Одной из основных операций и кабельном производстве является повикание кабеля или прохода различными материалами, взятыми в форме ленты или проволоки в различны.ч комбинациях. Типичными операциями такого рода является повивание бумажными лентами силовых кабелей, бронирование железными лентами, повивание кабелей резиновыми лентами, повивание бумажными или миткалевыми лентами скрученных многожильных кабелей телефонных, телеграфных, резиновых и 1р. К этой же группе относятся также обмотка и оплетка, в К-торых повивапие производится большей частью лентообразными прядками, соста :ленными из нескольких расположенных параллельно нитей.
Во всех этих случаях при изучении и нормировании производственного процесса и при производстве различных расчетов необходимо прежде всего установить диаметры проводов, размеры повивающих лент и шаги повива. Без знания этих данных невозможно ни установить правильный режим станка, ни сделать важнейшие расч.;ты по производительности станка или по расходам материалов.
В производстве определение этих данных делается посредством опыта, по приблизительным табличным данным, и .и совсем не делается, и установление режима работы предоставляется иногда усмотрению рабочего. При этом делается не мало ошибок, плохо отражающихся на технической или экономической стороне дела, т. е. недостаточно используются производственные возможности станков, перерасходуются материалы или производится дефектная продукцня.
Единственным одраБданнем всему этому была некоторая сложность необходнмых расчетов, трудно выполняемых в условиях работы цеха. Даже
в условиях работы расчетных бюро производство этих расчетов являлось довольно кропотливым делом, требовавшим много времени. Нанболе общей задачей является нахождение ширины ленты и шага повива для заданного диаметра. Иногда прн этом приходится считаться с нормированной шириной ленты, с установленным шагом повива и с заданным перекрытием илн просветом; при этом необходимо бывает также учесть угол наложения ленты на провод, а также установить происходящую при этом укрутку.
Все этиJвeличнны для случая наложения обмотки „в притык, т. е. без просвета и без перекрытия, связаны между собой следующими формулами:
1 I , m
№ fs (jiD)
D
(5)
т
Здесь:
h -шнрнна обматывающей ленты;
/ - шаг обмотки;
D - средний днаметр толщины 1№лнндра. измеренный по сеердине толщины накладываемого слоя;
а - угол подъема винтовой лнннн обмоткн;
; - длина ленты, соответствующая одному витку;
Решение; принимают за ширину ленты не 30, а 30+15 45 мм, средний диаметр будет 17 + 0,,5 мм.
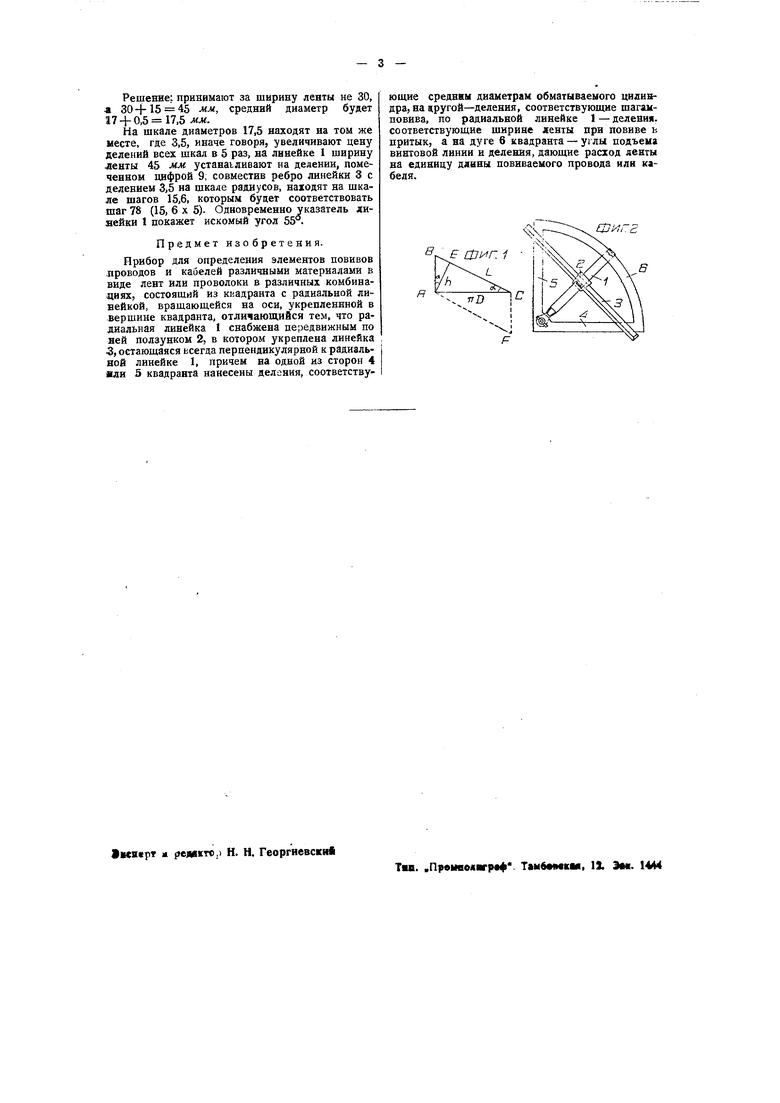
На шкале диаметров 17,5 находят на том же месте, где 3,5, иначе говоря, увеличивают цену делений всех шкал в 5 раз, на линейке 1 ширину ленты 45 мм устанаьливают на делении, помеченном цифрой 9, совместив ребро линейки 3 с делением 3,5 на шкале радиусов, находят на шкале шагов 15,6, которым будет соответствовать шаг 78 (15, 6 X 5). Одновременно указатель дияейки 1 покажет искомый угол 55 .
Предмет изобретения.
Прибор для определения элементов повивов проводов и кабелей различными материалами в виде лент или проволоки в различных комбинациях, состоящий из квадранта с радиальной линейкой, враш.ающ.ейся на оси, укренленнной в вершине квадранта, отличающийся тем, что радиальная линейка 1 снабжена передвижным по ней ползунком 2 в котором укреплена линейка 5, остающаяся всегда перпендикулярной к радиальной линейке 1, причем на одной из сторон 4 ли 3 квадранта нанесены деления, соответствующие средним диаметрам обматываемого циливдра, на другой-деления, соответствующие шагакповива, по радиальной линейке 1 - деления, соответствующие ширине ленты при повиве ь притык, а на дуге 6 квадранта - углы подъеыа винтовой линии и деления, дающие расход ленты на единицу длины повиваемого провода или кабеля.
ЕПигг
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОВОД ОБМОТОЧНЫЙ МНОГОЖИЛЬНЫЙ | 2024 |
|
RU2839892C1 |
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| Система термометрии (СТВОР) с использованием кабеля волоконно-оптического и способ их изготовления | 2022 |
|
RU2796802C1 |
| ГИБКАЯ ГРУЗОНЕСУЩАЯ ПОЛИМЕРНАЯ ТРУБА И СПОСОБ ЕЕ ИСПОЛЬЗОВАНИЯ | 2006 |
|
RU2315223C1 |
| Кабель-канат | 1979 |
|
SU790024A1 |
| Способ производства кабеля низкочастотного с кордельно-бумажной изоляцией в полиэтиленовой оболочке | 2019 |
|
RU2700262C1 |
| ЭЛЕКТРИЧЕСКИЙ МНОГОЖИЛЬНЫЙ КАБЕЛЬ | 2016 |
|
RU2642419C1 |
| ИНЕРЦИОННАЯ РЕЙСШИНА | 1991 |
|
RU2102248C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМИРОВАНИЯ ПРЯДЕЙ КАНАТА К КАНАТОВЫОЩЕЙ МАШИНЕ | 1973 |
|
SU408972A1 |
| Прибор для регистрации натяжения жил кабелей связи | 1952 |
|
SU94435A1 |

