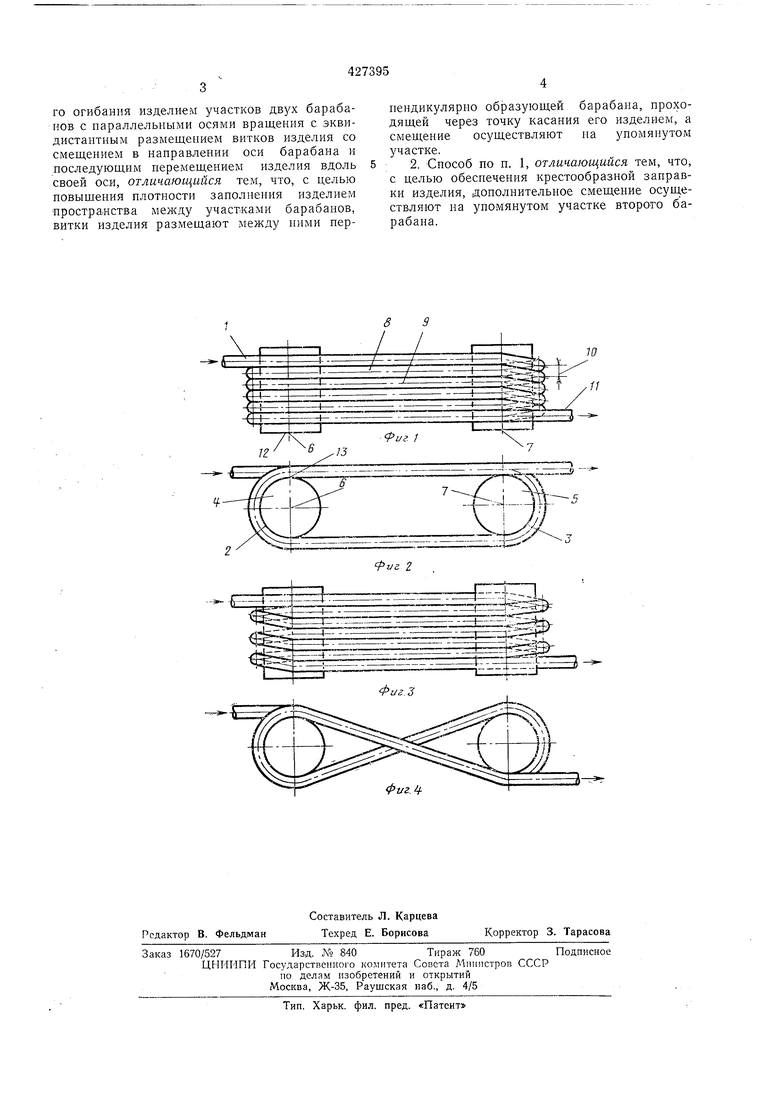
Предложенный способ предназначен для перемотки гибких протяженных изделий, например кабельных, в процессе их многократной обработки, в частности эмалирования или облучения. Известные способы перемотки (гибких протяженных изделий, основанные на последовательном огибании изделием участков двух барабанов с параллельными осями враш,ения, эквидистантном размещении витков изделия со смещением в нанравлении оси барабана и последующем перемещении изделия вдоль своей оси, не обеспечивают высокой плотности заполнения пространства между упомянутыми участками барабанов. По предлагаемому способу с целью повыщения плотности зaпoлн ния пространства между упомянутыми участками барабанов витки изделия размещают между ними перпендикулярно образующей барабана, проходящей через точку касания его изделием, а указанное смещение осуществляют на упомянутом участке. При этом с целью обеспечения крестообразной заправки изделия дополнительное смещение осуществляют на упомяну.том участке второго барабана. На фи(г. 1 и 2 схематически показана перемотка предложенным способом; на фиг. 3 и 4 иллюстрируется вариант перемотки предложенным способом с крестообразной заправкой. Перемотка гибкого протяженного изделия / осуществляется путем последовательного огибания изделием участков 2 и 3 барабанов 4 и 5 с параллельными осями вращения 6 и 7, эквидистантного размещения витков 8 и 9 изделия со смещением (10) в направлении оси барабана, с последующг1М перемещением вдоль своей оси 11. При этом с целью повыщения плотности заполнения изделием пространства между участками 2 и 5 барабанов витки изделия размещают между ними перпендикулярно образующей барабана 12, проходящей через точку /5 касания его изделием, а смещение 10 изделия осуществляют известным способом, например отводной гребенкой -(ке показанной на чертеже) на участке 3 барабана. В случае крестообразной занравки изделия, как это показано на фиг. 3 и 4, смещение объекта помимо участка 3 барабана 5 осуществляется также и на участке 2 барабана 4. Предмет изобретения 1. Способ перемотки гибких протяженных изделий, например проводов, в процессе многократной обработки, путем последовательного огибания изделием участков двух барабанов с параллельными осями вращения с эквидистаитным размещением витков изделия со смещением в направлении оси барабана и последующим перемещением изделия вдоль своей оси, отличающийся тем, что, с целью повыщения плотности заполнения изделием простра-нства между участками барабанов, витки изделия размещают между ними перпендикулярно образующей барабана, проходящей через точку касания его изделием, а смещение осуществляют на упомянутом участке.
2. Способ по п. 1, отличающийся тем, что, с целью обеспечения крестообразной заправки изделия, дополнительное смещение осуц ествляют на упомянутом участке второго барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕМОТЧИК КАБЕЛЯ | 2006 |
|
RU2317240C1 |
| УСТРОЙСТВО ДЛЯ ОБЛУЧЕНИЯ ГИБКИХ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2272328C1 |
| Устройство для перемотки кабельных изделий (трубок) | 2017 |
|
RU2707966C2 |
| УСТРОЙСТВО ЗАХВАТА И РЕЗКИ КАБЕЛЯ ДЛЯ СДВОЕННОГО ПРИЕМНОГО УСТРОЙСТВА С ДВУМЯ СООСНЫМИ ПРИЕМНЫМИ БАРАБАНАМИ | 2006 |
|
RU2334612C2 |
| Машина для перемотки нитей с бобин в мотки-либиты для изготовления авровых тканей | 1989 |
|
SU1643389A1 |
| Устройство для обкладки резиной наружной поверхности цилиндрического изделия | 1980 |
|
SU960042A1 |
| Устройство для направления ленты конвейера | 1986 |
|
SU1320129A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2006 |
|
RU2308406C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОЧИСТКИ ЗАГОТОВКИ ОТ ОКАЛИНЫ И ОКАЛИНОЛОМАТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395357C1 |
| Крутонаклонный ленточный конвейер | 2001 |
|
RU2220894C2 |