(5) ВЫЧИСЛИТЕЛЬНЫЙ ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ УСТАНОВОЧНЫХ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДОВОДНИКОВ | 1971 |
|
SU299331A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| Прибор для построения эллипса | 1984 |
|
SU1150098A1 |
| УСТРОЙСТВО для ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДОВОДНИКОВ | 1971 |
|
SU301260A1 |
| Способ настройки станка для чистовой обработки колец шариковых подшипников и устройство для его осуществления | 1976 |
|
SU749642A1 |
| Способ настройки станка для обработки дорожек качения колец подшипников и устройство для его осуществления | 1991 |
|
SU1784447A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| Командирский прибор по системе (угломера) Турова-Михайловского | 1922 |
|
SU15239A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
I
Изобретение относится к вычислительной технике и может быть использовано для определения установочных геометрических параметров, в маетности для определения начальных смещений оси вала качания инструментальной головки станка для доводки желобов колец, например упорно-радиальных шариковых подшипников. I
Известен вычислительна прибор для определения установочных геометрических параметров, содержащий сектор с угловой шкалой и нониусным движком, установленную жестко по хорде сектора планку с линейной шкалой, перемещаемый вдоль планки ползун с нониусом, установленную в ползуне в плоскости сектора перпендикулярно планке подвижную линейку со сменными штифтами. Для определения начальных смещений рабочих органов металлообрабатывающих станков при изготовлении зубьев режущих инструментов он Снабжен установленной жестко по диаметру сектора параллельно планке второй планкой с линейной шкалой, перемещаемым вдоль этой планки вторым ползуном с нониусом, угломером, сектор которого жестко установлен на втором ползуне, второй линейкой, установленной подвижно в движке угломера, и вторым угломером, движок которого подвижно установлен на второй линейке, а сектор снабжен указате10лем 1 .
Этот прибор относительно сложен в конструктивномисполнении и не обеспечивает бптзеделёния начальных смеще}нкй оси вала качания инструмен15тальной головки стайка для доводки желобов колец упорно-радиальных шариковых подшипников.
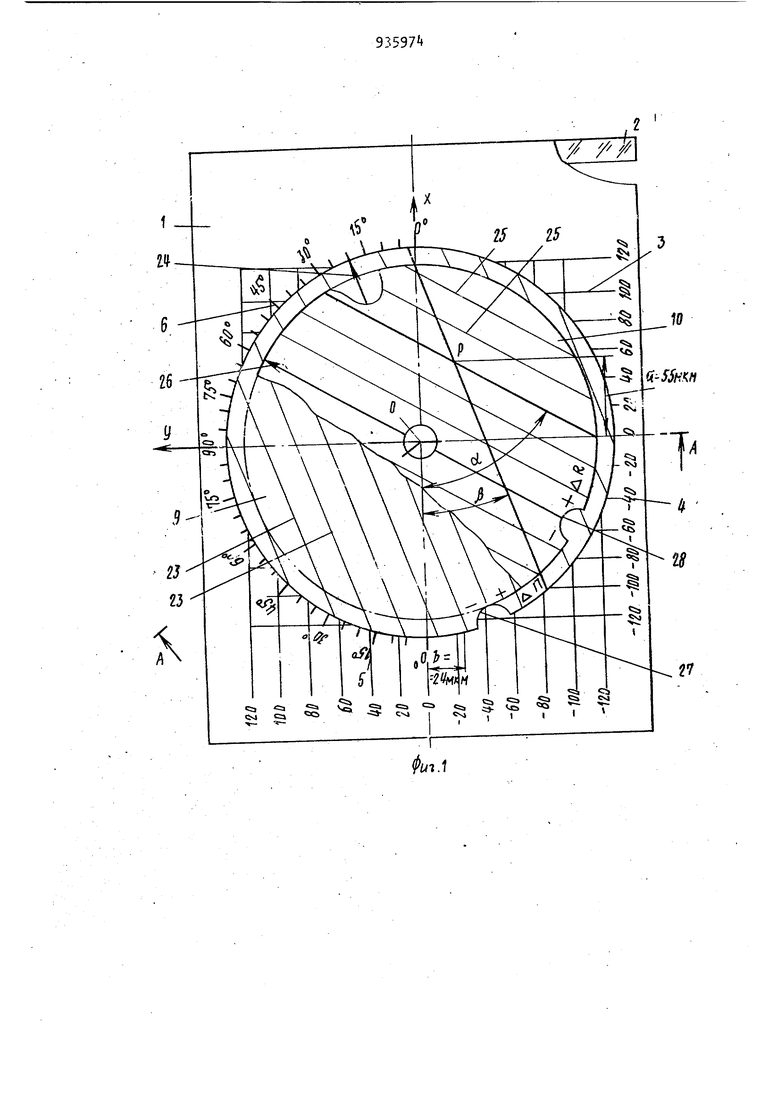
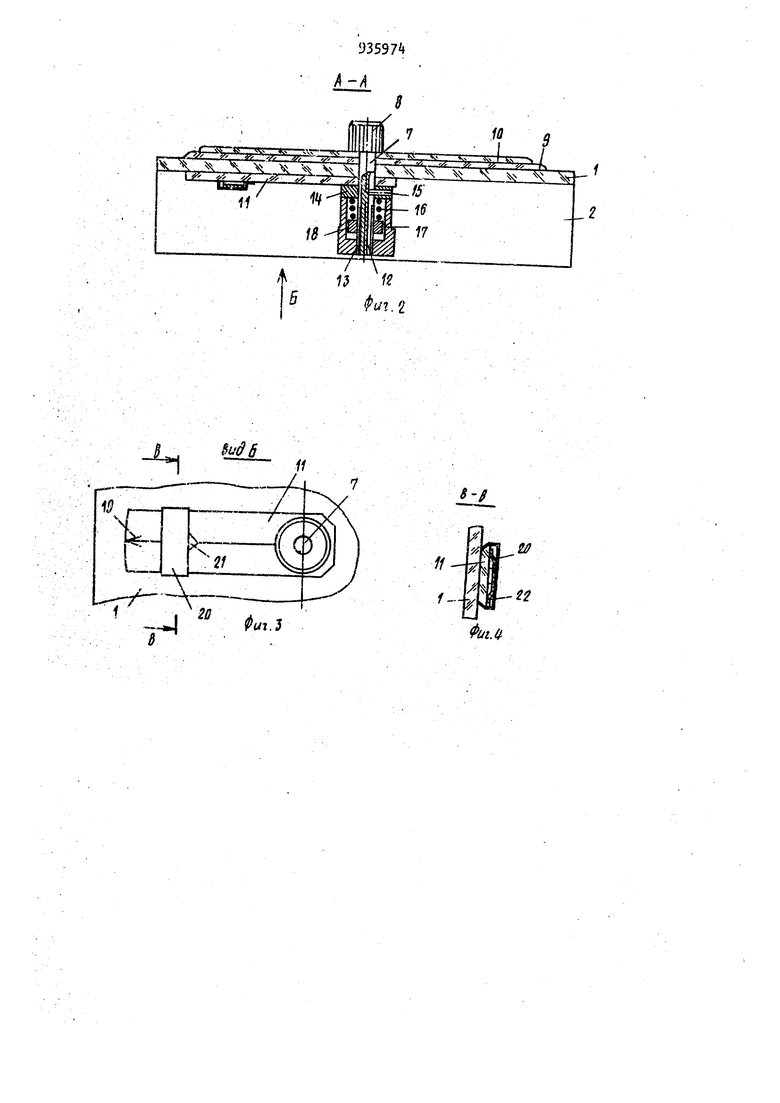
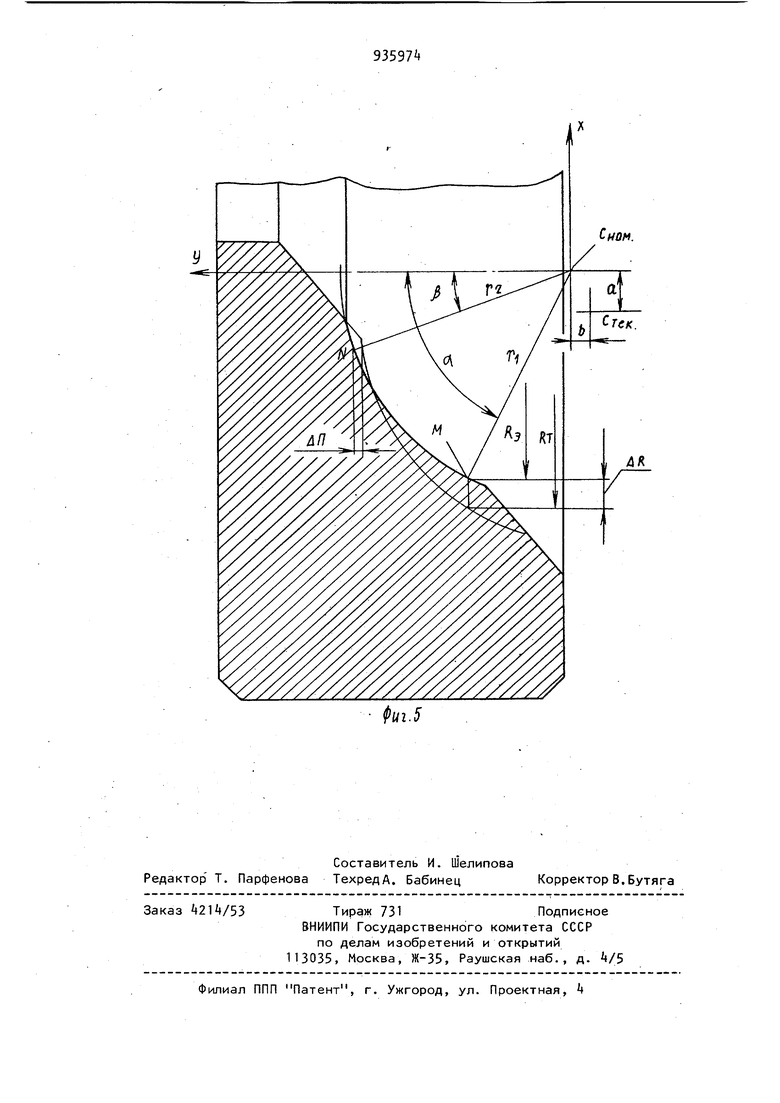
Наиболее близким По технической сущности к изобретению является при20бор для определения установочных геометрических параметров, содержащий основание с угловой шкалой и нониусным движком и расположенный на движке 39 угольник CQ шкалой и подвижной вдоль одной его стороны линейкой. Для определения установочного угла фрезы для обработки вогнуты поверхностей он снабжен пластиной,;поворотной относительно оси, лежащей в плоскости основания, нониусной рамкой-, жест ко закрепленной на пластине, и вторым угольником с линейными шкалами, установленным в нониусной рамке и подвижным в направлении, перпендикулярном оси поворота пластины, а на пластину нанесены дуги радиусами, равными радиусам рабочих фрез 2. Однако прибор сложен в использова НИИ, для расчета начальных смещений рабочих органов станка требуется дополнительная сменная Линейка; прибор сложен в конструктивном исполнеНИИ, для определения установочного угла детали для обработки вогнутых поверхностей требуются сложные манипуляции органами вычислительного при бора; прибор не обеспечивает определения начальных смещений оси вала ка чания инструментальной головки станка для доводки желобов колец упорнораДиальных шариковых подшипников. Целью изобретения является расширение класса решаемых задач за счет определения начальных смещений оси вала качания инструментальнойголовки станка для доводки желобов колец упорно-радиальных шариковых подшипников. Поставленная цель, достигается тем что вычислительный прибор для опреде ления установочных гаометрических па раметров, содержащий плоское основание, на котором нанесена угломерная шкала, и поворотную пластину, со держит дополнительную поворотную пла тину, причем обе поворотные пластины выполнены в виде дисков ив прозрачного материала, закрепленных концент рично угломерной шкале на оси, перпендикулярной плоскому основанию, на которое нанесена ортогональная ко ординатная сетка, начало координат которой совмещено с .центром угломерной шкалы, причем на диски нанесены параллельные линии с шагом;, равным шагу ортогональной координатной сетки, одна из линий на каждом диске, пересекающая его центр, является ука зателем. На фиг. 1 представлен прибор, общий вид; на фиг. 2 - разрез А-А на фиг; 1; на фиг. 3 - вид Б на фиг. 2; на фиг. k - сечение В-В на фиг. 3; на фиг. 5 - пример обрабатываемого кольца упорно-радиального-шарикового подшипника с определенными начальными смещениями оси вала качания инструментальной головки доводочного станка. Прибор содержит плоское основание 1 в виде прямоугольной пластины из прозрачнрго материала с закрепленными на ее нижней поверхности опорными планками 2 (фиг. и 2), снабженное ортогональной координатной сеткой 5 с центром О и осями X и У, а также шкалами и 5 отсчета кординат и угломерной шкалой 6, центр которой совмещен с центром координат 0. В центре О на оси 7 с головкой 8 смонтированы диски 9 и 10, выполненные из прозрачного материала, и поворотная линейка 11. Ортогональная координатная сетка 3 предназначена для определения начальных смещений оси вала качания инструментальной головки доводочного станка. Угломерная шкала 6 предназначена для установки геометрических параметров подлежащего обработке кольца. Ось 7 снабжена продольным пазом 12 и резьбой 13 и несет шайбу 1 со штифтом 15, пружину 16, гайку 17 и колпачковую гайку 18. Линейка 11 снабжена указателем 19, взаимодейст;вующим с угломерной шкалой 6, и несет движок 20 с указателем 21 и пластинчатой пружиной 22. Линейка 11 с указателем 19 служит для фиксации среднего углового положения инструментальной головки (не показана), а движок 20 с указателем 21 - для внесения эмпирической поп.равки, учитывающей разброс по радиусам профиля желобов радиально-упорных шариковых подшипников, а также деформации систем станка в процессе обработки . На диске 9 нанесены параллельные линии 23 для ввода исходных данных геометрических параметров обрабатываемых колец, шаг которых равен шагу координатной сетки 3, одна из линий 23 выполнена пересекающей ось 7 и на ней нанесен указатель 2, взаимодействующий с угломерной шкалой 6 основания 1. На диске 10 нанесены аналогичные параллельные линии 25 и 5 указатель 26. На дисках 9 и 10 преду смотрены выемки 27 для пальца оператора . Параллельные лини 23 и 25 на дисках 9 и 10 апроксимируют дуги, проведенные с шагом отклонений ДП и дК из точек их замеров Б масштабе шкал прибора, и представляют геометрические места центров профилей желобов колец, имеющих заданные отклонения дПидРх, а также ориентацию и взаимное положение участков профиля желоба в зонах замера отклонений ДП и ДК Учитывая, что радиус желоба мм в сотни раз больше отклонений координат от номинала {0,01-0,1 мм), в масштабе шкал прибора (например, i мм 0,002 мм) расхождения между прямыми и дугами окружностей пренебрежительно малы, и замена дуг прямы ми обеспечивает достаточную точность расчетов для колец с любыми радиусами желобов в пределах диапазона типо размеров колец, подлежащих обработке на станке без необходимости смены дисков прибора. Пружина 16 опирается на гайку 17 и стйгивает элементы 10,9, 1 и 11 прибора между головкой 8 и шайбой 1A обеспечивая возможность их взаимных поворотов пальцем оператора, вводимым при этом 3 зыемки 27 и 28 дисков 9 и 10. Пружина 22 обеспечивает возможность перемещения движка 20 по линей ке 11 с небольшим трением. Колпачковая гайка 18 обеспечивает зажатие элементов 10, 9,1 и 11 между головкой 8 и шайбой 14 для фиксации их взаимного положения. Вычислительный прибор работает сл дующим образом. С помощью предлагаемого прибора определяют начальные смещения оси вала качания инструментальной головки станка для доводки.желобов колец упорно-радиальных шариковых подшипни ков. Особенностью колец указанных подшипников является (фиг. 5) сложность и трудоемкость- определения центра кривизны С профиля желоба, требующег установки на станке индикаторного приспособления. Использование предлагаемого прибо ра позволяет ограничиться однократной настройкой станка по эталонному кольцу и замером всех реальных ко/1ец вне станка на несложном индикаторном приборе, предварительно настроенном по тому же эталонному кольцу, с определением для каждогЬ последующего кольца только его отклонений от эталона и соответствующих им поправочных смещений инструментальной головки относительно положения, полученного при настройке по эталонному кольцу. Для эталонного кольца (на чертеже )хирный контур) центр кривизны и, соответственно, ось качанияинструментальной головки лежат в точке С пIHQ Для текущего кольца (на чертеже тонкий контур) центр кривизны лежит в точке Cjgi/, как npasi no не совпадающий с точкой ,. Предлагаемый поибор служит для определения координата и Ъ точки Cjg в системе координат X и У с вершиной .... в точке и с осями, параллельными торцу и оси кольца (не показана). У колец рассматриваемого типа непосредственное измерение координат а и to невозможно, поэтому измеряют отклонения AR радиуса R.J- текущего кольца от радиуса Rg эталонного кольца в точке М профиля кольца, соответствующей углу о между осью кольца (или осью У координат) и проведенным через указанную точку эталонного колы ца радиусом г, а также расстояние дП от точки N профиля эталонного кольца соответствующей углу f3 мeJкдy осью кольца и проведенным через точку N радиусом Гл , до лежащей на опущенном из упомянутой точки на торец кольца перпендикуляре точки профиля текущего кольца. Углы oi и J выбирают из условий обеспечения при любых отклонениях от эталона в пределах допуска измерения на поверхности желоба вблизи от прилегэющей к ней фаски, но не на самой фаске кольца. настройке вычислительного прибора освобождают колпачковую гайку 18 и поворачивают диски 9 и 10 до совмещения указателей 24 и 2б с делениями шкалы 6, соответствующими выбранным углам ot и ft , после чего гайку 18 снова затягивают, фиксируя положение дисков 9 и 10. Замеряют отклонения uR и лП с помощью индикаторного прибора вне станка путем сравнения профиля текущего кольца с эталонным кольцом. Замеренные отклонецния AR идП вводят в вычислительный прибор путем отсчета параллельных линий 23 и 25 на дисках 9 и 10 с учетом .размерности шкал :и 5 и знаков отклонений. На пересечении параллельных линий в точке Р по координатной сетке 3 определяют координаты О1 и t) , которые используют для смещения оси вала качек«1я инструментальной головки доводочного станка относительно изделия или изде лия относительно оси вала качения. В представленном на фиг. 1 и 5 примере et 60°, | 20, мкм ДП +40 мкм, а , +55 мкм и Ъ я 24 мкм. . Технико-экономическая эффективность предлагаемого вычислительного прибора заключается в том, что обеспечивается определение начальных сме щений оси вала качания инструментальной головки станка для доводки желобов колец упорно-радиальных шари ковых подшипников. Ранее известнее вычислительные приборы для определения установочных геометрических пара метров решают узкие технические задачи, например определяют установочный угол фрезы для обработки вогнутой поверхности, что исключает широкое использование механических приборов в металлообрабатывающие станках. Предлагаемый вычислительный прибор обеспечивает возможность после предварительной настройки доводоч ного станка на эталонное кольцо, осу ществлять настройку.на текущие кольца путем простых координатных смещений вала качения относительно изделия, при этом расчет координат смещения выполняется механически по данным двух замеров каждого кольца это обеспечивает повышение произво- дительности доводочного ртанка при обработке сложных колец упорно-радиальных шариковых подшипников. Положительный эффект предлагаемого вычислительного прибора заключается еще и в том, что благодаря использованию простого вычислительного прибора повышается универсальность доводочного станка при обработке разЛичных типов колец шариковых подшипников. Формула изобретения Вычислительный прибор для определения установочных геометрических параметров, содержащий плоское основание, на которое нанесена угломерная шкала, и поворотную пластину, отличающийся тем, что, с целью расширения класса решаемых задач, он содержит дополнительную поворотную пластину, причем обе поворотньзе пластины выполнены в виде дисков из прозрачного материала, закрепленных концентрично угломерной шкале на оси, перпендикулярной плоскому основанию, на которое нанесена ортогональная координатная сетка,начало координат которой совмещено с центром угломерной шкалы, причем на диски нанесены параллельные линии с шагом, равным шагу ортогональной координатной сетки, одна из линий на каждом диске, пересекающад его центр, является указателем. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР 382096, кл. G Об G 1/04, 1970. 2. Авторское свидетельство СССР 446065, кл. G 06 G 1/06, 1971 (прототип).
,-;f J
f I - V tu
. Л Л i i -; г i ТУ
./
-fV f
If
/f
W
(I/
V V г Ws S
v 4v Vv r Ц
T-F T-- --- i, y-
i .ТЛ .. Ч Ч ч Ч V -
ifi/f
1
-/
й/.-}
Сиам.
