1
Способ относится к цветной металлургии, в частности к автоматизации нирометаллургических цроцессов получения ртути.
Известен способ управления процессом обжига в муфельной печи, предусматривающий стабилизацию количества тепла, поступающего в печь с топочными газами, стабилизацию количества загружаемого в печь материала с коррекцией уровня стабилизации загрузки по температуре выгружаемого из печи материала. При этом стабилизация количества подаваемого в печь тепла осуществляется ста,билизацией температуры и количества топочных газов. Температура топочных газов регулируется изменением расхода тонлива. При изменении расхода топлива расход воздуха изменяется в соответствии, обеспечивающем полноту сгорания. Образующиеся продукты горения разбавляются до требуемого объема дымовыми газами, подаваемыми с выхода печи, для утилизации тенла. Температура выгружаемого из печи материала, является одним из основных рел имных параметров, определяющих извлечение металла, и регулируется путем изменения количества загружаемой в печь шихты. Неконтролируемые возмущения, например по гранулометрическому составу и влагосодержанию шихты, приводят к отклонению температуры выгружаемого материала от задания. Эти отклонения могут быть скомпенсированы изменением уровня стабилизации загрузки. Скорость потока технологических газов на выходе из печи регулируется.
Однако этот способ не дает возможности точного поддержания заданного температурного режима и качества выгружаемого из нечи материала, из-за значительного запаздывания по каналу загрузка руды - температура выгружаемого из печи материала, причем величина запаздывания определяется временем прохождения загружаемого материала по печи. Ранее было установлено, что на вращающихся муфельных печах температура технологических газов, выходящих из печи, при постоянной скорости их истечения пропорциональна температуре материала в зоне подсушки, и при стабильном количестве поступающего в печь тепла, предопределяет значение основного технологического параметра процесса - температуры материала огарка на выходе из нечи. При стабильной но величине температуре технологических газов практически стабильно значение температуры огарка.
Таким образом, ввиду незначительного запаздывания по каналу загрузка - температура технологических газов, достигается зпачительная точность поддержания температуры огарка на выходе из печи путем коррекции уровня стабилизации -количества загружаемого в печь материала, пропорционально величине изменения температуры технологических газов, выходящих из печи, при постоянной скорости их истечения. Для обеспечения высокой точности стабилизации температурного режима процесса, а следовательно повышения извлечения и качества готового продукта и производительности печи уровень стабилизации температуры технологических газов изменяют по величине отклонения температуры материала, выгружаемого из печи, от заданной.
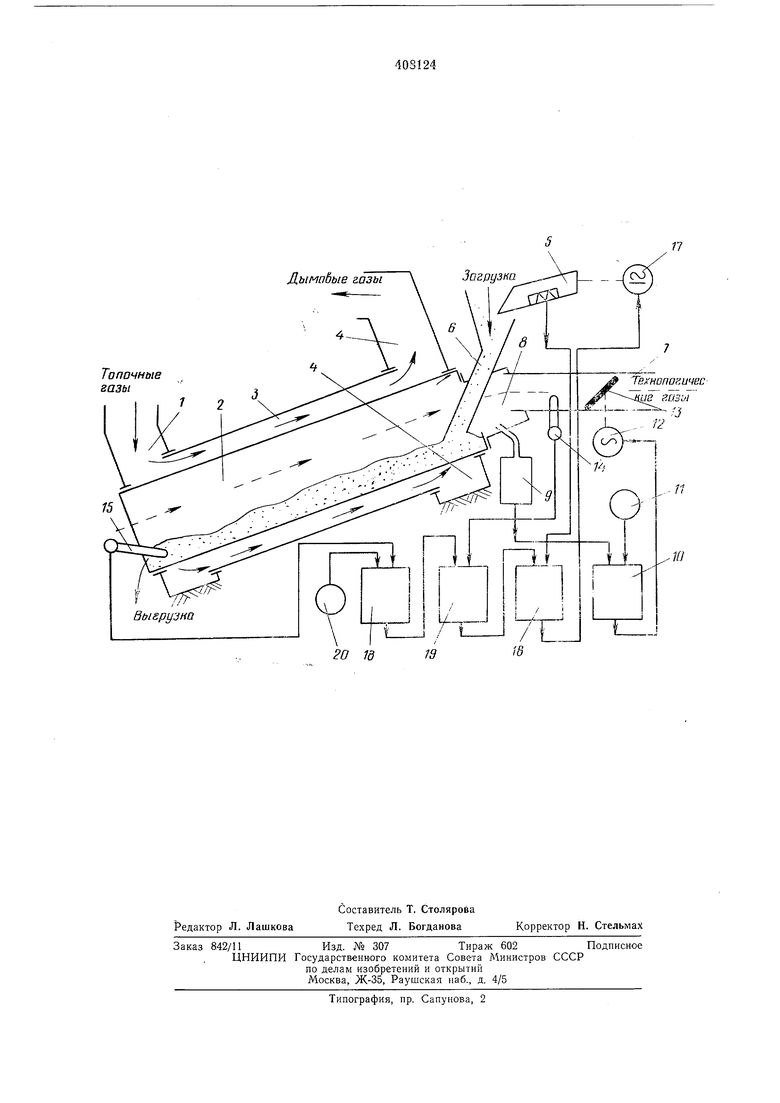
Изобретение поясняется чертежом.
Через неподвижную нижнюю головку 1 печи, топочные газы подаются для нагревания муфеля 2 в барабан 3 муфельной вращающейся печи, из которой удаляются через неподвижную камеру верхней головки 4 печи. Перерабатываемый материал дозатором 5 подается через течку 6 мус|)еля 2, в котором нагревается и транспортируется при вращении муфеля 2 к его разгрузочному концу. Образующиеся в ходе переработки материала технологические газы удаляются по газопроводу 7 через загрузочную камеру 8. Точное поддержание разрежения в загрузочной камере производится при помощи тягомера 9, подающего сигнал на регулятор стабилизации разрежения 10, который при отклонении разрежения от уровня, устанавливаемого задатчиком М, воздействием на исполнительный механизм 12 изменяет положение регулирующей заслонки 13, установленной на трубопроводе технологических газов. Температура технологических газов на выходе из печи контролируется термодатчиком 14, температура материала выгружаемого из печи - термодатчиком 15. Сигнал по загрузке материала, выдаваемый дозатором 5, подают на регулятор 16, стабилизирующий загрузку материала изменением скорости привода дозатора 17. Сигнал по температуре выгружаемого из печи материала поступает от термодатчика 15 на вход регулятора температуры выгружаемого материала 18. Сигнал по температуре технологических газов на выходе из печи подается на регулятор температуры технологических газов 19. Причем выходной аналоговый сигнал
регулятора 18 является заданием регулятору 19, который является заданием для регулятора стабилизации загрузки 16. Уровень стабилизации температуры выгружаемого материала устанавливают задатчиком 20.
Процесс осуществляется следующим образом.
При стабильном количестве поступающего в печь тепла, стабильном расходе технологических газов и загружаемого материала, и отсутствии при загрузке помех (изменения гранулометрического состава, влажности) температуры выгружаемого материала и технологических газов стабильны и равны установивщимся заданным значениям.
|При появлении помех по каналу загрузки руды с запаздыванием 10-15 мин начинает отклоняться от установивщегося уровня температура технологических газов, и регулятор
температуры технологических газов 19 вносит в уровень стабилизации загрузки коррекцию, направленную в сторону ликвидации появившегося возмущения. Регулятор 18, в СБОЮ очередь, сравнивает значение температуры выгружаемого материала с заданным значением, установленным с помощью задатчика 20, и при отклонении корректирует степень воздействия регулятора 19 на уровень загрузки, стабилизируемой регулятором 16.
Практическая реализация автоматического управления процессом осуществлена с помощью стандартной аппаратуры.
Предмет изобретения
Способ управления процессом обжига в муфельных вращающихся печах, включающий стабилизацию температуры и количества подаваемых для обогрева печи дымовых газов и скорости выхода из муфеля технологических газов, стабилизацию температуры технологических газов, путем изменения уровня стабилизации загрузки шихты, отличающийся тем, что, с целью обеспечения высокой точности стабилизации температурного
режима процесса, повышения извлечения и качества готового продукта и производительности печи, уровень стабилизации температуры технологических газов изменяют по величине отклонения температуры материала,
выгружаемого из печи, от заданной. Лымпбые газы Топочные газы /v Выерууна 20 18 ,,,. -( / Т Те нопокичес
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБЧАТАЯ ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ОБЖИГА УГЛЕКИСЛОГО МАГНИЯ И ДРУГИХ МАТЕРИАЛОВ | 1968 |
|
SU213264A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ | 1966 |
|
SU177613A1 |
| Способ управления технологическим режимом процесса обжига сульфидных концентратов в печи кипящего слоя | 2022 |
|
RU2796772C1 |
| Устройство для ввода воздуха и газо-ОбРАзНОгО ТОплиВА | 1979 |
|
SU842370A1 |
| Муфельная вращающаяся печь | 1972 |
|
SU450066A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАЛИВАНИЯ СЫРЬЕВОГО МАТЕРИАЛА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2006 |
|
RU2308651C1 |
| Способ автоматического управления тепловым режимом вращающейся печи | 1981 |
|
SU972207A1 |
| Проходная муфельная печь | 1987 |
|
SU1689744A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА МЕТАЛЛУРГИЧЕСКОГО СЫРЬЯ В ПЕЧИ КИПЯЩЕГО СЛОЯ И ЕЕ ОСТАНОВКИ | 2005 |
|
RU2293936C2 |
| МУФЕЛЬНАЯ ВРАЩАЮЩАЯСЯ ПЕЧЬ | 1973 |
|
SU382898A1 |