1
Изобретение относится к фотоэлектронной размерометрии и может быть использовано для контроля качества кино- и фотопленки в процессе производства.
Известен способ фотоэлектрического контроля качества перфорированных изделий, заключающийся в том, что на изделие направляют поток света, распределяют действовавший на изделие поток света по соответствующим фотоэлектрическим преобразователям световодами, регистрируют электронной схемой логическую последовательность сигналов фотоэлектрических преобразователей и по полученной последовательности судят о результатах контроля.
Однако этот способ не обеспечивает достаточной точности контроля движущихся перфорированных изделий в виде лент, так как регистрация отверстий (перфораций) производится по принципу «ДА-НЕТ.
Целью изобретения является повышение точности контроля движущихся перфорированных изделий в виде лент.
Для этого световоды группируют по взаимно перпендикулярным координатам и определяют отношение потоков света по группам световодов по сигналам фотоэлектрических преобразователей.
На фиг. 1 изображено устройства для реализации предлагаемого способа; на фиг. 2 -
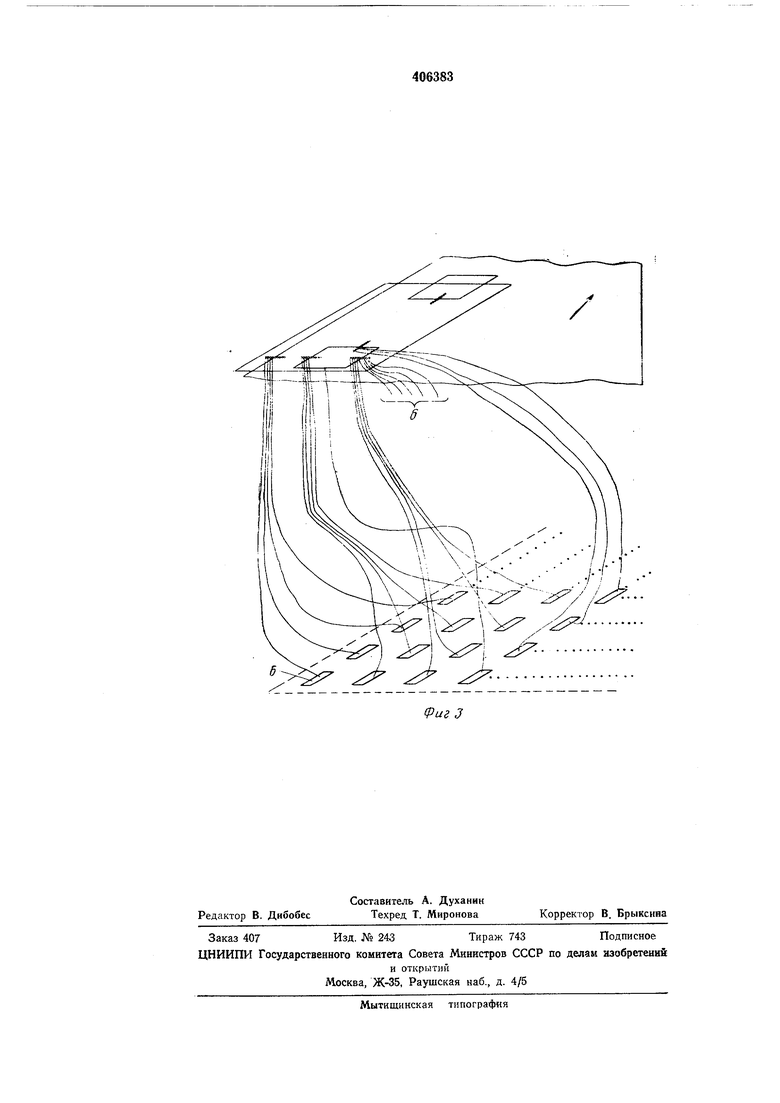
схема группировки световодов при контроле кино- или фотопленки; на фиг. 3 - матрица из светосигнальных элементов для визуального наблюдения результатов контроля.
Устройство содержит лентопротяжное устройство /, перемещающее контролируемую ленту 2 в потоке 5 проходящего через нее света от источника 4.
Этот поток передается световодами 5 на фотоэлектрические преобразователи 6. Световоды сгруппированы как показано на фиг. 2, так что осью симметрии ка/ждой группы является среднее значение контролируемого параметра
изделия (размеры перфорации, положение перфорации относительно кромки ленты, шаг перфорации). Поток 3 света формируется в зависимости от технологии контроля и может быть одноканальным или многоканальным,
каждый канал которого взаимодействует с заданной зоной контроля ленты.
Движущаяся лента (пленка) со скоростью порядка 0,5 м/сек перераспределяет поток света в зоне контроля в зависимости от соотношений контролируемых параметров. Мгновенное значение распределения потока света передается световодами на фотоэлектрические преобразователи, сигналы которых непрерывно регистрируются электронным вычислителем. По отношениям сигналов групп световодов электронный вычислитель выдает результаты контроля. кроме того, визуализация контроля производится матрицей из светоизлучаюищх элементов, матрица управляется сигналами фотоэлектрических преобразователей, соответствующих определенным группам световодои. На фиг. 3 представлена матрица, сигнализирующая о номинальном значении размеров перфорации с допусками ± (Ю, 20, 30 и 40) Л1к. Точность и производительность контроля определяется диаметром световодов, скоростью движения ленты (пленки) и частотными характеристиками схемы регистрации и визуализации. В данном устройстве применеиы световоды диаметра 6 мк, а частота сигналов фотоэлектрических иреобразователей при контроле 35-миллиметровой со скоростью 0,5 м/сек составляет до 50 кгц. Предмет изобретения Способ фотоэлектрического контроля качества перфорированных изделий, заключающийся в том, что на изделие направляют поток света, распределяют действовавший н.а изд,лие поток света по соответствующим фотоэлектрическим преобразователям световодами, регистрируют электронной схемой логическую последовательность сигналов фотоэлектрических преобразователей и по полученной последовательности судят о результатах контроля, отличающийся тем, что, с целью повыщения точности контроля движущихся перфорированных изделий в виде лент, световоды группируют по взаимно перпендикулярным координатам и определяют отношение иотоков света ио группам световодов по сигналам фотоэлектрических преобразователей.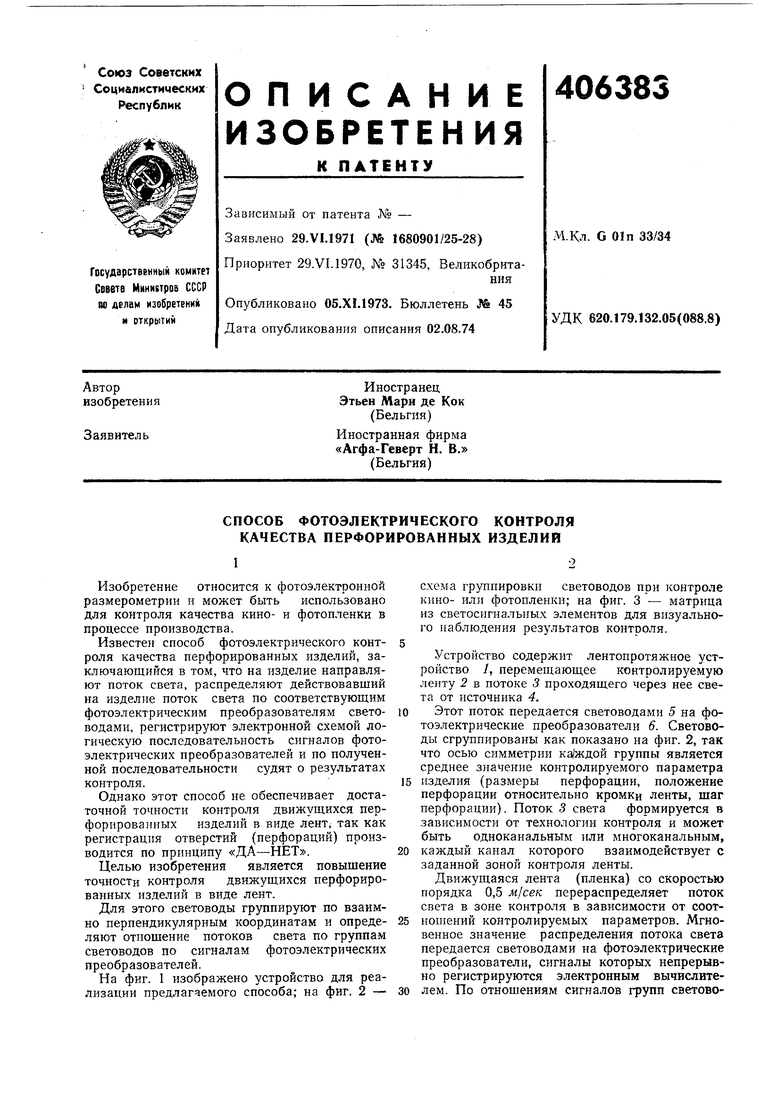

//
/ /./ /
uZ.f
