на фиг.4
Дополнительные возможности по управлению импульсной подачей проволоки возникают при введении ее начального изгиба b0, который возникает, если

или

Тогда перемещения ползуна будут описываться зависимостями
 при
при 
 при
при 
Перемещения торца проволоки соответственно составят:


Таким образом, предложенное устройство для вибродуговой полуавтоматической наплавки позволяет в широких диапазонах управлять параметрами вибрации торца проволоки за счет изменения расстояния LOA, что может быть конструктивно легко осуществимо.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 1997 |
|
RU2122928C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 1996 |
|
RU2104845C1 |
| Способ подачи электродной проволоки и устройство для его осуществления | 1986 |
|
SU1323284A1 |
| Устройство для подачи электродной проволоки | 1984 |
|
SU1219290A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для подачи электродной проволоки | 1972 |
|
SU496943A1 |
| Устройство для подачи электродной проволоки | 1984 |
|
SU1238922A1 |
| Устройство для импульсной подачи электродной проволоки | 1990 |
|
SU1771904A1 |
| Захват для импульсной подачи электродной проволоки | 1990 |
|
SU1803286A1 |
| Механизм подачи проволоки и сообщения ей продольных вибраций | 1978 |
|
SU733904A1 |
Изобретение относится к области вибродуговой сварки с подачей электродной проволоки и может быть использовано в моторостроительной, судостроительной, нефтегазовой и инструментальной областях. Непрерывно подают электродную проволоку и дополнительно сообщают ей возвратно-поступательное перемещение различной амплитуды. Возвратно-поступательное перемещение торца электродной проволоки задают с помощью кривошипно-шатунного механизма со штоком устройства подачи электродной проволоки путем чередования импульсов его возвратно-поступательного движения. Шток расположен на свободном конце шатуна, выполнен с отверстием для захвата проволоки и перпендикулярен оси канала подачи проволоки. Процесс сварки осуществляют при горении дуги, периодически возбуждаемой короткими замыканиями между электродной проволокой и деталью, возникающими под действием динамической силы при максимальной амплитуде колебаний торца проволоки. Перенос капель расплавленной проволоки под действием динамической силы осуществляют между моментами короткого замыкания при минимальной амплитуде колебаний торца проволоки. Амплитуду колебаний торца электродной проволоки определяют в зависимости от радиуса кривошипа, угловой скорости вращения кривошипа и длины шатуна по выражению  при
при 
 где S - длина канала подачи проволоки, L - расстояние между осью вращения кривошипа и ползуном; b - перемещение ползуна относительно оси канала подачи электродной проволоки или изгиб проволоки; R - радиус кривошипа; ω - угловая скорость вращения кривошипа; t - время; m - длина шатуна; р - длина штока; LOA - расстояние между осью вращения кривошипа и осью канала подачи проволоки. Это позволит повысить качество сварки. 2 н.п. ф-лы, 4 ил.
где S - длина канала подачи проволоки, L - расстояние между осью вращения кривошипа и ползуном; b - перемещение ползуна относительно оси канала подачи электродной проволоки или изгиб проволоки; R - радиус кривошипа; ω - угловая скорость вращения кривошипа; t - время; m - длина шатуна; р - длина штока; LOA - расстояние между осью вращения кривошипа и осью канала подачи проволоки. Это позволит повысить качество сварки. 2 н.п. ф-лы, 4 ил.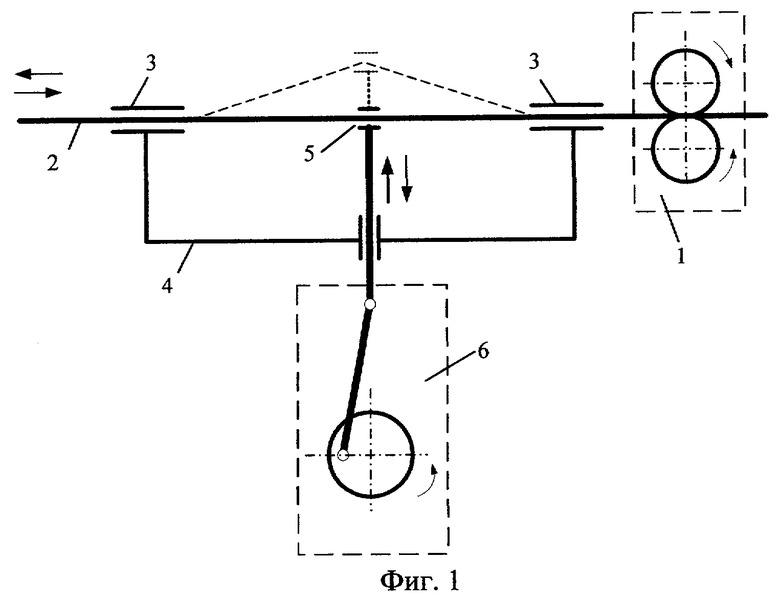
 при
при


где S - длина канала подачи проволоки;
LOA - расстояние между осью вращения кривошипа и осью канала подачи проволоки;
L - расстояние между осью вращения кривошипа и ползуном;
b - перемещение ползуна относительно оси канала подачи электродной проволоки или изгиб проволоки;
R - радиус кривошипа;
ω - угловая скорость вращения кривошипа;
t - время;
m - длина шатуна;
р - длина штока.
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| МЕХАНИЗМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2254969C1 |
| Устройство для подачи протяженного тела | 1982 |
|
SU1082575A1 |
| Способ автоматической подачи протяженного тела | 1986 |
|
SU1418012A1 |
| Устройство для вибродуговой сварки и наплавки | 1960 |
|
SU141568A1 |
| Устройство для автоматической сварки | 1977 |
|
SU677844A2 |
| JP 8252672 А, 01.10.1996. | |||

