1
Иообретение относится к области автомй тической загрузки технологического оборудования и может быть использовано для активного контроля и сортировки различных по форме и размерам асимметричных деталей.
Известны способы фиентации немагнитны токотфоводяших деталей с различной эквивалентной проводимостью коннов под воздействием электродинамических сип, возникающих при взаимодействии магнитных полей ин дуцированных в детали токов с основным магнитным полем.
Предложенный способ отличается от известных тем, что на индуцируемый в детали контур тока воздействуют магнитными дополнительньис контуров токов, индуцируемых тем же магнитным полем и расположенных симметрично и параллельно плоскости контура индуцируемого в детали тока с частичным перекрытием его, по крайней мере, с одного конца детали.
Это позволяет уменьшить энергозатраты и увеличить чувствительность процесса.
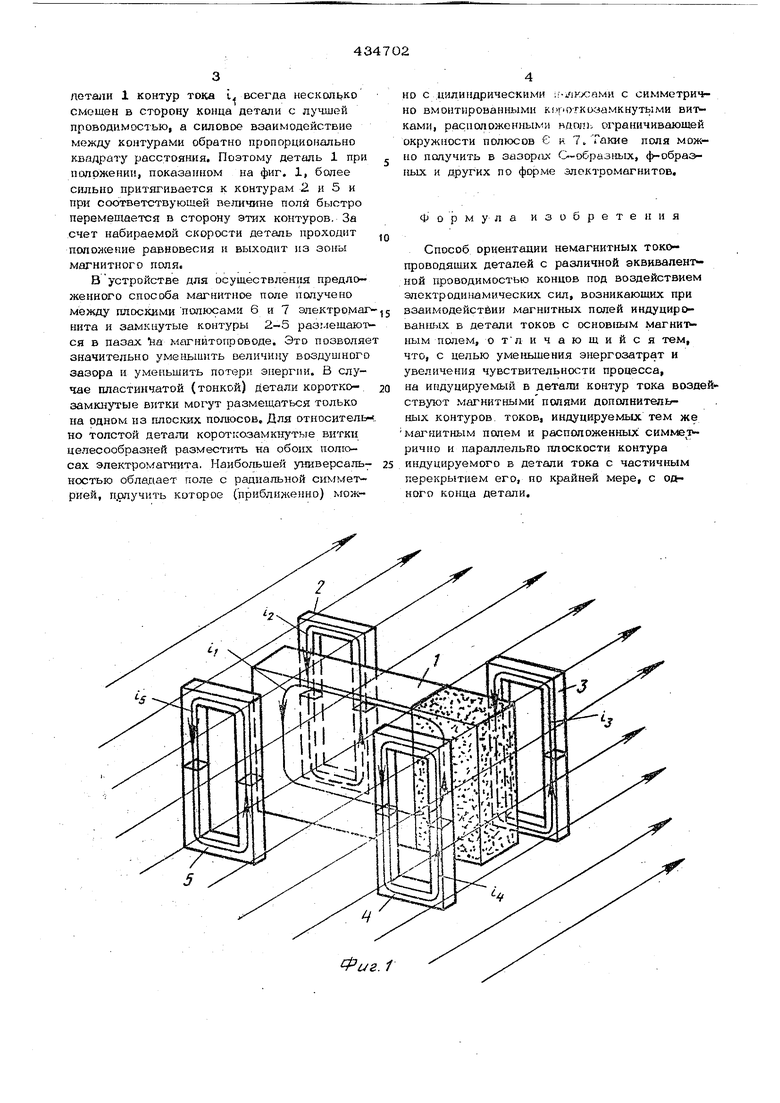
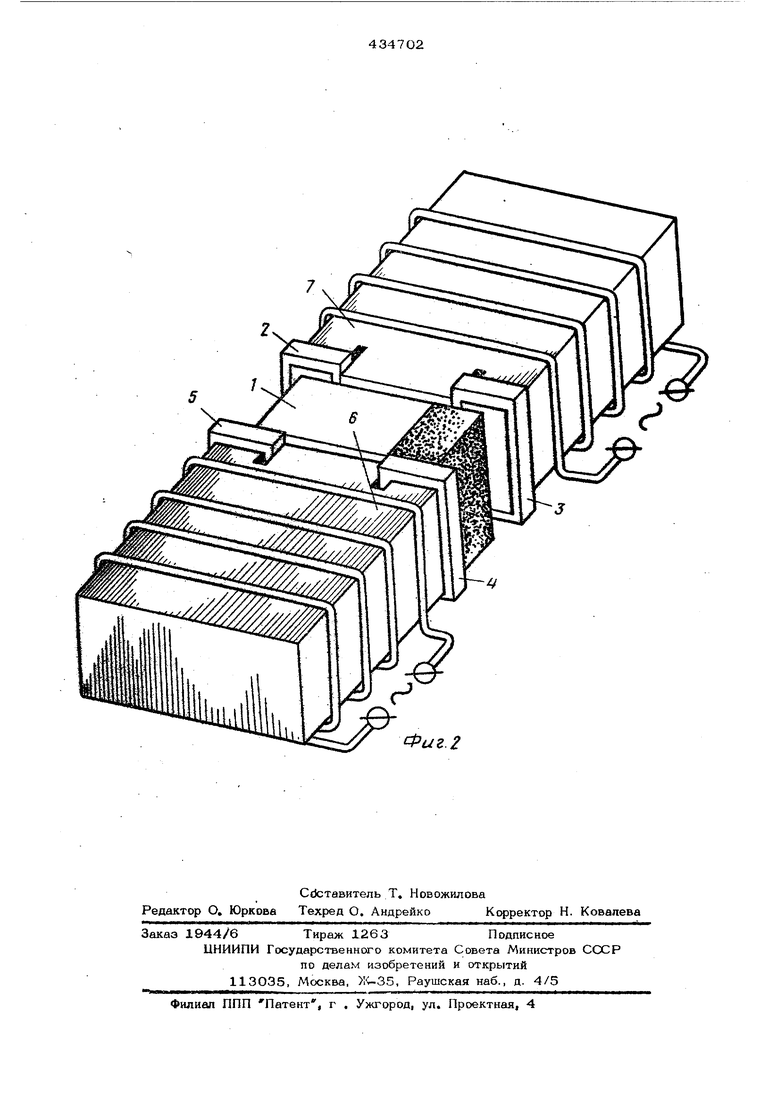
На фиг. 1 показано возникновение несимметричности силового воздействия для асимметричной детали; на фиг. 2 - устройство для реализации предложенного способа.
Биметаллическую пластинчатую деталь 1 помещают в переменное магнитное поле. По противоположным асимметричным концам детали помещают короткозамкнутые витк -контуры 2-5 перпендикулярно вект1 ру индукции и на одинаковом расстоянии от соответствующих асимметричных концов детали. Как в контурах 2-5, так и в детали 1 наводятся индукционые токи 1 Д,, ij, Сц и Lg примерно ояииаковой фазы.
Известно , что одинаково направленные токи притягиваются, а противоположно направленные-отталкиваются. При совпадении угла сдвига фаз все токи направлены в одну и ту же сторону в любой момент времени При небольшом несовпадении фаз усередненные за любой полупериод значения токов lii-D-Sitii MLj совпадают по направлению. Поэтому, токи Ц1-5 всегда притягиваются один к другому. А так как короткозамкнутые контуры 2-5 жестко закреплены, то перемешаться можеттолькодеталь. Вслед ствие различной проводимости материала детали 1 контур тока L всегда нескол1 к.о смешен в сторону конца детали с лучшей проводимостью, а силовое взаимодействие между контурами обратно пропорционально квадрату расстояния. Поэтому деталь 1 при положении, показанном на фиг. 1, более сильно притягивается к контурам 2 и 5 и при соответствующей величине поля быстро перемещается в сторону этих контуров. За счет набираемой скорости деталь проходит положение равновесия и выходит из зоны магнитного поля. В устройстве для осуществления предло женного способа магнитное поле получено между плоскими полюсами 6 и 7 электромаг нита и замкнутые контуры 2-5 разглешаюр ся в пазах ка магнитопроводе. Это позволя значительно уменьшить величину возщшного зазора и уменьшить потери энергии. В случае пластинчатой (тонкой) детали короткозамкнутые витки могут размещаться только на одном из плоских полюсов. Для относитель но толстой детали коротказамкнутые витки целесообразней разместить на обопх ionioсах электромагнита. Наибольшей универсалькостью обла.пает поле с радиальной симметрией, п.шучить которое (приближенно) можно с .цилиндрическими с симметрично вмоитированными кг1ГОтко.замкнутыми витками, раснагшжеиными вдол). ограничивающей окружности полюсов 6 к 7. Такие поля можно получить в зазорг1Х О-образных, ф-обраэных и других по форме электромагнитов. Формула изобретения Способ ориентации немагнитных токопроводяших деталей с различной эквивалентной проводимостью концов под воздействием электродинамических сил, возникающих при взаимодейстЁии магнитных полей индуцированЕгых в детали токов с основным магнитным полем, о тл и ч а ю щ и и с я тем, что, с целью уменьшения энергозатрат и увеличения чувствительности процесса, на индуцируемый в детали контур тока воздействуют магнитнь ми полями дополнительных контуров токов, индуцируемых тем же магнитным полем и расположенных симметррично и параллельно плоскости контура индуцируемого в детали тока с частичным перекрытием его, по крайней мере, с оа ноГо конца детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения на орентированные потоки немагнитных токопроводящих детелей | 1973 |
|
SU550269A1 |
| Способ разделения асимметричных немагнитных токопроводящих деталей на ориентированные потоки | 1972 |
|
SU441763A1 |
| Устройство для ориентации токопроводящих немагнитных деталей | 1972 |
|
SU446168A1 |
| Способ демонтажа узлов | 1973 |
|
SU441762A1 |
| Устройство для разделения на ориентированные потоки немагнитных токопроводящих асимметричных деталей | 1972 |
|
SU438515A1 |
| Устройство для бесконтактного ориентирования немагнитных токопроводящих деталей | 1970 |
|
SU344700A1 |
| Устройство для бесконтактной магнитной ориентации металлических деталей | 1982 |
|
SU1052363A1 |
| Устройство для пайки немагнитных токопроводящих деталей | 1977 |
|
SU749588A1 |
| Устройство для бесконтактного ориентирования немагнитных токопроводящих деталей | 1970 |
|
SU341287A1 |
| ЭЛЕКТРОДИНАМИЧЕСКИЙ ВИБРАТОР | 1992 |
|
RU2046029C1 |
е. 1
Фиг. 2
