1
Изобретение относится к области неразрушаюЩИх методов и 1С;редств контроля и может быть использовано inipiH контроле качества шлифования ферромагЕитной стади.
Известно устройство для контроля качества шлифования ферромагнитных сталей, содерн аш,ее генератор синусоидальных колебаний, подключенные к выходу генератора рабочий « компен1сируюш,ие токовихровые датчики, усилитель сигнала разбаланса и канал измерения фазы сигнала разбаланса, связанные с датчиками.
Однако указанное устройство имеет малую избирательную способность, чувствительность и надежность контроля.
Кроме того, у этого устройства недостаточная точность комленсации напряжения датчика при контроле широкого класса сталей.
В предлагаемом устройстве в отличие от изiBecTHoro капал измерения фазы выполнен из двух фазочувствительных детекторов, опорные напряжения которых сдвинуты на 90° относительно Д)руг друга, а в каждую пепь усилителя сигнала разбаланса введен дополнительный каскад усиления. Кроме того, на выходе усилителя разбаланса установлен индикатор настройки.
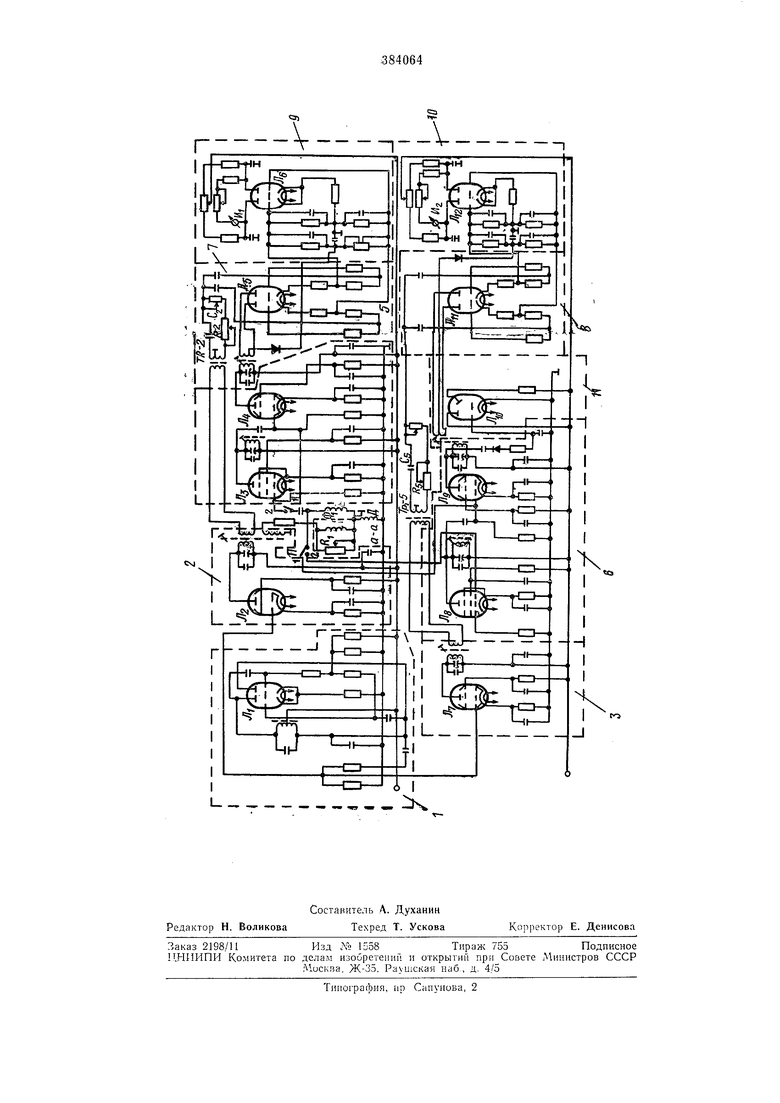
На чертеже представлена принципиальная схема предлагаемого устройства.
Устройство содерлшт генератор / синусоидальных колебаний с усилителями 2 и 3 мощности каналов ФД, компенсапионный и рабочий датчики 4 и два канала ФД, состоящие
из двухкаскадного усилителя 5 к 6 сигнала разбаланса, фазочувствительного детектцра 7 и 8 и усилителя i и 10 постоянного тока со стрелочным прибором. На выходе усилителя сигнала разбаланса одного из каналов ФД установлен индикатор уровня компенсации сигнала датчика П.
Устройство функционирует следуюш,им образом. Вырабатываемые генератором колебания
частотой 500 кгц с выхода усилителя 2 поступают на вход компенсационного и рабочего датчиков 4. При нахол дении датчика в воздухе величина резистора Ri и коэффициента связи между обмотками компенсационного и рабочего датчиков (регулируется подвижным ферритовым сердечником Фа) устанавливаются таким, что сигнал на выходе системы комленсатор - датчик равен вулю.
Контроль уровня компенсации осуществляется визуально но индикатору настройки на передней панели прибора.
Сигнал разбаланса с выхода компенсационного и рабочего датчиков 4 поступает в каналы измерения (каскады 2, 5, 7, 5) ;и LBH
(каскады 3, 6, 8, 10) накладного датчика. Нереключатель П установлен в лоложеиии 1,при этом каскады на лампах Лз, Лв не участвуют в усилении сигнала разбаланса, так как амплитуда сигнала ,разбала«,са с выхода усилителен па ламнах Л4 и Лз достаточна для работы ФД в линеЯном -режиме. Усиленный .сигнал разбаланса ноступает :в лротиоофазе на аноды ламн ЛБ и Ли ФД, на )шравляющие сетки. ФД liOCTyiiaeT OHOip.noe напряжение, фаза которого регулируется фазоврандателями (Тр-2, RaCa, ip-5,К5, Сз).
Настр.о11ка каналов измерения и LBH осуидествляется следующим образом. В разрыв цеп;и между датчиком и корпусом прибор-а (см. фиг. 1, точки а-а) подключается безреактнвное сопротивление порядка 20 ом, что аналогично внесению в датчик число активных потерь. Фаза онорного напряжения канала LBH устанавливается такой, что сигнал на выходе ФД этого канала отсутствует и это соответствует нулевой величине вносимой индуктилности. Фаза опорного напряжения канала ви изменяется до тех лор, лока стрелочный прибор на выходе этого канала Ее покажет максимальное отклонение, что соответствует полному изме|рен.ию каналом вн вносимых активных потерь. Пр-и устано-вке датчика на спецнальио изготовленные эталоны контроЛ.ируемой стали с различными значениями онг.нала разбаланса от основы, видом и степенью прнжога поверхности определяют значение и LBII накладного датчика, что позволяет построить соответствующие годографы на комллекспой НЛОСК01СТИ.
Компенсация напряжен1ия на датчике при установке его на эталонную но качеству шлифования ловерхность стали осуществляется .аналогично. При этом переключатель П устанавливается в положение 2 и включает дополнительный усиления сигнала разбаланса, поскольку лри таком способе компенсации ампл.итуда сигнала р азбаланса при установке датчи.ка Hia контролируемую ловерхность много меньше, чем в случае компенсации напряжения на датчике в воздухе. По образцам деталей с различным уровнем разброса но основе регулируемыми резисторами Ro и Rs .изменяют фазу олО|рных напряжений каналов ФД таким
образом, чтобы на выходе одного канала ФД стрелочный прибор давал минимальное отклонение, а .на выходе второго канала ФД - максимальные отклонения разной полярпости.
Стрелочный прибор Hi на выходе первого канала ФД показывает степень прижога ловерхности нри шлифовании, а стрелочный прибор Из .Hia выходе второго канала ФД - велич.ину и полярность сигнала от разброса по основе,
а также определяет вид |П;рижога (дрижог закалйи или прижог отпуска), что характеризует изменение структурного состояния и фазового со.става шлейфованного слоя. Применение регулируемого резистора и лодвижного ферритового .сердечнИка в системе компенсатор -датчик, а также индигкатора // настройки осуществляет компенсацию нанряжения на датчике при контр10ле качества шлифования широкого класса сталей. Пределы локазаний стрелочных приборов, выше которых деталь считается бракованной, устанавливаются конкретно для каждой стади.
Предмет изобретения
1. Устройство для качества шлифовавия ферромагнитных сталей, соде1ржащее генер.атор синусоидальных колебаний, подключенные к выходу генератор.а рабоч-ий и комненсирующ.ие токовихревые датчики, усилитель сигнала разбаланса и канал измерения фазы сигнала разбаланса, связанные с датчик:аМ|И, отличающееся тем, что, с целью повышения избирательной способности и чувствительности контроля, канал .измерения фазы выполнен из двух фазочувствительных детекторов, опорные напряжения которых сдвинуты одно относительно другого на 90°.
2. Устройство по л. 1, отличающееся тем,
что, с целью повышения надежпости контроля,
в каждую цепь усилителя 1С,игнала разбаланса
введен дололнительный каскад усиления.
3. Устройство но п. 1, отличающееся тем,
что, с целью .повышения точности комленсации напряжения датчика при контроле широкого класса сталей, па выходе усилителя разбаланса установлен .индикатор настройки.
Г
|
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ШЛИФОВАНИЯ ФЕРРОМАГНИТНЫХ СТАЛЕЙ | 1973 |
|
SU376711A1 |
| МНОГОКАНАЛЬНОЕ УСТРОЙСТВО ДЛЯ РАБОТЫ С ИНДУКТИВНЫМИ ДАТЧИКАМИ | 1969 |
|
SU255500A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНБ! | 1965 |
|
SU170695A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ толщины ГАЛЬВАНИЧЕСКИХПОКРЫТИЙ | 1972 |
|
SU359504A1 |
| СПОСОБ ОДНОНАПРАВЛЕННОГО УРАВНОВЕШИВАНИЯ НУЛЕВЫХ ИЗМЕРИТЕЛЬНЫХ ЦЕПЕЙ ПЕРЕМЕННОГО ТОКА | 1971 |
|
SU296046A1 |
| Фотокомпенсационный усилитель | 1958 |
|
SU119611A1 |
| БИБЛИОТР-КА | 1973 |
|
SU376667A1 |
| Прибор для определения и автоматической регистрации насыщения крови кислородом | 1952 |
|
SU104093A1 |
| Устройство для измерения малыхОб'ЕМНыХ РАСХОдОВ гАзА и пАРА | 1979 |
|
SU847044A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ДИЭЛЕКТРИЧЕСКИХ ПОКРЫТИЙ НА НЕМАГНИТНЫХ МЕТАЛЛАХ | 1973 |
|
SU364834A1 |