1
Изобретение относится к измерительной технике и может быть использовано для автоматического контроля изделий по предельным размерам.
Известны устройства для контроля н разбраковки изделий по предельным размерам, содержащие цепной конвейер для транспортирования изделия, источник и приемннк светового излучения и роторы, один из которых снабжен измерительными головками с неподвижными и нодвижными в плоскости, перпендикулярной оптической оси, пластинами с отверстиями, образующими щелевые диафрагмы.
Недостатком этих устройств является низкая точность измерения линейных размеров в связи с тем, что при малом времени измерения и необходимости получения высокой разрешающей способности (щель для прохода света имеет малый размер) требуется мощный источник излучения света, который при работе выделяет большое количество тейла, что отрицательно влияет на точность измерительных головок, вызывая температурные деформации звеньев измерительной цени. Другим недостатком является наличие в устройстве светового потока от источника к приемнику светового излучения как при контроле годных изделий, так и при контроле изделий, размеры которых выходят за допустимые пределы измерения.
Цель предлагаемого изобретения - увеличение точности измерения.
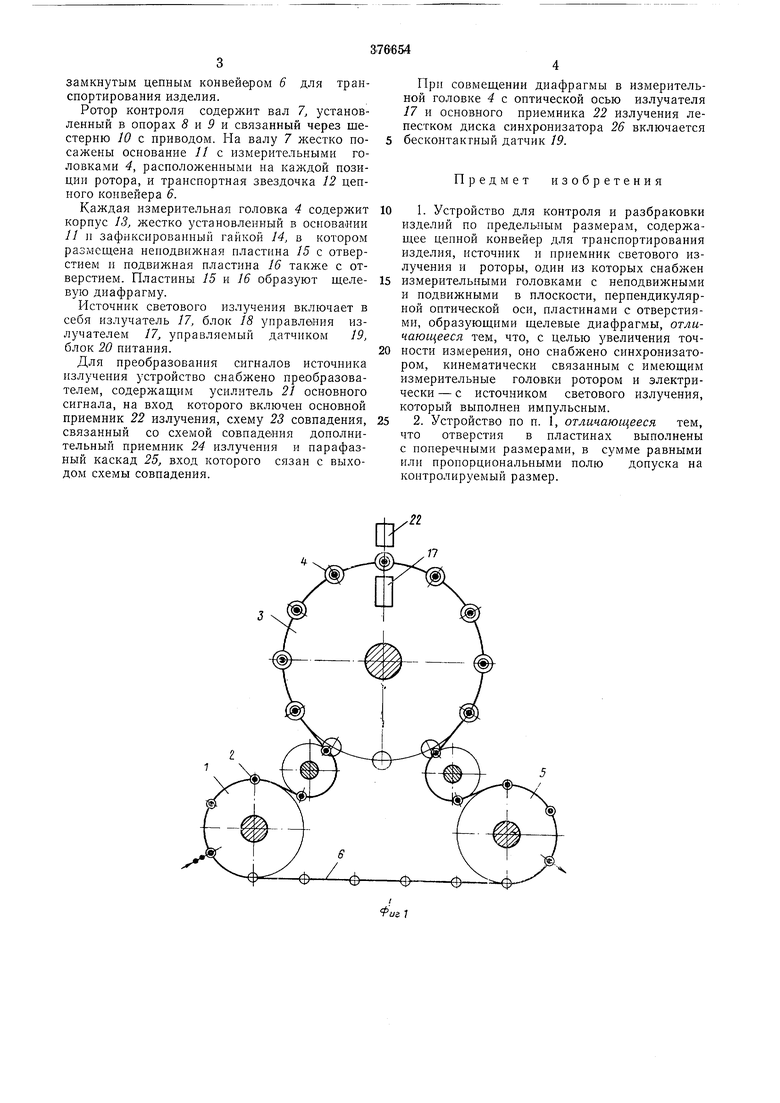
Для достижения этой цели предлагаемое устройство снабжено синхронизатором, кинематически связанным с имеющим измерительные головки ротором и электрически - с источником светового излучения, который выпоЛНен импульсным, а отверстия в пластинах выполнены с поперечными размерами, в сумме равными или пропорциональными полю допуска на контролируемый размер. На фиг. 1 изображена структурная схема предлагаемого устройства; на фиг. 2 - ротор контроля с измерительными головками, продольный разрез; на фиг. 3-положение диафрагмы при контроле бракованных изделий по нижнему пределу; на фиг. 4 - то же, при измерении
годных изделий; на фиг. 5 - то же, при измерении бракованных изделий по верхнему пределу.
Устройство содержит загрузочный ротор 1 питания изделиями 2, ротор 3 контроля с измерительными головками 4 и ротор 5 разбраковки изделий, расположенные в общей станине и связанные синхронным приводом (на чертеже не показан), осуществляющим их непрерывное движение. Все роторы обогнуты
замкнутым цепным конвейером 6 для транспортирования изделия.
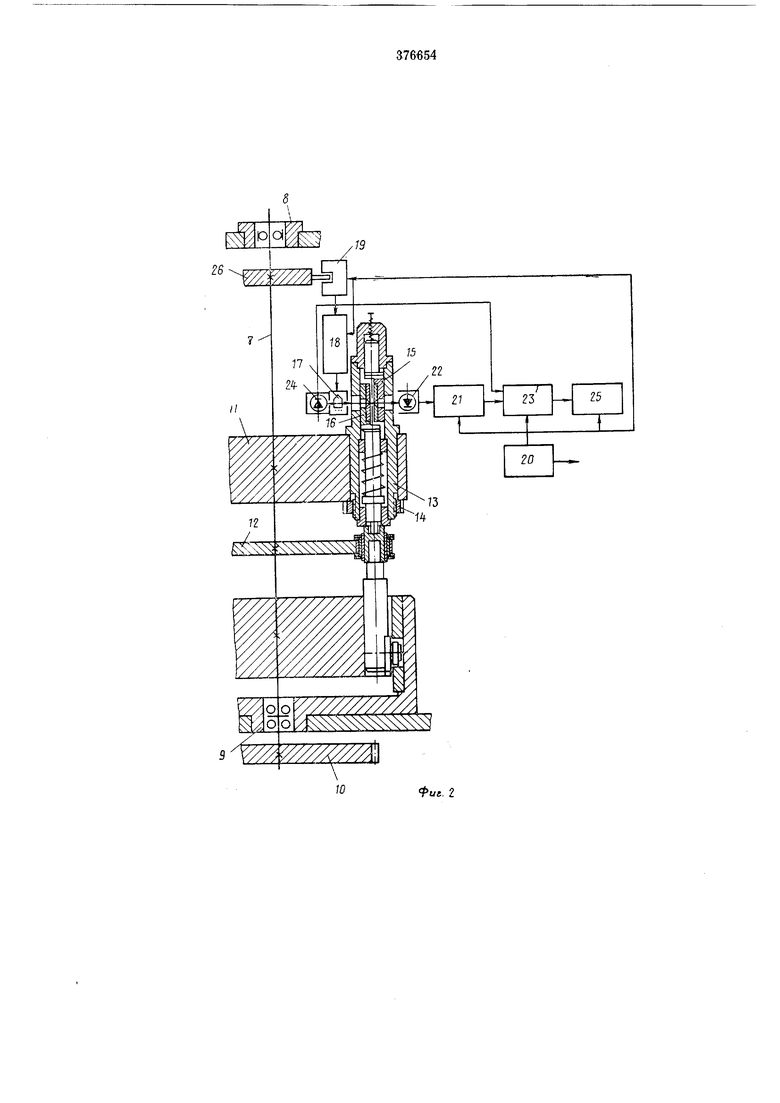
Ротор контроля содержит вал 7, установленный в опорах S и 5 и связанный через шестерню 10 с приводом. На валу 7 жестко посажены основание // с измерительными головками 4, расположенными на каждой позиции ротора, и транспортная звездочка 12 цепного конвейера 6.
Каждая измерительная головка 4 содержит корпус 13, жестко установленный в основании // и зафиксированный гайкой 14, в котором размещена неподвижная пластина 15 с отверстием и подвижная пластина 16 также с отверстием. Пластины 15 и 16 образуют щелевую диафрагму.
Источник светового излучения включает в себя излучатель 17, блок 18 управления излучателем 17, управляемый датчиком 19, блок 20 питания.
Для преобразования сигналов источника излучения устройство снабжено преобразователем, содержащим усилитель 21 основного сигнала, на вход которого включен основной приемник 22 излучения, схему 23 совпадения, связанный со схемой совпадения дополнительный приемник 24 излучения и парафазный каскад 25, вход которого сязан с выходом схемы совпадения.
При совмещении диафрагмы в измерительной головке 4 с оптической осью излучателя 17 и основного приемника 22 излучения лепестком диска синхронизатора 26 включается бесконтактный датчик 19.
Предмет изобретения
1. Устройство для контроля и разбраковки изделий по предельным размерам, содержаи ее цеиной конвейер для транспортирования изделия, источник и приемник светового излучения и роторы, один из которых снабжен
измерительными головками с неподвижными и подвижными в плоскости, перпендикулярной оптической оси, пластинами с отверстиями, образующими щелевые диафрагмы, отличающееся тем, что, с целью увеличения точности измерения, оно снабжено синхронизатором, кинематически связанным с имеющим измерительные головки ротором и электрически - с источником светового излучения, который выполнен импульсным.
2. Устройство по п. 1, отличающееся тем, что отверстия в пластинах выполнены с поперечными размерами, в сумме равными или пропорциональными полю допуска на контролируемый размер.
/////////Z,
w
20
Pus. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для идентификации объектов | 1989 |
|
SU1770947A1 |
| Фотоимпульсный измеритель диаметра | 1983 |
|
SU1224579A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ СТЕКЛЯННЫХ МИКРОСФЕР | 1990 |
|
RU2041747C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ ДВИЖЕНИЯ СУДНА ОТНОСИТЕЛЬНО ВОДНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2020520C1 |
| Датчик гальванометрического сканатора | 2021 |
|
RU2767033C1 |
| Устройство для контроля дефектов | 1985 |
|
SU1368741A1 |
| Способ контроля воздушного зазора в гидрогенераторах | 1989 |
|
SU1739189A1 |
| Устройство для контроля размеров изделий | 1985 |
|
SU1310626A1 |
| СВЕТОВАЯ МИШЕНЬ | 2002 |
|
RU2213320C1 |
| Способ оптического контроля качества преформы | 2020 |
|
RU2754028C1 |

/,
А т
.А.
игЛ
