,1
Изобретение относится к вычислительным приборам для определения устанювочных геометрических параметров, в частности, для определения начальных смещен1ий рабочих органов металлообрабатывающих станков при изготовлении зубьев режущих инструментов, например фрез, сверл, зенкеров, разверток и др.
Известны вычислительные приборы для определения установочных геометрических параметров, содержащие сектор с угловой шкалой и :нониусн1ым движком, установленную жестко по хорде сектора планку с линейной шкалой, перемещаемый вдоль иланки ползун с нониусом, установлен1ную в ползуне в плоскости сектора перпендикулярно планке подвижную лнней.ку со сменными штифтами.
Предлагаемый прибор отличается от известного тем, что он снабжен установленной жестко по диаметру сектора параллельно планке второй планкой с линейной шкалой, перемешаемым вдоль этой планки вторым ползуном с нониусом, угломером, сектор которого жестко установлен на втором ползуне, второй линейкой, установленной подвижно в движке угломера, и вторым угломером, движок которого подвижно установлен на второй линейке, а сектор снабжен указателем.
Такое выполнение вычислительного прибора позволяет определять начальные смещения
рабочих органов металлообрабатывающих станков при изготовлении зубьев режущих инструментов.
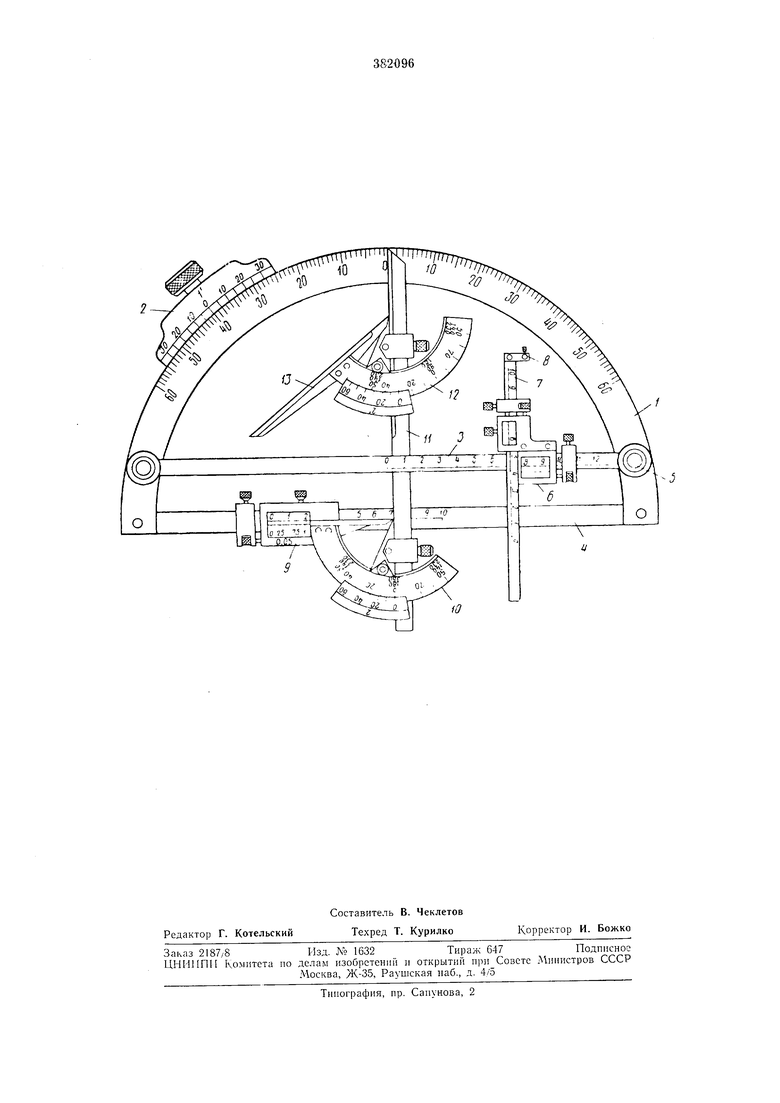
На чертеже изображен предлагаемый вычислительный ирибор.
Прибор содержит сектор 1 с угловой шкалой и нониусным движком 2. На секторе по его хорде и диаметру жестко закреплены две иланки 3 и 4 с линейными шкалами, причем
планка 3 закреплена над планкой 4 на стойках 5. На планке 5 установлен перемещаемый вдоль нее ползун 6 с нониусом, а в ползуне установлена в плоскости сектора и перпендикулярно планке подвижная линейка 7
со сменными штифтами 8.
На плаике 4 установлен иеремеи аемып вдоль этой илаики второй ползун 9 с нониусом, с которым жестко скреплен сектор угломера 10. В движке угломера 10 иодвижно
установлена вторая линейка 11, на которой также иодвижно установлен движок второго угломера 12. Сектор угломера 12 снабжен указателем 13. Прибор работает следуюшим образом.
Все угловые и линейные шкалы совмещаются с нулевыми отметками. При заданных величинах переднего угла v- числа зубьев Z, фаски f зуба и диаметра D нарезаемого инструмента, например дисковой односторонней
фрезы, на секторе / 2 устанавливают величину переднего угла у. Затем передвигают ползун 9 по планке 4 до совмепдения линейки 11 с установленным на секторе / значением переднего угла. Смещение ползуна 9 по планке 4 отсчитывается по шкале этой планки и будет равно искомому горизонтальному смещению S, например, стола фрезернюго станка.
Для определения вертикального смещения стола устан1авливают на угломере 12 величину угла а конуса обрабатывающего инструмента, например одноугловой фрезы. Затем на секторе 1 движком 2 устанавливают угол
- --. f
-I - I
где
360°
Z
Далее перемещают угломер 12 по линейке // так, чтобы указатель 13 совпал со значением угла 61, отложенного движком 2, и совмещают щтпфт 8 с перекрестием указателя 13 и лИНейки 11. При этом смещение линейки 7 относительно ползуна 6 будет равно вертикальному смещению Я стола фрезерного станка. Полученные значения смещений 5 и Н пересчитывают с учетом маси1таба:
5 5- и Н,Н- , 2R2R
где R - радиус сектора ирибора.
Диаметр щтифта 8 выбирается в зависимости от радиуса закругления вершины обрабатывающей фрезы и также с учетом масштаба.
При тех же заданных параметрах, но для дисковой трехсторонней фрезы, линейку // по угломеру 10 поворачивают на угол 0, равный малому углу двухугловой обрабатывающей фрезы. Движком 2 откладывают на секторе / прибора угол +9 п передвигают ползун 9 так, чтобы линейка // совместилась с отложенным на секторе / значением угла у+в. На угломере 12 устанавливают указатель так, чтобы указатель и линейка 11 образовали угол сб конуса обрабатывающей
фрезы. На секторе / движком 2 устанавливают угол
s; e-(i-f 9)-f.
Угломер 12 перемещают по линейке 11 так, чтобы указатель 13 совпал со значением угла г 1 , отложенного движком 2, и совмещают штифт 8 с перекрестием указателя 13 и линейки 11. При этом смещение 5 определяется по щкале плашки 5, а смещение Я - по шкале линейки 7. Полученные значения S и Я также пересчитывают с учетом масштаба. Описанный прибор может быть применен
для определения начальных смещений рабочих органов станков при изготовлении как прямых, так и спиральных зубьев цилиндрических или конических режущих инструментов, в частности фрез, с использованием при
нарезании зубьев одноугловых, двухугловых или фасонных обрабатывающих фрез.
Предмет изобретения
Вычислительный прибор для определения
установочных геометрич1 ских параметров, содержащий сектор с угловой шкалой и нониусН ым движком, установленную жестко по хорде сектора планку с линейной щкалой, перемещаемый вдоль планки ползун с нониусом,
установленную в ползуне в плоскости сектора перпендикулярно планке подвижную линейку со сменными щтифтами, отличающийся тем, что, с целью определения начальных смещений рабочих органов металлообрабатывающих станков при изготовлении зубьев режущих инструментов, он снабжен установленной жестко по диаметру сектора параллельно планке второй планкой с линейной щкалой, перемещаемым вдоль этой планки
вторым ползуном с нониусом, угломером, сектор которого жестко установлен на втором ползуне, второй линейкой, установленной подвижно в движке угломера, и вторым угломером, движок которого подвижно установлен
на .второй линейке, а сектор снабжен указателем.