(54) УСТРОЙСТВО ДЛЯ ОБКЛАДКИ РЕЗИНОЙ НАРУЖНОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ
1
Изобретение относится к оборудованию для изготовления резино-металлических изделий, в частности к устройствам для гуммирования наружной поверхности цилиндрических изделий, например барабанов магнитных сепараторов.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для обкладки резиной наружной поверхности цилиндрического изделия, содержащее каретку, смонтированную с возможностью возвратно-поступательного перемещения вдоль изделия посредством приводного ходового винта, установленную на каретке посредством цапфы с возможностью noBopota в горизонтальной плоскости платформу с натяжными роликами, бобину для резиновой ленты и приспособление для промазки 1.
Это устройство осуществляет последовательную укладку витков футеровочной ленты на барабан внахлестку. При обеспечении определенного соотношения между скоростями вращения барабана и винта это устройство может осуществить и укладку витков встык, однако поворот платформы
в устройстве осуществляется лищь при настройке устройства на определенный угол наматывания ленты, а в процессе работы устройства платформа жестко зафиксирована относительно каретки и так как ось
5 вертикальной цапфы, на которой установлена платформа, смещена относительно поперечной плоскости симметрии кассеты, рабочее усилие натяжение ленты воспринимается опорным моментом на фиксаторе
fo цапфы и, следовательно, усилие натяжения ленты изменяется по ее щйрине пропорционально расстоянию от оси цапфы до соответствующего слоя ленты.
Таким образом, устройство не обеспечивает равномерного натяжения ленты по всей
15 щйрине и также не обеспечивает равномерного нанесения клея на резиновую ленту в процессе гуммирования, так как клей наносится иа поверхность изделия перед операцией намотки ленты.
Целью изобретения является повыщение качества изделия за счет обеспечения равномерного натяжения ленты по ее ширине и за счет равномерной промазки ленты в процессе обкладки.
Поставленная цель достигается тем, что в устройстве, содержащем каретку, смонтированную с возможностью возвратнопоступательного перемещения вдоль изделия посредством приводного ходового винта, установленную на каретке посредством цапфы с возможностью поворота в горизонтальной плоскости платформу с натяжными роликами, бобину для резиновой ленты и приспособление для промазки, бобина размещена на платформе над цапфой, при этом центр цапфы расположен на прямой, проходящей через середину длины бобины перпендикулярно ее продольной оси, а приспособление для промазки смонтировано на платформе.
При этом приспособление для промазки выполнено в виде ванночки с промазывающим раствором и помещенного в нее промазывающего ролика, кинематически связанного с натяжным роликом.
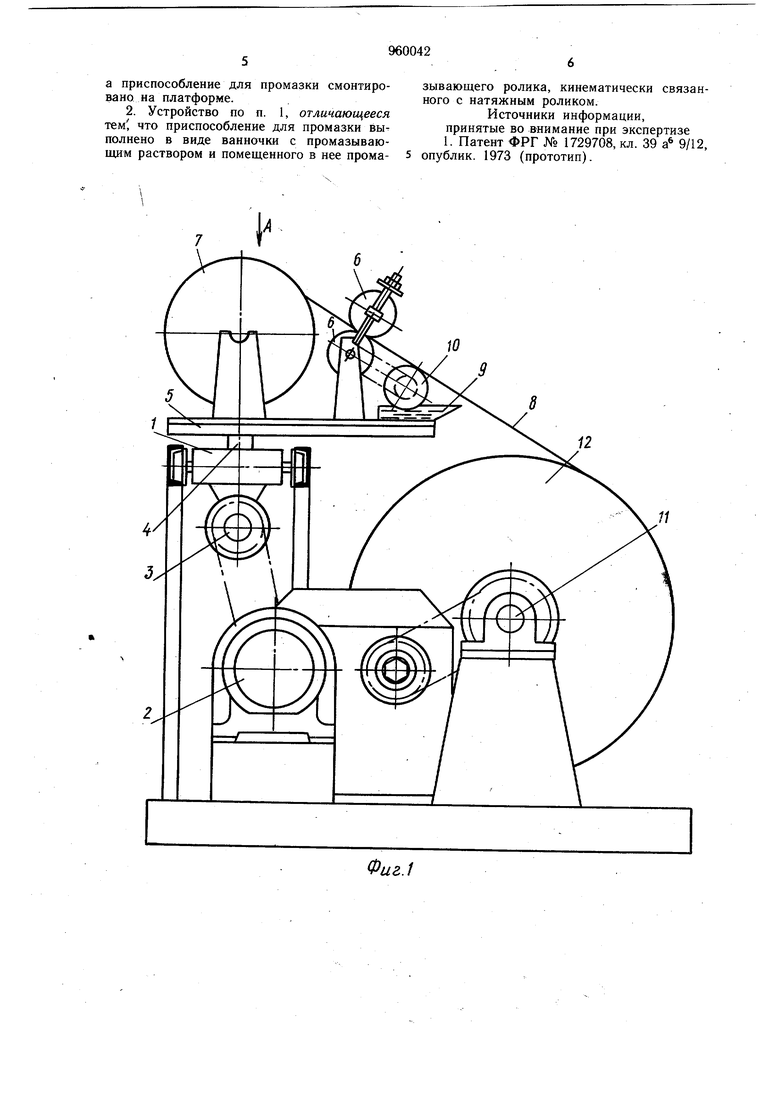
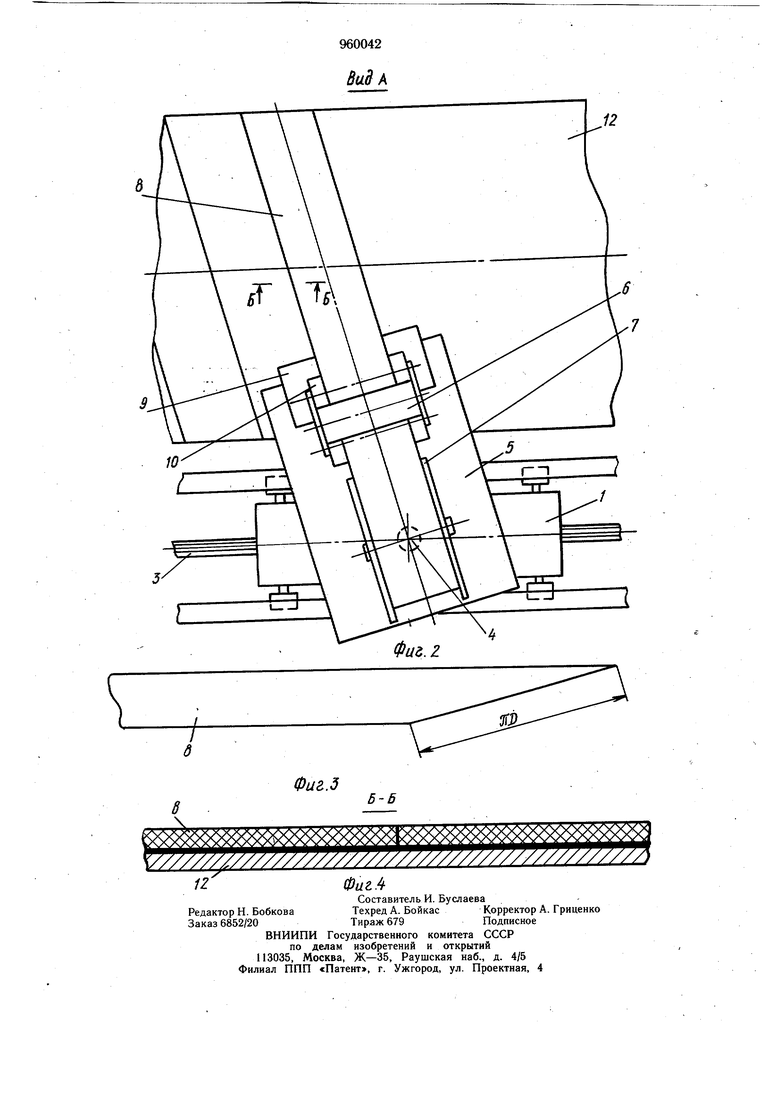
На фиг. 1 изображено устройство, общий вид; на ,фиг. 2 - вид А на фиг. 1; на фиг. 3 - обработанный конец ленты перед намоткой на бобину; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство содержит каретку 1, установленную с возможностью возвратно-постунательного перемещения вдоль изделия посредством приводного от привода 2 ходового винта 3. На каретке 1 посредством вертикальной цапфы 4 смонтирована с возможностью поворота в горизонтальной плоскости платформа 5. На платформе размещены натяжные ролики 6, бобина 7 для резиновой ленты 8 и приспособление для промазки. Последнее включает ванночку 9 с промазывающим раствором, например клеем, в которую помещен промазывающий ролик 10, кинематически связанный с одним из натяжных роликов 6. Цилиндрическое изделие установлено на валу 11, кинематически связанном с приводом 2.
Бобина 7 установлена над цапфой 4, а центр последней расположен на прямой, проходящей через середину длины бобины перпендикулярно ее продольной оси.
Устройство работает следующим образом
Перед заправкой резиновой ленты 8 в натяжные ролики 6 на ее конце, намотанном на бобину 7, выполняют срез (см. фиг. 3). Затем бобину 7 с лентой 8 устанавливают на поворотной платформе 5, конец ленты пропускают между натяжными роликами 6. Каретку 1 устанавливают в крайнем положении у одного из торцов изделия таким образом, чтобы при укладке ленты на изделие, например барабан 12, плоскость среза конца ленты совместилась.с плоскостью торца обечайки барабана 12. Прилегающую к обечайке поверхность конца ленты смазывают клеем и укрепляют на барабане. Затем включают привод 2, которым приводят во вращение барабан 12 и ходовой винт 3. Каретка 1 перемещается вдоль ходового винта 3, лента 8 при этом сматывается в бобину 7, и ее витки последовательно укладываются на обечайке барабана 12 встык (см. фиг. 4). Натяжные ролики 6 на поворотной платформе 5 обеспечивают растягивание ленты 8. При этом рабочее усилие натяжения ленты уравновещивается опорной реакцией цапфы 4, вследствие чего и резиновая лента 8 располагается перпендикулярно продольной оси бобины без смещения относительно последней. Из условия равновесия системы (сумма моментов действующих усилий относительно оси цапфы равна нулю) вытекает равенство усилий натяжения кромок ленты 8, а следовательно и постоянство усилия натяжения ленты по всей щирине. Проходя между натяжными роликами 6 лента приводит во вращение их и кинематически связанный с ними промазывающий ролик 10, частично погруженный в ванночку 9 с клеем и контактирующий с ней. При вращении ролик 10 захватывает клей из ванночки 9 и наносит его на поверхность ленты 8. По достижении последней противоположного конца барабана 12 ее обрезают по торцу обечайки. Конец леиты закрепляют на барабане 12.
Таким образом, предлагаемое местоположение цапфы относительно бобины позволит обеспечить равномерное натяжение ленты по всей ее щирине, что повыщает качество поверхности изделия и способствует повыщению производительности труда. Установка на поворотной платформе устройства для промазки позволяет наносить клей иа ленту равномерным слоем непосредственно в процессе обкладки по мере ее наматывания на барабан, что также повыщает производительность труда и качество поверхности изделия.
Формула изобретения
1. Устройство для обкладки резиной наружной поверхности цилиндрического изделия, содержащее каретку, смонтированную с возможностью возвратно-поступательного перемещения вдоль изделия посредством приводного ходового винта, установленную на каретке посредством цапфы с возможностью поворота в горизонтальной плоскости платформу с натяжными роликами, бобину для резиновой ленты и приспособление для промазки, отличающееся тем, что, с целью повыщения качества изделий за счет обеспечения равномериого натяжения ленты по ее щириие и за счет равномерной промазки ленты в процессе обкладки, бобина размещена на платформе, над цапфой, при этом центр цапфы расположен на прямой, проходящей через середину длииы бобины перпендикулярно ее продольной оси.
а приспособление для промазки смонтировано на платформе.
2. Устройство по п. 1, отличающееся тем что приспособление для промазки вы полнено в виде ванночки с промазывающим раствором и помещенного в нее промазывающего ролика, кинематически связанного с натяжным роликом.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 1729708, кл. 39 а 9/12, опублик. 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гуммирования внутренних поверхностей полых изделий | 1987 |
|
SU1419911A1 |
| Устройство для намотки ленточного эластичного материала на оправку | 1984 |
|
SU1142402A1 |
| Устройство для гуммирования внутренних поверхностей полых изделий | 1973 |
|
SU469614A1 |
| Устройство для формования бортов транспортной ленты в валковой машине | 1990 |
|
SU1763233A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОЛОТНО ЭЛАСТИЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2027595C1 |
| Устройство для стыковки эластичных полотнищ | 1982 |
|
SU1063623A1 |
| СТЕКЛОПЛАСТИКОБЕТОННАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2457387C2 |
| Устройство для односторонней промазки деталей резиновой обуви | 1954 |
|
SU106043A1 |
| Способ изготовления резинотехнических изделий | 1990 |
|
SU1782772A1 |
| Устройство для нанесения полимерного покрытия на внутреннюю поверхность трубопровода | 1989 |
|
SU1722860A1 |
Фиг./
