Изобретение относится к производству упаковочных материалов, а именно к способу контроля качества преформы, используемой в дальнейшем для производства бесцветных и окрашенных пластиковых бутылок непосредственно в процессе производства преформы.
В настоящее время для производства пластиковых бутылок широко используются преформы, каждая из которых представляет собой толстостенный стакан с отформованной горловиной бутылки. Для получения пластиковой бутылки, преформу помещают в вакуумно-раздувочную машину, где подвергают разогреву и раздуву в форму конкретной бутылки. Качество раздува бутылки определяется наличием имеющихся дефектов в геометрии преформы, а также в соблюдении технологических и тепловых режимов при ее раздуве.
Активное использование ПЭТ бутылки для упаковки различного вида напитков привело к созданию высокопроизводительного оборудования для выдува ПЭТ бутылки из преформы. Производительность этого оборудования составляет 30-50 тысяч бутылок в час. Такие скорости предъявляют крайне жесткие требования к качеству ПЭТ преформы, так как попадание в машину выдува даже одной преформы с внутренним дефектом, например, непроплав, воздушный пузырь, цветовая неоднородность или крап в теле преформы приводят к остановке машины выдува, безвозвратным потерям большого количества находящейся в термотоннеле преформы и соответственно большим производственным потерям.
Известен способ контроля качества преформы (см. Технические условия «Комплект для пластиковых бутылок» ТУ-2297-001-47213996-97, 1997 г.), включающий контроль гарантированной геометрии преформы, ее веса и прозрачности. Но известный способ, во-первых, не гарантирует высокого качества раздуваемых бутылок, особенно из окрашенных преформ. Это связано с отсутствием контроля за характеристиками теплопроводности материала окрашеных преформ.
Во-вторых, известный способ не предназначен для определения таких дефектов в теле преформы как «газовые пузыри в теле», «непроплавы», «крап» и т.п.
Также известен способ контроля качества преформы, описанный в патенте США №7541556, кл. В07С 5/00, 2009 г. Способ предусматривает транспортировку полученных заготовок по заданной траектории движения, при этом вдоль этой траектории установлено оптическое устройство, пригодное для формирования изображения каждой из заготовок, которое сравнивает заготовку с заданным эталоном, а при отклонении заготовки от эталона, она выбраковывается.
Известный способ имеет один существенный недостаток, заключающийся в том, что контроль качества преформы производится уже после завершения изготовления преформы и поэтому является дополнительной производственной процедурой и соответственно требует дополнительных ресурсов таких как: персонал, производственное помещение, упаковочные материалы и производственное время.
Наиболее близким к заявляемому техническому решению, является способ контроля качества цветовых характеристик преформы в процессе производства, описанный в патенте «Инжекционно-литьевая машина (ИЛМ) с системой автоматического контроля и коррекции окрашивания изделий» (см. патент RU №2306222, кл. В29С 45/00, G05D 7/00, 2005 г. ). Способ включает двухстороннее просвечивание отформованной преформы источником оптического излучения, прием прошедшего через преформу оптического сигнала, который сравнивается с эталонный сигналом, соответствующему годному изделию.
В известном устройстве, благодаря способу оптического контроля преформ в процессе их производства, реализован объективный контроль за технологией окраски преформ и коррекцией подачи необходимой дозы красителя.
Известный способ позволяет производить полный или выборочный контроль изделий непосредственно в процессе их изготовления с возможностью осуществления технологической корректировки процесса, но при этом имеет три существенных недостатка.
Во-первых, как видно на фиг. 5 описания патента №2306222, оптический излучатель и оптический приемник отделены друг от друга двумя стенками ПЭТ преформы, что при работе с окрашенными изделиями сильно снижается чувствительность и способствует пропуску дефектов преформы.
Во-вторых, (см. фиг. 7 данной заявки) у прототипа при просвечивании преформы, часть ее стенки остается в тени, т.е. в темной зоне, в которой может находиться более 50% площади стенки преформы. Если дефект попадет в зону тени, то он не будет обнаружен.
В-третьих, известный способ имеет ограниченные функциональные возможности, т.к. обеспечивает контроль и корректировку только цветовых параметров преформы, но не способен зафиксировать в теле преформы такие дефекты как непроплав, воздушные пузыри, черные точки, появляющиеся попаданием в тело преформы подгоревшего или инородного материала.
Техническим результатом заявляемого способа контроля качества преформы в процессе ее производства является устранение указанных недостатков известного решения, а именно:
- повышение чувствительности способа контроля преформ, особенно, при работе с окрашенными изделиями, что практически исключает пропуск бракованной преформы;
- исключение зоны тени и, как следствие, повышение количества обнаруживаемых дефектов преформы;
- расширение функциональных возможностей способа, в частности, выявления в теле преформы таких дефектов как непроплав, воздушные пузыри, черные точки и т.п.
Указанный технический результат в способе оптического контроля качества преформы, включающем просвечивание отформованной преформы источником оптического излучения, прием прошедшего через преформу оптического излучения, которое затем сравнивают с эталонным оптическим излучением, прошедшим через годное изделие, после чего делают вывод о годности изготовленной преформы, достигается тем, что просвечивание стенок преформы осуществляют плоским круговым веерным пучком оптического излучения, плоскость которого перпендикулярна продольной оси преформы, для чего внутри преформы размещают источник оптического излучения, а снаружи - размещают приемник оптического излучения с плоской круговой зоной приема излучения, а сам процесс оптического контроля проводят путем одновременного синхронного перемещения относительно преформы источника и приемника оптического излучения таким образом, чтобы просканировать всю боковую поверхность преформы и получить развертку ее оптической плотности, которую затем сравнивают с оптической плотностью боковой поверхности эталонной преформы.
Указанное выполнение заявляемого способа оптического контроля качества преформы позволяет решить сразу несколько задач.
Во-первых, повысить вдвое чувствительность способа, т.к. просвечивается только одна стенка преформы, а не две как в прототипе.
Во-вторых, полностью исключается зона тени, а значит, контролируется вся поверхность преформы путем досконального просмотра полной развертки оптической плотности ее боковой поверхности.
В-третьих, существенно расширяются функциональные возможности заявляемого способа, который контролирует не только цветовые параметры преформы, но и способен зафиксировать в теле преформы такие микро дефекты как непроплав, воздушные пузыри, черные точки, появляющиеся попаданием в тело преформы подгоревшего или инородного материала.
Целесообразно на оси преформы разместить точечный излучатель, например, миниатюрную лампу свечения, нить накала которой располагают в центре плоской круговой зоны приема оптического излучения, либо светодиод, излучающую поверхность которого располагают в центре плоской круговой зоны приема оптического излучения. При этом плоская кольцевая диафрагма выполняет роль пространственного фильтра, вырезающего наиболее информативную плоскость свечения (с максимальной шириной спектра излучения).
Выгодно вокруг оси преформы разместить кольцевой оптический излучатель, кольцевую излучающую поверхность которого совмещают с плоскостью плоской круговой зоны приема оптического излучения, при этом в качестве кольцевой излучающей поверхности можно использовать, например, боковую поверхность зеркального конуса, имеющего угол при основании равный 45 градусам и закрепленного своей вершиной на конце светопроводящего стержня, установленного вдоль оси преформы и подсвечиваемого со стороны вершины конуса параллельным пучком оптического излучения.
Перспективно выполнить плоскую круговую зону приема излучения путем установки плоской кольцевой диафрагмы, диаметр которой превышает максимальный диаметр преформы и позволяет ей свободно перемещаться вдоль всей высоты преформы, при этом внутри диафрагмы разместить веер открытых концов оптических волокон, установленных радиально в плоскости круга.
Таким образом, заявляемый способ оптического контроля качества преформ позволяет проводить контроль их качества непосредственно в процессе производства, при этом за счет повышения его чувствительности и исключения из области контроля зон тени, удается существенно повысить не только качество контроля, но и исключить пропуск бракованной преформ с такими дефектами в теле, как непроплав, воздушные пузыри, цветовая неоднородность или крап и, тем самым, исключает в дальнейшем остановку машины выдува и значительные производственные потери, что не имеет аналогов среди известных способов контроля качества преформ непосредственно в процессе их производства, а значит, соответствует критерию «изобретательский уровень».
Суть заявляемого способа поясняется рисунками на фиг. 1-7.
На фиг. 1 представлен рисунок, поясняющий вариант реализации заявляемого способа контроля качества преформы с точечным источником света, расположенным внутри преформы и синхронно с ним перемещаемым относительно преформы, кольцевым щелевым приемником оптического излучения, установленным снаружи преформы, где: 1 - контролируемая преформа, закрепленная внутри оптического блока 2 (корпус блока показан условно); размещенный внутри преформы 1 шток 3 с закрепленной на его конце микролампой 4, излучающей свет в различных направлениях 5 вокруг себя; установленный снаружи преформы 1 приемник оптического излучения 6 с плоской кольцевой диафрагмой 7, внутри которой размещен плоский веер оптических волокон 8, собранных на выходе оптического блока в пучок 9; 10 - механизм перемещения преформы 1 внутри оптического блока (показан условно).
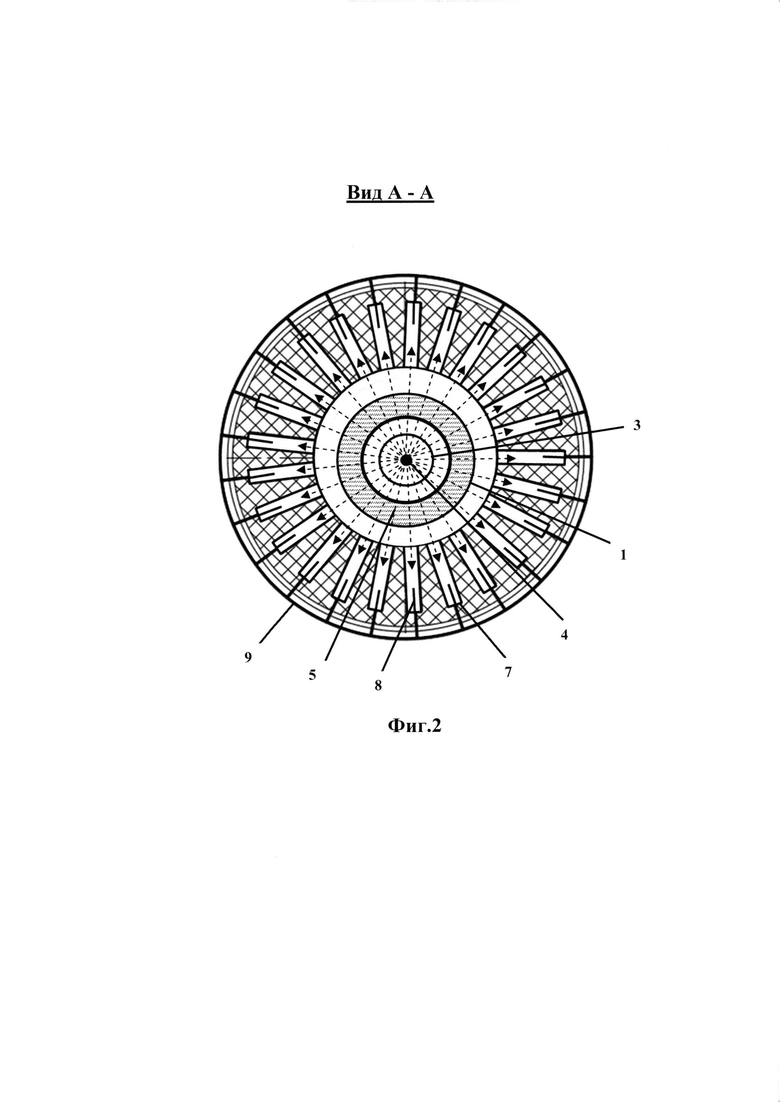
На фиг. 2 представлен рисунок вида А-А (см. фиг. 1), поясняющий направление света от микролампы 4 через стенки преформы 1 к оптическим волокнам 8, расположенным внутри плоской кольцевой диафрагмы.
На фиг. 3а и 3б представлены рисунки, поясняющие вариант реализации заявляемого способа контроля качества преформы с кольцевым оптическим излучателем, расположенным внутри преформы и синхронно с ним перемещаемым относительно преформы, кольцевым щелевым приемником оптического излучения, установленным снаружи преформы, где: 11 - контролируемая преформа, закрепленная внутри оптического блока 12 (корпус блока показан условно); внутри преформы 11 размещен шток-световод 13 с закрепленным на одном его конце источником света, состоящим из лампы 14 и двояковыпуклой линзы 15 с выходным параллельным пучком 16, проходящим внутри штока-световода 13, на другом конце которого установлен зеркальный прямой конус 17 с углом наклона образующей к основанию равным 45 градусам, который отражает падающий на него параллельный пучок света 16 под углом 90 градусов, преобразуя свет в плоский верный пучок 18, направленный в сторону плоской кольцевой диафрагмы 19, внутри которой, размещен плоский веер оптических волокон 20 приемника оптического излучения 21; на выходе оптического блока 12 все оптические волокна собраны в пучок 22; 23 - механизм перемещения преформы 11 внутри оптического блока (показан условно).
На фиг. 4 представлен рисунок вида В-В (см. фиг. 3а), поясняющий направление света от лампы 14, преобразованного в параллельный пучок света 16, проходящий через стеклянный шток-световод 13 до зеркального конуса 17, который отражает падающий на него параллельный пучок света 16 под углом 90 градусов, преобразуя свет в плоский верный пучок 18, который затем, проходя через стенку преформы 11 и диафрагму 19, попадает на вход оптических волокон 20.
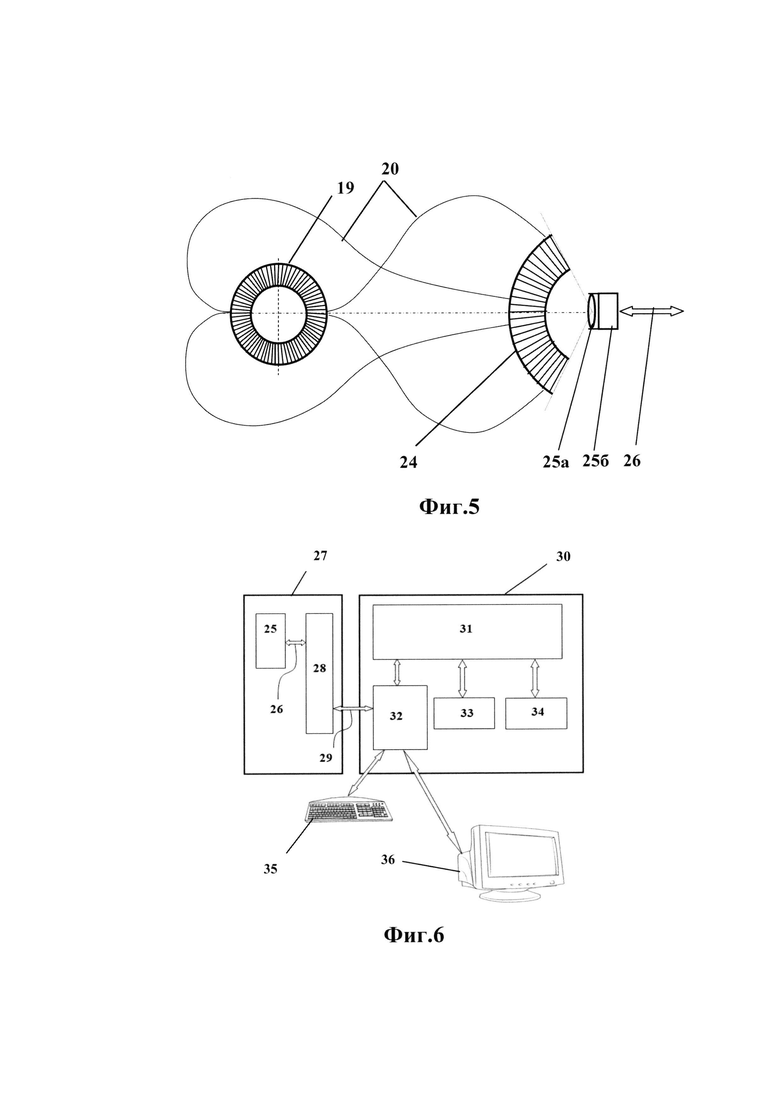
На фиг. 5 приведена схема передачи оптического изображения на приемное окно ПЗС матрицы (матрица приборов с зарядовой связью), включающая: кольцевую диафрагму 19; оптические волокна 20; коллектор оптоволокон 24, который оптически связан с фотоприемником 25, выход которого соединен с шиной данных 26.
На фиг. 6 приведена блок-схема оптико-электронного преобразователя 27, состоящего из фотоприемника 25, соединенного шиной данных 26 с блоком управления 28. Также на фиг. 6 приведена блок схема компьютерного устройства 30, на вход которого по шине передачи данных 29 поступают сигналы с оптико-электронного преобразователя 27. В состав компьютерного устройства 30 входят: процессор 31; устройство ввода-вывода 32; ОЗУ (оперативно-запоминающее устройство) 33; ПЗУ (постоянно запоминающее устройство) 34; а также внешние устройства - клавиатура 35 и монитор 36.
На фиг. 7 представлен рисунок, поясняющий возникновение зоны тени (темной зоны), возникающей при использовании способа, взятого в качестве прототипа.
Осуществление заявляемого способа рассмотрим на примерах с использованием различных вариантов его реализации.
Вариант 1.
Сначала рассмотрим осуществление заявляемого способа с использованием устройства, представленного на фиг. 3а. Устройство участвует в каждом рабочем цикле ИЛМ. При передаче изделий из робота переноса в охлаждающий блок, оно производит полное сканирование тела преформы для выявления наличия таких дефектов в теле преформы как непроплав, воздушные пузыри, цветовая неоднородность или крап. При регистрации наличия дефектной преформы в устройстве, подается сигнал на систему отбраковки и дефектное изделие сбрасывается в отдельный контейнер для дефектных преформ. Рассмотрим более подробно работу оптического устройства, контролирующего качество преформы И, которая сканируется за счет ее перемещения относительно кольцевого источника света 18 (святящегося кольца на боковой поверхности конуса 17) и совместно с ним перемещающегося кольцевого приемника оптического излучения 21. Отличительной особенностью данного варианта реализации способа является то, что в качестве источника света выступает лампа 14, расположенная вне преформы и находящаяся в фокусе двояковыпуклой линзы 15, преобразующей расходящийся световой лампы 14 в параллельный пучок света 16, который проходя внутри штока-световода 13 падает на зеркальный прямой конус 17 с углом наклона образующей к основанию, равным 45 градусам. Конус отражает падающий на него параллельный пучок света 16 под углом 90 градусов, преобразуя свет в плоский верный пучок 18, который проходит через стенку преформы 11, а затем радиальный световой поток пропорциональный прозрачности стенки преформы попадает в приемную диафрагму 19, в которой расположен открытый конец оптоволокна 20. На разрезе В-В (см. фиг. 4) схематично показано азимутальное расположение приемных торцов оптоволокон 20, которые передают световой поток на щелевую плоскость радиального излучающего коллектора 24 (см. фиг. 5). Световой поток выходит из торцевых сечений оптоволокон 20, упорядоченно расположенных на радиальном излучающем коллекторе 24 и попадает на блок фотоприемника 25, состоящего из оптических линз 25а, переносящих это изображение на приемное окно ПЗС матрицы 256. ПЗС матрица - это аналоговая интегральная микросхема, состоящая из светочувствительных фотодиодов и использующую технологию ПЗС - приборов с зарядовой связью. Таким образом, изображение проекции щелевого светового потока прошедшего через стенку преформы 11 по ее периметру переносится на приемное окно ПЗС матрицы 256, которая преобразует поступающие с оптических волокон 20 световые потоки различной интенсивности в электрические сигналы пропорциональные плотности отдельных участков боковой поверхности преформы. Блок управления 28 (см. фиг. 6) производит постоянный опрос ПЗС матрицы 256, а полученные им с ПЗС матрицы электрические сигналы по шине передачи данных 29 передает на вход компьютерного устройства 30, которое затем эти сигналы сравнивает с сигналами эталонной преформы, хранящимися в его ПЗУ 34. Если полученные сигналы не превышают предела допуска с эталонными сигналами - делается вывод о годности изделия. Вариант 2.
Аналогичным образом функционирует заявляемый способ при помощи устройства, представленного на фиг. 1. Отличием от варианта 1, является то, что представленая схема устройства для оптического контроля качества преформы функционирует с точечным источником света, расположенным внутри преформы и щелевым приемником оптического излучения, установленным снаружи преформы. Источник света и щелевой приемник, также совместно перемещаются относительно преформы. Поскольку точечный источник 4 излучает свет 5 вокруг себя в различных направлениях, то приемник оптического излучения 6 снабжен плоской кольцевой диафрагмой 7, которая пропускает только ту часть излучения 5, которая проходит через тело преформы 1 и соответствует ширине входной щели диафрагмы 7, внутри которой размещено оптическое волоконо 8. За счет этого мы контролируем кольцевой срез преформы 1, равный ширине входной щели диафрагмы 7.
Для технической реализации заявляемого технического решения, был разработан макет устройства, представленный на фиг. 1. Ниже приведены основные технические характеристики макета устройства.
1. В качестве точечного источника света 4 использовался светодиод белого диапазона излучения марки XBHAWT-00-0000-000LT60E1.
2. В качестве приемника оптического излучения 6 использовался веер оптических волокон в количестве 150 штук, образующих кольцевой веерный приемник диаметром 47 мм, который на 4 мм превышал максимальный диаметр преформы. Ширина входной щели диафрагмы 7 соответствовала 1.5 мм.
3. Точечный источник света и приемника оптического излучения были закреплены на общей подвижной платформе, которая сканировала преформу на всю высоту (110 мм) за время равное 0.7 сек.
4. В качестве ПЗС матрицы использовалась микросхема ILX751B (производитель Sony Corporation) с разрешением 2048 пикселей.
5. В качестве объектива 25а, проецирующего световые импульсы на ПЗС матрицу использовался объектив на основе линз АЛ5.934.020 и АЛ7.554.010.
6. Считывание сигналов с ПЗС матрицы осуществлялось стандартной электронной схемой на базе микропроцессорной сборки TMDSLCDK138 от компании TEXAS INSTRUMENTS.
7. В качестве компьютерного устройства 30 использовался персональный компьютер марки «DELL Optiplex 5070»: процессор: Intel Core i7 9700T; частота процессора: 2 ГГц (4.3 ГГц, в режиме Turbo); оперативная память: SO-DIMM, DDR4 8192 Мб 2666 МГц; видеокарта: Intel UHD Graphics 630; SSD: 256ГБ; операционная система: Windows 10 Professional.
Макет устройства полностью подтвердил преимущества заявляемого способа по сравнению с прототипом, особенно, в части выявления таких дефектов производства как непроплав, воздушные пузыри, черные точки, цветовая неоднородность или крап.




Изобретение относится к производству упаковочных материалов, а именно к способу контроля качества преформы, используемой в дальнейшем для производства бесцветных и окрашенных пластиковых бутылок. Cпособ оптического контроля качества преформы включает просвечивание отформованной преформы источником оптического излучения. Прием прошедшего через преформу оптического излучения, которое затем сравнивают с эталонным оптическим излучением, прошедшим через годное изделие, после чего делают вывод о годности изготовленной преформы. Просвечивание стенок преформы осуществляют плоским круговым веерным пучком оптического излучения, плоскость которого перпендикулярна продольной оси преформы, для чего внутри преформы размещают источник оптического излучения, а снаружи - размещают приемник оптического излучения с плоской круговой зоной приема излучения. Сам процесс оптического контроля проводят путем одновременного синхронного перемещения относительно преформы источника и приемника оптического излучения таким образом, чтобы просканировать всю боковую поверхность преформы и получить развертку ее оптической плотности, которую затем сравнивают с оптической плотностью боковой поверхности эталонной преформы. Техническим результатом изобретения является повышение точности контроля качества преформы. 4 з.п. ф-лы, 8 ил.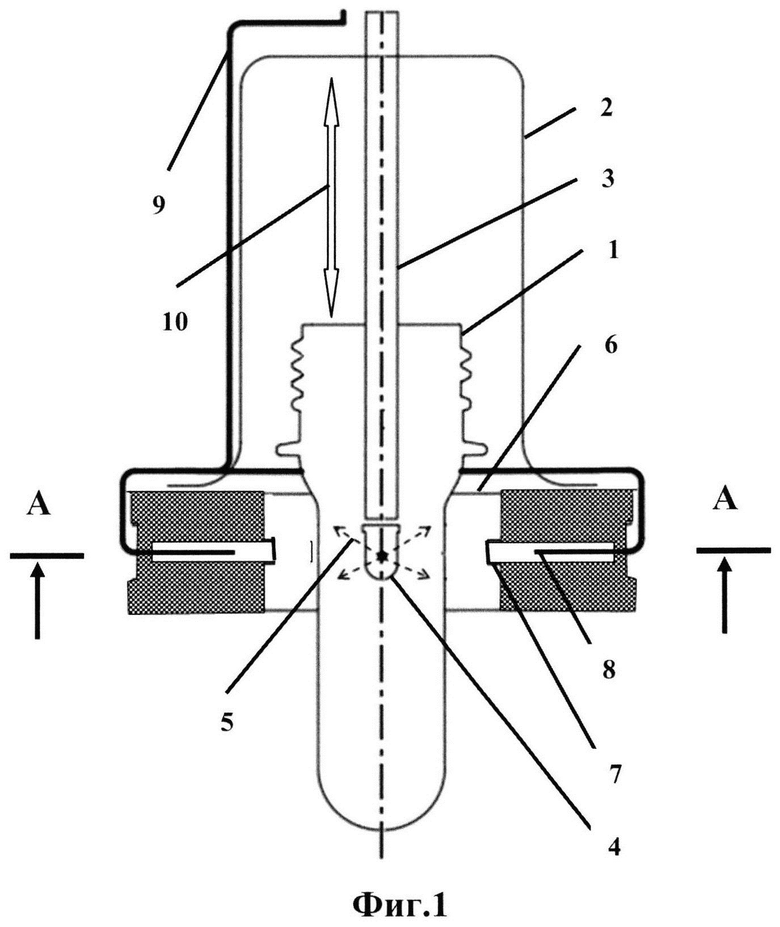
1. Способ оптического контроля качества преформы, включающий просвечивание отформованной преформы источником оптического излучения, прием прошедшего через преформу оптического излучения, которое затем сравнивают с эталонным оптическим излучением, прошедшим через годное изделие, после чего делают вывод о годности изготовленной преформы, отличающийся тем, что просвечивание стенок преформы осуществляют плоским круговым веерным пучком оптического излучения, плоскость которого перпендикулярна продольной оси преформы, для чего внутри преформы размещают источник оптического излучения, а снаружи - размещают приемник оптического излучения с плоской круговой зоной приема излучения, а сам процесс оптического контроля проводят путем одновременного синхронного перемещения относительно преформы источника и приемника оптического излучения таким образом, чтобы просканировать всю боковую поверхность преформы и получить развертку ее оптической плотности, которую затем сравнивают с оптической плотностью боковой поверхности эталонной преформы.
2. Способ по п. 1, отличающийся тем, что на оси преформы размещают точечный оптический излучатель, типа миниатюрной лампы свечения, нить накала которой располагают в центре плоской круговой зоны приема оптического излучения.
3. Способ по п. 1, отличающийся тем, что на оси преформы размещают точечный оптический излучатель, типа светодиода, излучающую поверхность которого располагают в центре плоской круговой зоны приема оптического излучения.
4. Способ по п. 1, отличающийся тем, что вокруг оси преформы размещают кольцевой оптический излучатель, кольцевую излучающую поверхность которого совмещают с плоскостью плоской круговой зоны приема оптического излучения, при этом в качестве кольцевой излучающей поверхности можно использовать, например, боковую поверхность зеркального конуса, имеющего угол при основании, равный 45 градусам, и закрепленного своей вершиной на конце светопроводящего стержня, установленного вдоль оси преформы и подсвечиваемого со стороны вершины конуса параллельным пучком оптического излучения.
5. Способ по п. 1, отличающийся тем, что плоскую круговую зону приема излучения осуществляют путем установки плоской кольцевой диафрагмы, диаметр которой превышает максимальный диаметр преформы и позволяет ей свободно перемещаться вдоль всей высоты преформы, при этом внутри диафрагмы размещают веер открытых концов оптических волокон, установленных радиально в плоскости круга.
| ИНЖЕКЦИОННО-ЛИТЬЕВАЯ МАШИНА С СИСТЕМОЙ АВТОМАТИЧЕСКОГО КОНТРОЛЯ И КОРРЕКЦИИ ОКРАШИВАНИЯ ИЗДЕЛИЙ | 2005 |
|
RU2306222C2 |
| WO 2018051046 A1, 22.03.2018 | |||
| KR 20040048901 A, 10.06.2004 | |||
| Устройство для контроля качества плоских текстильных материалов | 1986 |
|
SU1374105A1 |
| Устройство для контроля дефектов поверхности тел вращения | 1982 |
|
SU1073645A1 |

