1
Известен сиособ автоматической загрузки заготовок в индукционный натреватель путем регулирования хода толкателя.
Для симметричной установки заготовки внутри нагревателя производят выключение толкателя по нулевому сигналу разности токОВ в катушках индукционных датчиков, одил «3 которых связан с толкателем, а другой - с подвижным 1встречным упором.
Однако для реализации известного способа необходим специальный привод для отвода встречного упора ири выгрузке заготовки в проходных индукционных нагревательных печах.
С целью симметричной установки заготовки внутри нагревателя в качестве сиг-нала для окончания перемещения толкателя при его прямом ходе используют заданное количество импульсов, соответствующее расчетной длине заготовки и равное сумме «мпульсов, первое слагаемое которой выражает длину загружаемой заготовки, а второе - разность длин загружаемой заготовки и индукционного нагревателя.
В индукционных установках для нагрева заготовок из различных металлов большое значение имеет расположение заготовки в индукторе, влияющее на равномерность ее нагрева. Наиболее равномерный нагрев достигается при симметричном расположении заготовок в
индукторе, а от равномерности нагрева зависит качество продукции при дальнейшей технологической обработке: прокатке, прессовании и др.
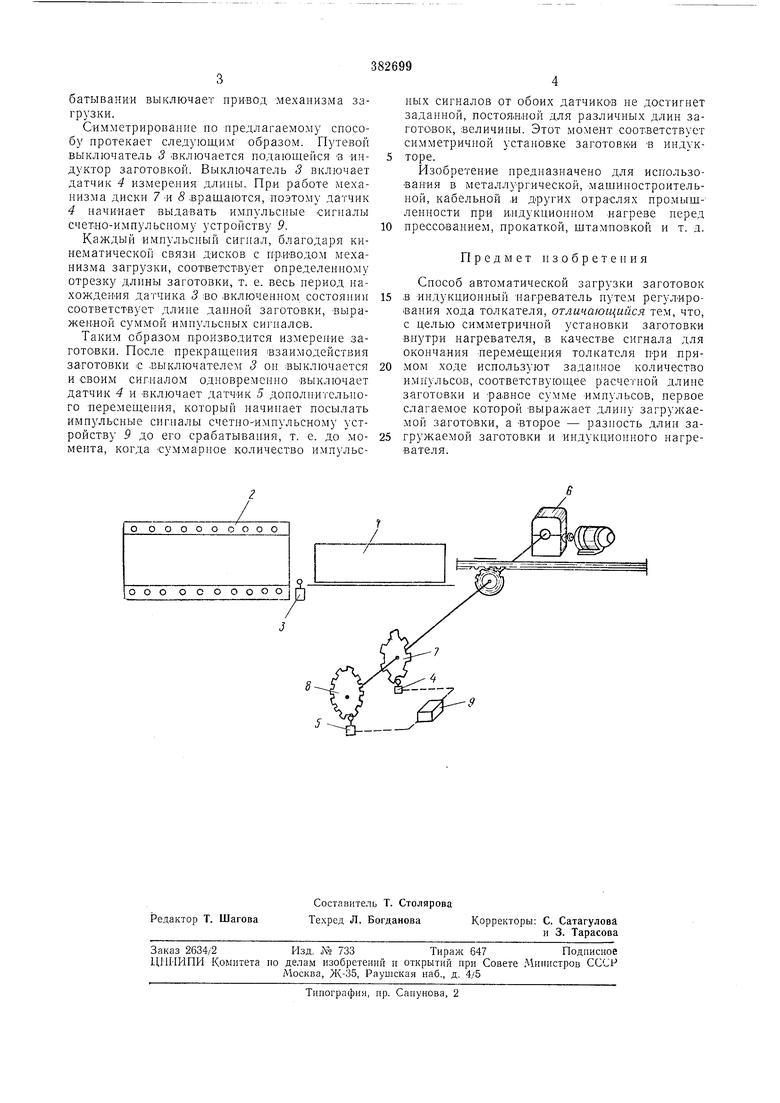
На чертеже изображено устройство, поясняющее предлагаемый способСпособ осуществляют следующим образом. На пути движения заготовки 1 в индуктор 2 устанавливается путевой выключатель 3, дающий непрерывный сигнал в течение всего времени взаимодействия с ним заготовки и включающий на этот период датчик 4 измерения длины. После прохождения заготовки путевой выключатель 3 выключает датчик 4 и включает датчик 5 донолнительного перемещения.
Привод механизма 6 загрузки кинематически связан с двумя зубчатыми дисками 7 и 8, один из которых 7 взаимодействует с датчиком 4, а другой - с датчиком 5 дополнительного перемещения.
Шаг зубьев, соответствующий определенному отрезку пути заготовки, у одного из дисков 7 в два раза больше, чем у другого S. Оба
датчика 4 и 5 электрически связаны со счетно-импульсным устройством 9, настроенным на выдачу сигнала после получения от этих датчиков постоянного для различных заготовок суммарного количества имнульсных сигналов. Счетно-импульсное устройство при ерабатывании выключает привод механизма загрузки. Симметрирование по предлагаемому способу протекает следующим об-разом. Путевой выключатель 3 включается подаюш,ейСя в нндуктор заготовкой. Выключатель 3 включает датчик 4 измерелия длины. Пр.и работе механизма диски 7 8 .вращаются, поэтому датчик 4 начинает выдавать имлульспые сигналы счетно-импульсному устройству 9. Каждый импульс ый сигнал, благодаря кинематической связи дисков с приводом механизма загрузки, соответствует определенному отрезку длины заготовки, т. е. весь период нахождения датчика 3 ;во включенном состоянии соответствует длине дапной заготовки, выраженной суммой импульсных сигналов. Таким образом производится измерен-ие заготовки. После прекращения взаимодействия заготовки С .выключателем 3 он выключается и своим сигналом одновременно выключает датчик 4 и включает датчик 5 дополнительного перемещения, который начинает посылать импульсные сигналы счетно-илшульсному устройству 9 до его срабатыван.ия, т. е. до момента, когда суммарное количество импульсных сигналов от обоих датчиков не достигнет заданной, постоянной для различных длин заготовок, величины. Этот момент соответствует симметричной установке заготовки в индукторе. Изобретение предназначено для использования в металлургической, машиностроительной, кабельной ,и других отраслях промышленности при и.ндукпионном нагреве перед прессованием, прокаткой, штамповкой и т. д. Предмет изобретения Способ автоматической загрузки заготовок индукционный нагреватель нутем регулироввания хода толкателя, отличающийся тем, что, с целью симметричной установки заготовки внутри нагревателя, в качестве сигнала для окончания перемещения толкателя при .прямом ходе используют заданное количество импульсов, соответствующее расчетной длине заготовки и ра.вное сумме импульсов, первое слагаемое которой выражает длину загружаемой заготовки, а второе - разность длин загружаемой заготовки и индукционного нагревателя.
о ооооосооо
ООО OCOOOOOJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционного нагрева ферромагнитных заготовок в методической многопозиционной установке | 1980 |
|
SU1021026A1 |
| Устройство для автоматической загрузки изделия в индукционный методический нагреватель | 1988 |
|
SU1502639A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ НАГРЕВОМ ЗАГОТОВОК В ПРОХОДНОЙ ИНДУКЦИОННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 2015 |
|
RU2586382C1 |
| Устройство для контроля выходного заглубления заготовок в многосекционной индукционной нагревательной установке непрерывного действия | 1987 |
|
SU1468942A1 |
| Устройство для измерения длины заготовки,загружаемой в индукционный нагреватель | 1985 |
|
SU1303625A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1990 |
|
RU2024625C1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Устройство для регулирования теплового режима методической индукционной установки | 1983 |
|
SU1107347A2 |
| Трехфазная индукционная нагревательная установка непрерывного действия | 1986 |
|
SU1410285A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1015219A1 |
