Для натяжки воздушных электрических сталеалюминиевых проводов применяются зажимы, которые концы проводов закрепляют или путем холодной опрессовки (диаметральное обжатие), или путем волочения (осевое обжатие).
Анкерные зажимы, закрепляющие сталеалюминиевый провод путем опрессовки, являются наиболее совершенным типом, так как позволяют иметь надежный, противостоящий коррозии алюминия, ответвительный контакт через алюминиевую гильзу зажима.
Алюминиевая гильза известных конструкций анкерных зажимов прессуемого типа изготовляется путем отливки, что вызывается применением проушины для отдельной анкеровки алюминиевых повивов провода.
Высокие требования, предъявляемые к чистоте алюминия в указанных деталях, вызывают значительные технологические трудности отливки, производственный процесс удлиняется и удорожается, при этом не исключаются скрытые пороки, имеющие место в литых изделиях.
Кроме отмеченного, отдельное анкерование стальной жилы и алюминиевых повивов провода вызывает осложнение монтажа.
Предлагаемое изобретение имеет целью устранение отмеченных недостатков и получение конструкции, более удобной для массового производства и монтажа.
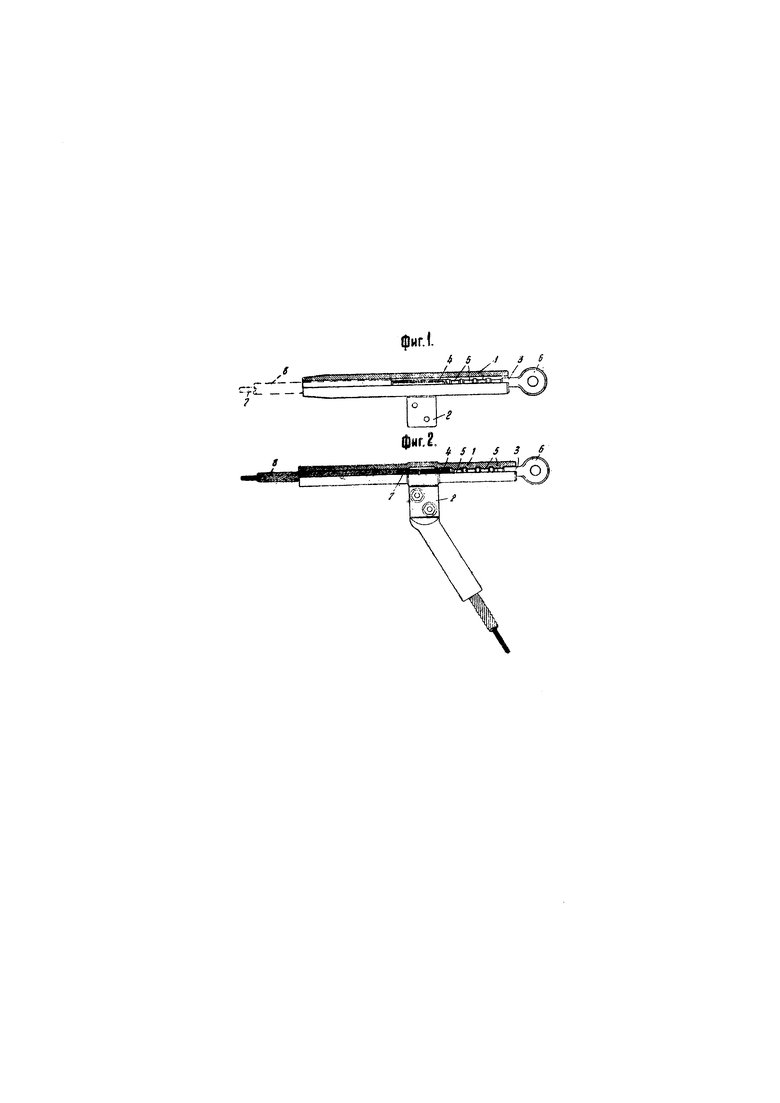
На чертеже фиг. 1 изображает предлагаемый зажим с частичным разрезом до запрессовки; фиг. 2 - зажим с запрессованным концом проводя.
Алюминиевая гильза 1 выполняется цельнотянутой, что гарантирует требуемое качество материала и значительно ускоряет производственный процесс; при этом гильза может быть выполнена с наиболее удобным для запрессовки профилем и с контактной частью 2 служащей для присоединения ответвления. Стальной анкер 3 выполняется сплошным, т.е. увязывающим в одно целое гильзу 4, в которую запрессовывается конец стальной жилы провода, участок, снабженный выточками 5, на котором запрессовывается алюминиевая гильза (эти выточки выполняются из расчета равнопрочной работы на скалывание алюминия и стали), и кольцо 6 для скрепления зажима с гирляндой изоляторов.
Монтаж зижима производится в следующем порядке. Алюминиевая гильза 1 надвигается на провод 8 так, чтобы выступил конец с обнаженной стальной жилой 7, затем на стальную жилу 7 надвигается гильза 4 анкера и запрессовывается, после чего устанавливается под запрессовку алюминиевая гильза 1; запрессовка алюминиевой гильзы 1 ведется в направлении к концу провода, причем происходящее удлинение ее компенсируется предварительным сдвигом от кольца 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ опрессовки зажимов для гибких элементов | 1975 |
|
SU573833A1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2003 |
|
RU2232455C1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ (ВАРИАНТЫ) | 2019 |
|
RU2711333C1 |
| Анкерный зажим для сталеалюминиевых проводов | 1935 |
|
SU48669A1 |
| СОЕДИНИТЕЛЬНЫЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2017 |
|
RU2660172C1 |
| СОЕДИНИТЕЛЬНЫЙ ПРЕССУЕМЫЙ ЗАЖИМ (ВАРИАНТЫ) | 2019 |
|
RU2716284C1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2019 |
|
RU2721083C1 |
| Натяжной прессуемый зажим | 1981 |
|
SU1014083A1 |
| Электрический соединитель | 1975 |
|
SU597355A3 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2016 |
|
RU2631858C2 |
1. Анкерный зажим для сталеалюминиевых проводов, состоящий из анкерной части 3, в которой зажимается путем опрессовки стальная жила провода, и алюминиевой гильзы 1, соединяемой опрессовкой с алюминиевой частью провода, отличающийся тем, что упомянутая алюминиевая гильза выполнена цельнотянутой и скрепляется с анкером 3 также путем опрессовки.
2. При зажиме по п. 1 применение сплошного анкера 3, снабженного выступами 5, обеспечивающими надлежащую связь его с алюминиевой гильзой.
