Изобретение относится к области измерительной техники, в частности к способам проверки неплоскостности крупногабаритных деталей машин.
Известен способ проверки неплоскостностп, заключающийся в том, что замеряют отклонения точек проверяемых плоскостей от вспомогательной плоскости, созданной измерительным устройством в виде двух узких образцовых поверхостей. На вспомогательную плоскость ставят линейку, но которой перемещают ползун с индикатором. Линейку вместе с ползуном и индикатором также перемещают вдоль проверяемой поверхности, снимают показания индикатора. Такой способ проверки удобен для деталей небольших размеров.
Однако при проверке неплоскостности крупногабаритных деталей с оппозитным расположением плоскости, например стола и ползуна пресса в сборе, для создания вспомогательной плоскости необходимо устройство больших размеров и веса, которое при этом не позволяет контролировать обе плоскости (стола и ползуна), расположенные сверху и снизу от всппмогательпой плоскости, с одного уста.нова.
Недостатком известного способа является также неудобство в пользовании громоздкилт и тяжелым устройством в цеховых условиях и необходимость применять средства транспортировки.
С целью обеспечения проверки с одного установа двух оннозитно располол енных плоскостей .крупногабаритных деталей по предлаraeMiOMy способу вспомогательную -плоскость материализуют установкой в одну плоскость двух узких образцовых поверхностей при помощи регулируемых опор, уровня и поверочной линейки.
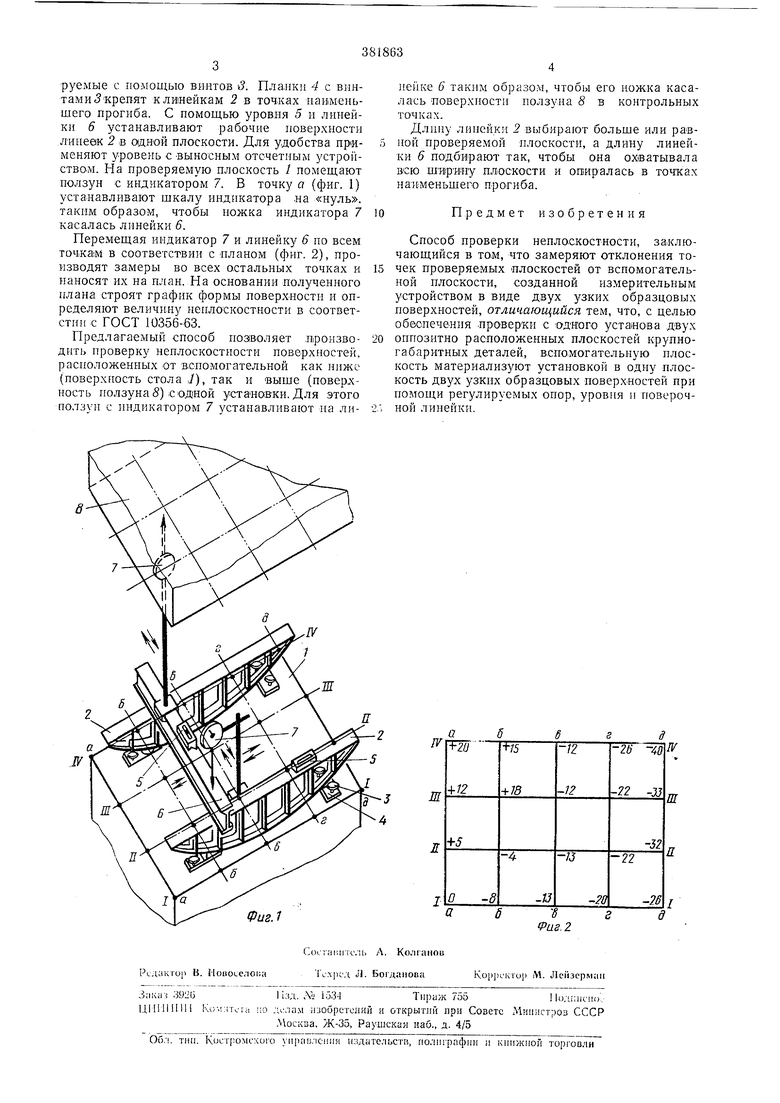
На фиг. 1 изображена схема проверки неилоскостности; на фиг. 2 - нлан проверяемой нлоскости.
Предлагаемый способ провер-ки ненлоскостностп заключается в замере точек .проверяемой поверхности от вспомогательной плоскости, построенной с помощью двух образцовых линеек, рабочие поверхности которых устанавливают в одну плоскость при помощи уровня и третьей линейки, которую перемещают по вспо.могательной плоскости.
Отсчет отклонений производят по индикатору, установленному на ползуне, от третьей линейки. По.1ученные замеры наносят на нлан и строят график фор.мы поверхности.
Процесс проверки неплоскостности состоит в следующем.
Контролируемую плоскость / выставляют горизонтально по уровню, делят ее на необходимое количество участков (фиг. 1). Две поверочные линейки 2, например, типа ШМ ГОСТ 8026-64 устанавливают «а опоры, регули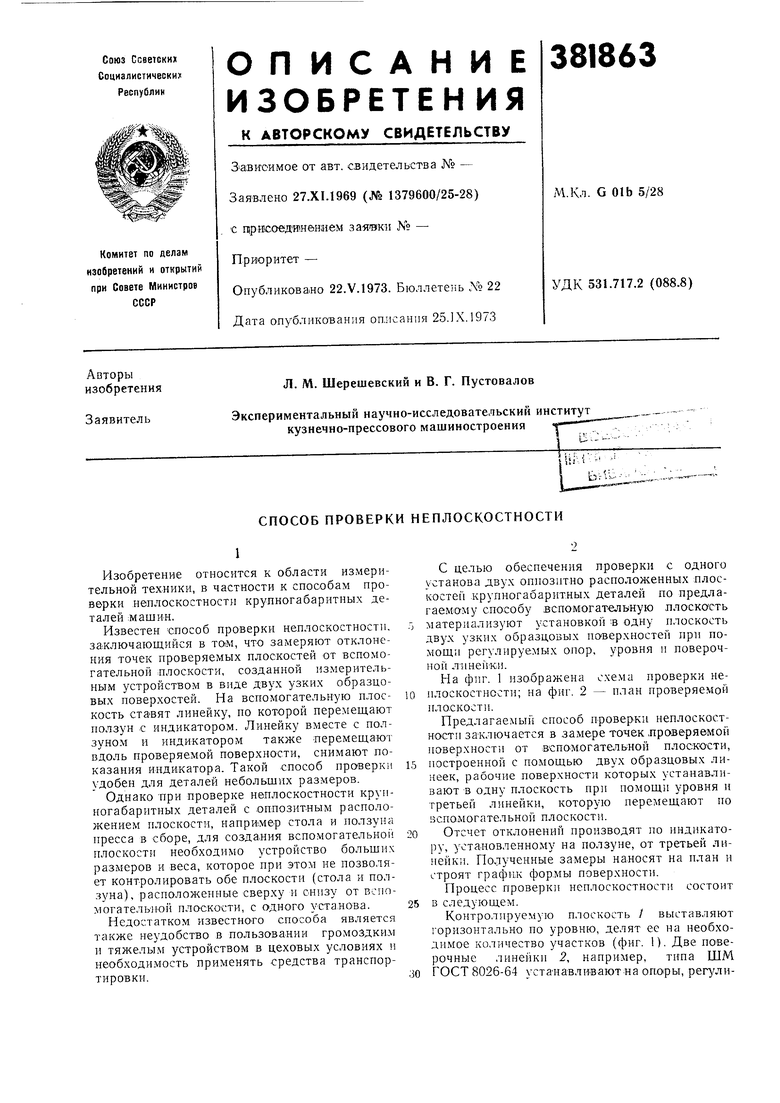
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ НЕПЛОСКОСТНОСТИ МНОГОСЛОЙНЫХ КОМПОЗИТНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2727548C1 |
| Способ контроля неплоскостности | 1977 |
|
SU911126A1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ | 2008 |
|
RU2362119C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ПАРАЛЛЕЛЬНОСТИ РЕЛЬСОВОГО ПУТИ К ПРОДОЛЬНОЙ ОСИ ЛЕСОПИЛЬНОЙ РАМЫ | 2012 |
|
RU2510329C2 |
| СПОСОБ ИЗМЕРЕНИЯ УГЛА ПОВОРОТА СЕЧЕНИЯ ПРИ ИЗГИБЕ СТЕРЖНЯ | 2023 |
|
RU2818857C1 |
| СПОСОБ ОЦЕНКИ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ ПО ПЛАСТИ (КРЫЛОВАТОСТИ) ПИЛОМАТЕРИАЛОВ | 2008 |
|
RU2365874C1 |
| СПОСОБ КОНТРОЛЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2168150C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ПАРАЛЛЕЛЬНОСТИ РЕЛЬСОВОГО ПУТИ К ПРОДОЛЬНОЙ ОСИ ЛЕСОПИЛЬНОЙ РАМЫ (ЛР) | 2008 |
|
RU2388593C1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ | 2014 |
|
RU2550317C1 |
| ПЛАНАРНЫЙ СКАНЕР | 1989 |
|
SU1841123A1 |
