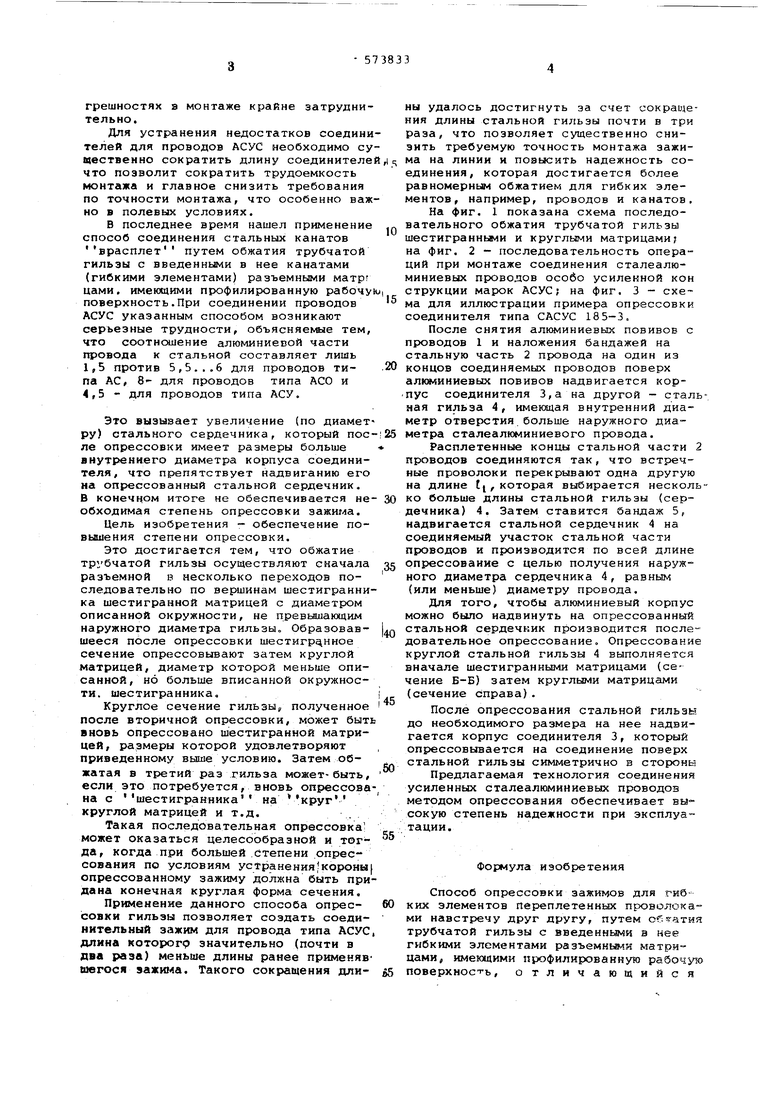
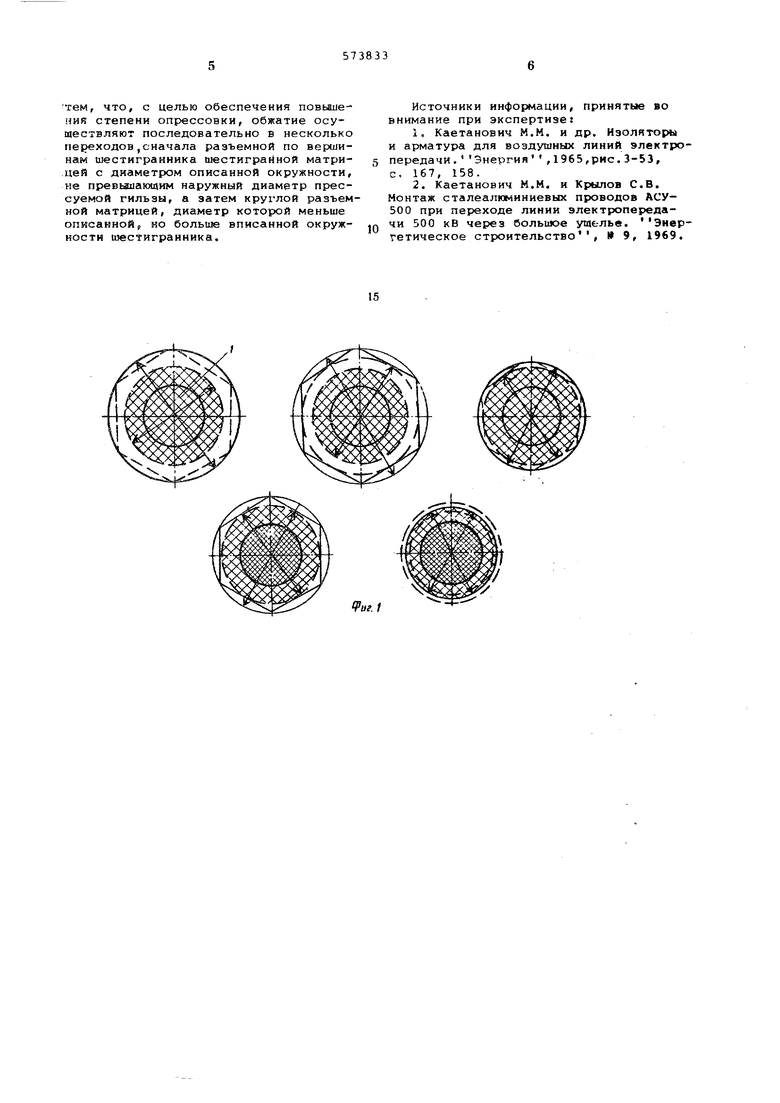
грешностях а монтаже крайне затруднительно. Для устранения недостатков соедини телей для проводов АСУС необходимо су цественно сократить длину соединителе что позволит сократить трудоемкость монтажа и главное снизить требования по точности монтажа, что особенно важ но в полевых условиях. В последнее время нашел применение способ соединения стальных канатов врасплет путем обжатия трубчатой гильзы с введенными в нее канатами (гибкими элементами) разъемными матрг цами. имеющими профилированную рабочу поверхность.При соединении проводов АСУС указанным способом возникают серьезные трудности, объясняеьвле тем, что соотношение алюминиевой части провода к стальной составляет лишь 1,5 против 5,5...6 для проводов типа АС, 8- для проводов типа АСО и 4,5 - для проводов типа АСУ. Это вызывает увеличение (по диамет ру) стального сердечника, который пос ле опрессовки имеет размеры больше внутреннего диаметра корпуса соединителя, что препятствует надвиганию его на опрессованный стальной сердечник. В конечном итоге не обеспечивается не обходимая степень опрессовки зажима. Цель изобретения - обеспечение повышения степени опрессовки. Это достигается тем, что обжатие трубчатой гильзы осуществляют сначала разъемной в несколько переходов последовательно по вершинам шестигранни ка шестигранной матрицей с диаметром описанной окружности, не превышающим наружного диаметра гильзы. Образовавшееся после опрессовки шестигранное сечение опрессовывают затем круглой матрицей, диаметр которой меньше описанной, но больше вписанной окружности, шестигранника. Круглое сечеиие гильзы, полученное после вторичной опрессовки, может быт вновь опрессовано шестигранной матрицей, размеры которой удовлетворяют приведенному выше условию. Затем обжатая в третий раз гильза может-быть, если это потребуется, вновь опрессова на с шестигранника на круг круглой матрицей и т.д. Такая последовательная опрессовка может оказаться целесообразной и тогда, когда при большей степени рпрессования по условиям yctpaнeния кopoны спрессованному зажиму должна быть при дана конечная круглая форма сечения. Применение данного способа опрессовки гильзы позволяет создать соединительный зажим для провода типа АСУС длина которогр значительно (почти в два раза) меньше длины ранее применяв шегося эажш4а. Такого сокращения длины удалось достигнуть за счет сокращения длины стальной гильзы почти в три раза, что позволяет существенно снизить требуемую точность монтажа зажима на линии и повысить надежность соединения, которая достигается более равномерньа 1 обжатием для гибких элементов, например, проводов и канатов. На фиг. 1 показана схема последовательного обжатия трубчатой гильзы шестигранными и круглыми матрицами на фиг. 2 - последовательность операций при монтаже соединения сталеалюминиевых проводов особо усиленной кон струкции марок АСУС; на фиг. 3 - схема для иллюстрации примера опрессовки соединителя типа САСУС 185-3. После снятия алюминиевых повивов с проводов 1 и наложения бандажей на стальную часть 2 провода на один из концов соединяемЕлх проводов поверх алкялиниевых повивов надвигается корПус соединителя 3,а на другой - стальная гильза 4, имекадая внутренний диаметр отверстия больше наружного диаметра сталеалюминиевого провода. Расплетенные концы стальной части 2 проводов соединяются так, что встречные проволоки перекрывают одна другую на длине tj, которая выбирается несколько больше длины стальной гильзы (сердечника) 4. Затем ставится бандаж 5, надвигается стальной сердечник 4 на соединяемый участок стальной части проводов и производится по всей длине рпрессование с целью получения наружного диаметра сердечника 4, равным (или меньше) диаметру провода. Для того, чтобы алюминиевый корпус можно было надвинуть на опрессованный стальной сердечник производится последовательное опрессование. Опрессование круглой стальной гильзы 4 выполняется вначале шестигранными матрицами (сечение Б-Б) затем круглыми матрицами (сечение справа). После опрессования стальной гильзы до необходимого размера на нее надвигается корпус соединителя 3, который опрессовывается на соединение поверх стальной гильзы симметрично в стороны Предлагаемая технология соединения усиленных сталеалюминиевых проводов методом опрессования обеспечивает высокую степень надежности при эксплуатации. Формула изобретения Способ опрессовки зажимов для гибких элементов переплетенных проволоками навстречу друг другу, путем об гатия трубчатой гильзы с введенньд и в нее гибкими элементами разъемными матрицами, имеющими профилированную рабочую поверхность, отличающийся
тем, что, с целью обеспечения повышения степени опрессовки, обжатие осуществляют последовательно в несколько пе{ еходов ,сначала разъемной по вершинам шестигранника шестигранной матри,цей с диаметром описанной окружности, не превышающим наружный диаметр прессуемой гильзы, а затем круглой разъемной матрицей, диаметр которой меньше описанной, ко больше вписанной окружности шестигранника.
Источники информации, принятые во внимание при экспертизе:
1,Каетанович М.М. и др. Изоляторы
и арматура для воздушных линий электропередачи.Энергия,1965,рис.3-53, с. 167, 158.
2.Каетанович М.М. и Крылов С.В. Монтаж сталеалюминиевых проводов АСУ500 при переходе линии электропередачи 500 кВ через большое ущелье. ЭнврW 9, 1969.
гетическое строительство
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединительный прессуемый зажим и способ его монтажа | 1985 |
|
SU1363351A1 |
| СОЕДИНИТЕЛЬНЫЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2017 |
|
RU2660172C1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ (ВАРИАНТЫ) | 2019 |
|
RU2711333C1 |
| СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ КОМБИНИРОВАННОГО ТИПА | 2004 |
|
RU2272343C1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2003 |
|
RU2232455C1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2016 |
|
RU2631858C2 |
| РЕМОНТНЫЙ ЗАЖИМ | 2005 |
|
RU2285991C1 |
| Натяжной прессуемый зажим | 1981 |
|
SU1014083A1 |
| СОЕДИНИТЕЛЬНЫЙ ПРЕССУЕМЫЙ ЗАЖИМ (ВАРИАНТЫ) | 2019 |
|
RU2716284C1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2019 |
|
RU2721083C1 |

У
-ма
I
2
г
СЖ1
Нйапус соединителе {до опреесовни)
,гчник . , jsa опрессобки
в-в
Матрица
(марна Ma-if
Матрица ..,/fМарна С- 26
в-8
Vui.3
