При применении пришедшей на смену благородным металлам (золоту, платине) в технике зубного протезирования хромоникелевой нержавеющей стали пришлось натолкнуться при изготовлении протезов на целый ряд неудобств.
Так, при изготовлении несъемного моста, состоящего из трех, четырех единиц (коронок, зубов) приходится эти единицы соединять при помощи припоев, которые содержат в себе легко окисляющиеся в полости рта человека металлы. Поэтому, после такой паИкп приходилось посредством электролиза обязательно хромировать весь протез, но нушю сказать, что и получающийся таким образом слой хрома недолговечен.
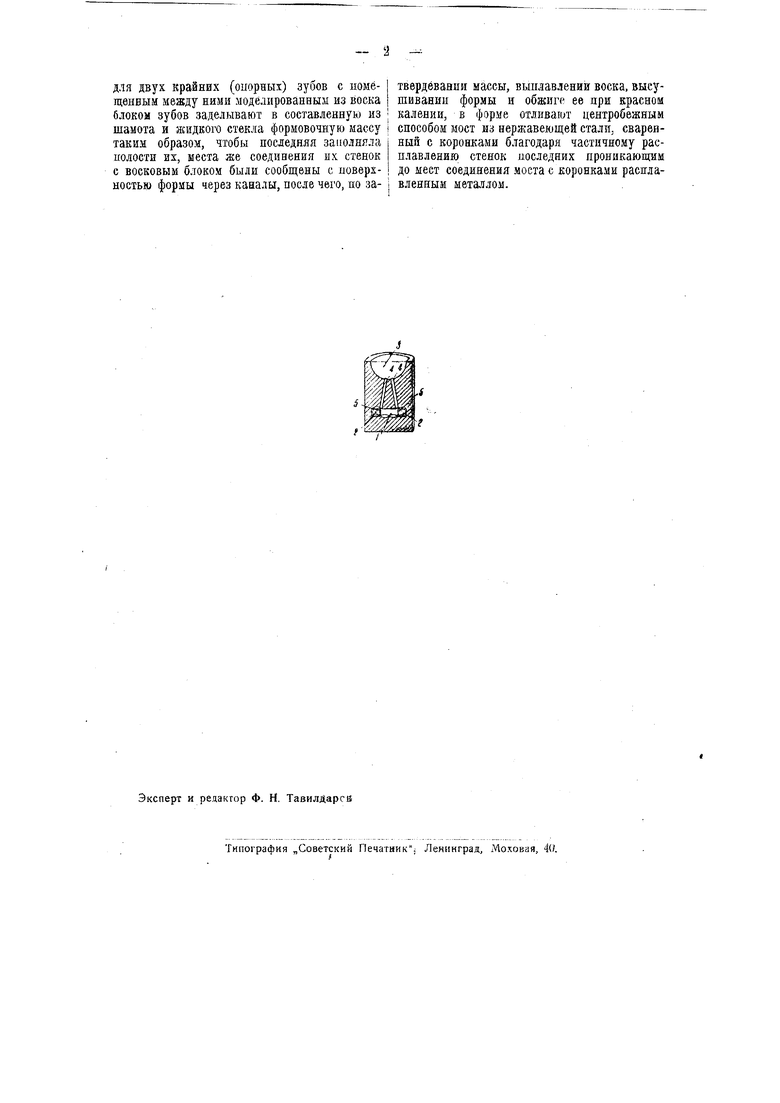
Предлагаемый сяособ изготовления зубных протезов, позволяющий получить удовлетворяющий всем требованиям протез, состоит в следующем. Изготовленные и примеренные во рту коронки для опорных зубов вместе с помещенным между ними моделированным и.э воска блоком 1 (см. прилагаемый чертеж) некусственных зубов, заделывают в огнеупорную формовочную массу, состоящую из шамота и жидкого стёкла, таким образом, чтобы масса заполнила целиком полость коронок. Места соединения коронок с восковым блоком сообщают проделанными в формовочное массе каналами 4 с поверхностью формы. По затвердевании массы и выплавлении воска форму хорошо просушивают в продолжение (Рух дней, после чего ее подвергают обжигу
при красном калении в печи. После остывания формы в тигель 3 закладывается шихтасостоящая только из хромоникелевой нержавеющей стали, которую расплавляют помощью бензо-кислородной горелки и отливают протез по центробежному способу, причем расплавленный металл, проникая по каналам 4 до внутренних стенок 5 коронок 2 и заполняя пустое пространство между ними, образует зубной мост, сплошь литой из нержавеющей стали, сваренной с коронками без применения какого-либо припоя.
Описанный способ изготовления протезов пе требует, таким обра.зом, сложных приспособлений и аппаратуры н дает протезы, обладающие необычайной прочностью. Упрощение изготовления протезов, достигнутое тем, что отаадают два существенных этапа в работе - пайка и хромирование, дает большую экономию во времени п стоимости изготовления протезаПротез выигрывает с внешней стороны и по своему виду не отличается от изготовляемых из платины. Кроме того, при указанном способе получается возможность изготовлении ящиков фарфоровых фасеток, а также и клепаных зубов в желаемых местах.
Предмет изобретения.
Сиособ изготовления зубных мостов из нержавеющей стали по центробежному способу, отличающийся тем, что изготовленные обычным способом из нержавеющей стали коронки
для двух крайних (опорных) зубов с иомёщеивыи между ними моделированным из воска блоком зубов заделывают в составленную из шамота и жидкого стекла формовочную массу таким образом, чтобы последняя заполняла полости их, места же соединения их стенок с восковым блоком были сообщены с ловерхностья) формы через каналы, после чего, по затвердевании массы, вынлавлении воска, высушивании формы и обжиге ее нри красном калении, в форме отливают центробежным способом мост т нержавеющей стали, свареянып с коронками благодаря частичному расплавлению стенок последних проникающим до мест соединения моста с коронками расплавленным металлом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления мостовидных зубных протезов | 1989 |
|
SU1779357A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОГО ПРОТЕЗА | 2016 |
|
RU2713968C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОЛИТЫХ КАРКАСОВ ПРОТЯЖЕННЫХ МОСТОВИДНЫХ ПРОТЕЗОВ С НЕСКОЛЬКИМИ ОПОРНЫМИ КОРОНКАМИ | 2007 |
|
RU2341228C2 |
| Способ изготовления цельнолитых коронок мостовидных протезов | 1986 |
|
SU1477393A1 |
| Способ изготовления мостовидных зубных протезов | 1988 |
|
SU1560176A1 |
| СПОСОБ НАНЕСЕНИЯ ОБЛИЦОВОЧНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ЗУБНЫХ ПРОТЕЗОВ | 1991 |
|
RU2054902C1 |
| Способ изготовления зубной коронки или вкладки | 1985 |
|
SU1491500A1 |
| СПОСОБ ВРЕМЕННОГО ПРОТЕЗИРОВАНИЯ ЗУБА ПОСЛЕ ПРОВЕДЕНИЯ ТРАНСДЕНТАЛЬНОЙ ИМПЛАНТАЦИИ | 2015 |
|
RU2587016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКЕРАМИЧЕСКИХ ЗУБНЫХ МОСТОВИДНЫХ ПРОТЕЗОВ | 1990 |
|
RU2005438C1 |
| Комбинированный несъемный мостовидный зубной протез | 1990 |
|
SU1761128A1 |