§ СП
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации токопроводящих немагнитных деталей | 1972 |
|
SU446168A1 |
| Способ сборки узлов | 1977 |
|
SU737189A1 |
| СПОСОБ РАЗБОРКИ СОЕДИНЕНИЯ ТИПА ВАЛ-ВТУЛКА | 1994 |
|
RU2106233C1 |
| Способ сборки немагнитных токопроводящих деталей | 1972 |
|
SU380081A1 |
| Устройство для пайки немагнитных токопроводящих деталей | 1977 |
|
SU749588A1 |
| СПОСОБ РАЗБОРКИ УЗЛА КЛЕЕМЕХАНИЧЕСКОГО БАЙОНЕТНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2015 |
|
RU2604557C1 |
| Переносное устройство для разборки прессовых соединений | 1980 |
|
SU903066A1 |
| Способ сборки узлов | 1972 |
|
SU413724A1 |
| УСТРОЙСТВО для МАГНИТНОЙ ОРИЕНТАЦИИ ПЛОСКИХДЕТАЛЕЙ | 1971 |
|
SU321323A1 |
| Способ ориентации немагнитных токопроводящих деталей | 1972 |
|
SU434702A1 |
1. СПОСОБ ДЕМОНТАЖА УЗЛОВ из немагнитных.токопроводящих деталей в переменном магнитном поле под воздействием электродинамических сил, возникающих при взаимодействии контуров токов, инду15ируе>&1ых в-дета- лях, о т ли. чающийся тем.что, с'• целью исключения механического повреждения деталей, поле направляют вдоль плоскости разъема деталей перпендикулярно.к их оси.2.Способ по П.1, от ли ч а ю - щ и и с я-даем, что, с целью усиления силового воздействия на детали, поле концентрируют вблизи плоскости разъема.- ' '3..Способ по п.. 1, о т л и ч а ю- щ и и с я тем, что, с целью предот-- вращения заклинивания деталей, поле накладывают попеременно в различных направлениях вдоль плоскости разъему.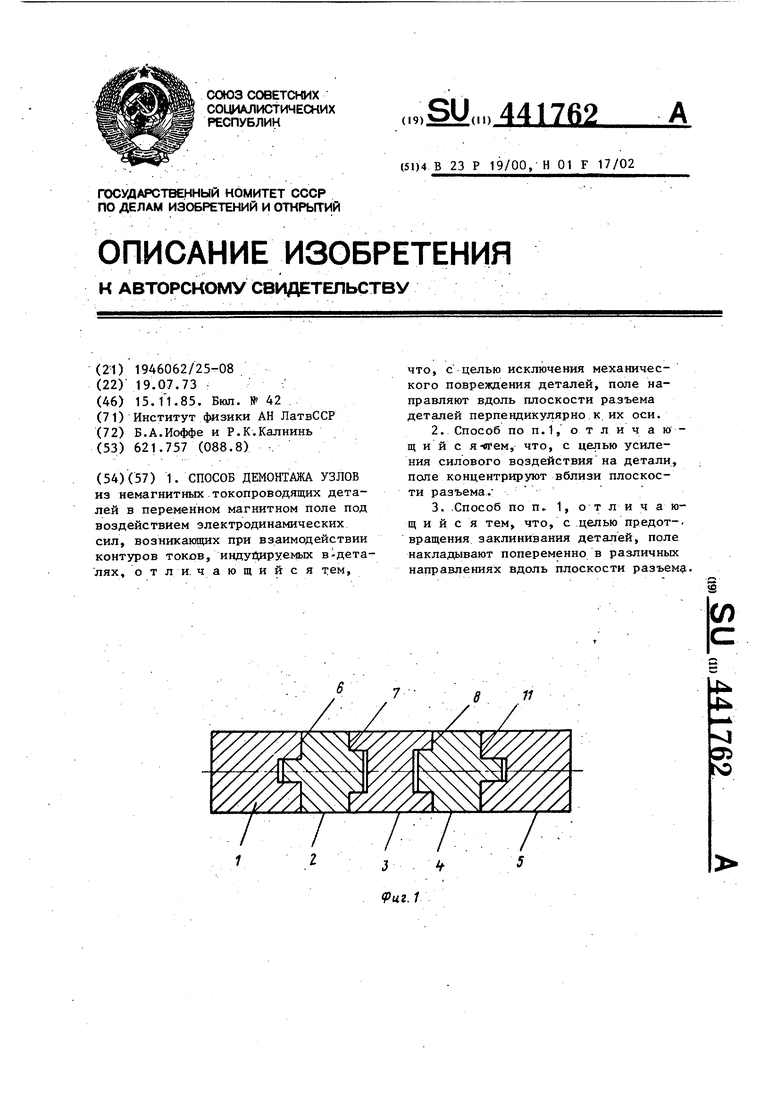
в 11
Изобретение относится к области автоматизации процессов демонтажа узлов, состоящих из немагнитных токопроводящих деталей, собранных с натягом, и может найти применение в приборо- и машиностроении при автоматизации ремонтных и разборочных работ.
Известны способы сборки деталей из немагнитных токопроводящих деталей в переменном магнитном поле под воздействием электродинамических сил, возникающих при взаимодействии контуров токов, индуцируемых в деталях.
Предлагаемый способ отличается от известных тем, что с целью исключения, механического повреждения деталей поле направляют вдоль плоскости разъема деталей перпендикулярно к их оси.
Для усиления силового воздействия н.а детали поле концентрируют . в(5лизи плоскости раз-ъема.
Кроме того, для предотвращения заклинивания деталей поле накладывают попеременно в различных направ лениях вдоль плоскости разъема.
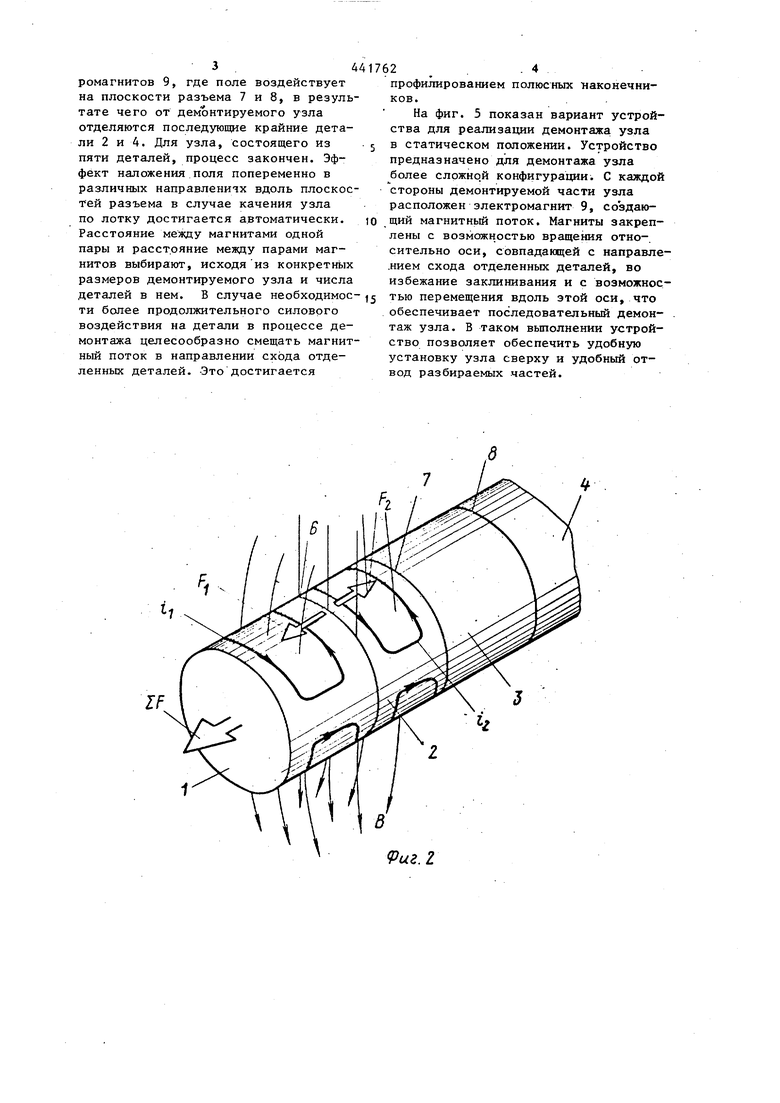
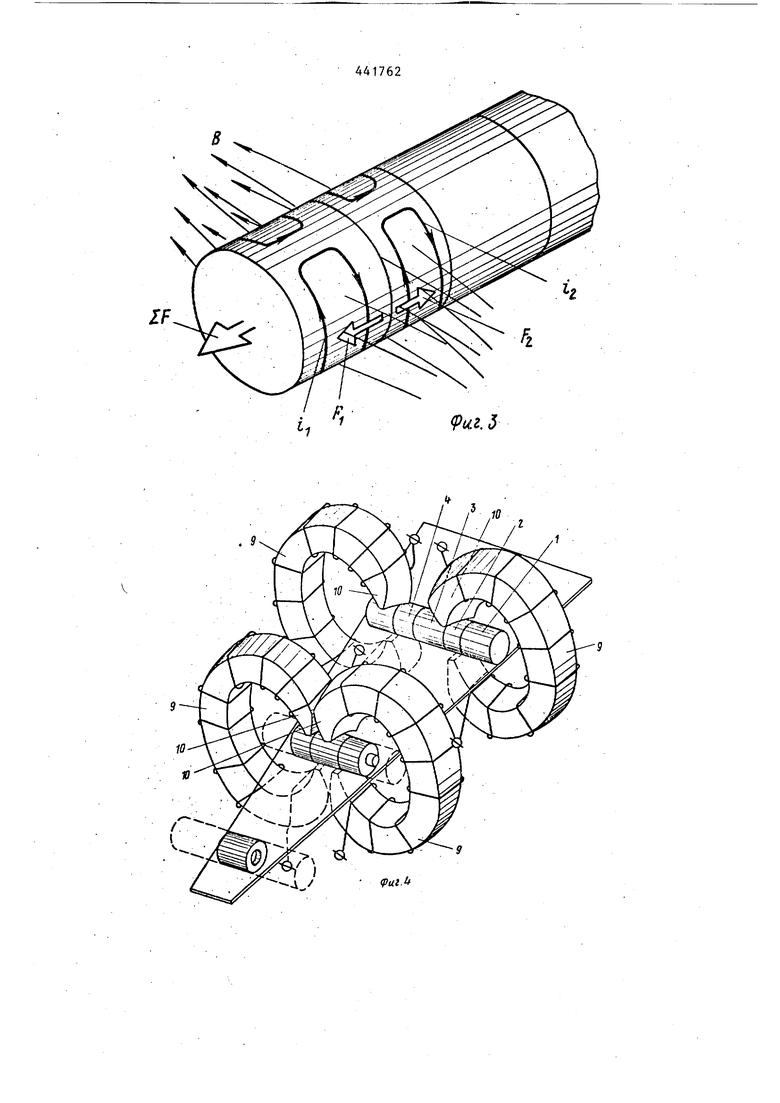
На. фиг. 1 изображен дeмoнтиpye ый узел, на фиг. 2 и 3 - силы, вызывающие демонтаж узла в магнитном поле5 на фиг. 4и 5 - варианты устройства для реализации предлагаемого способа
Демонтируемый узел состоит из нескольких немагнитных токопроводящнх деталей, заключенных в оболочку (изоляция, краска), причем соединение с натягом осуществлено за счет проточек, выступов -илипазов в деталях. Все детали имеют общую ось. Демонтаж узла осуществляется следующим образом.. На узел накладывают переменное однородное магнитное поле, причем вектор ивдукщш поля В направляют вдоль плоскости разъема деталей, составляющих узел, перпендикулярно к их оси. Благодаря наличию тончайшей окисной пленки между деталями 1-5, являющейся как бы изоляцией (эта пленка возникает на воздухе практически на всех промышленных немагнитных Токопроводящих деталях), в каждой детали индуцируются соответственным образом направленные контуры токов (эквивалентные контуры обозначены через 1,, 12..). При этом контуры токов, индуцируемых в смежных деталях 1 и
При поступлении узла по наклонной плоскости в пространство между полюс-ными наконечниками 10 первой пары электромагнитов 9 в результате воздействия магнитного поля на плоскости разъема 6 и 11 детали 1 и 5 отделяются от узла, и узел, СОСТОЯЕЦИЙ теперь из трех деталей, поступает далее в пространство между полюсными наконечниками 10 второй пары злектромагнитов 9, где поле воздействует на плоскости разъема 7 и 8, в резуль тате чего от демонтируемого узла отделяются последующие крайние детали 2 и 4. Для узла, состоящего из пяти деталей, процесс закончен. Эффект наложения поля попеременно в различных направлениях вдоль плоскос тей разъема в случае качения узла по лотку достигается автоматически. Расстояние между магнитами одной пары и расстояние между парами магнитов выбирают, исходяиз конкретнь1х размеров демонтируемого узла и числа деталей в нем. В случае необходимое ти более продолжительного силового воздействия на детали в процессе демонтажа целесообразно смещатъ магнит ный поток в направлении схода отделенных деталей. -Это достигается
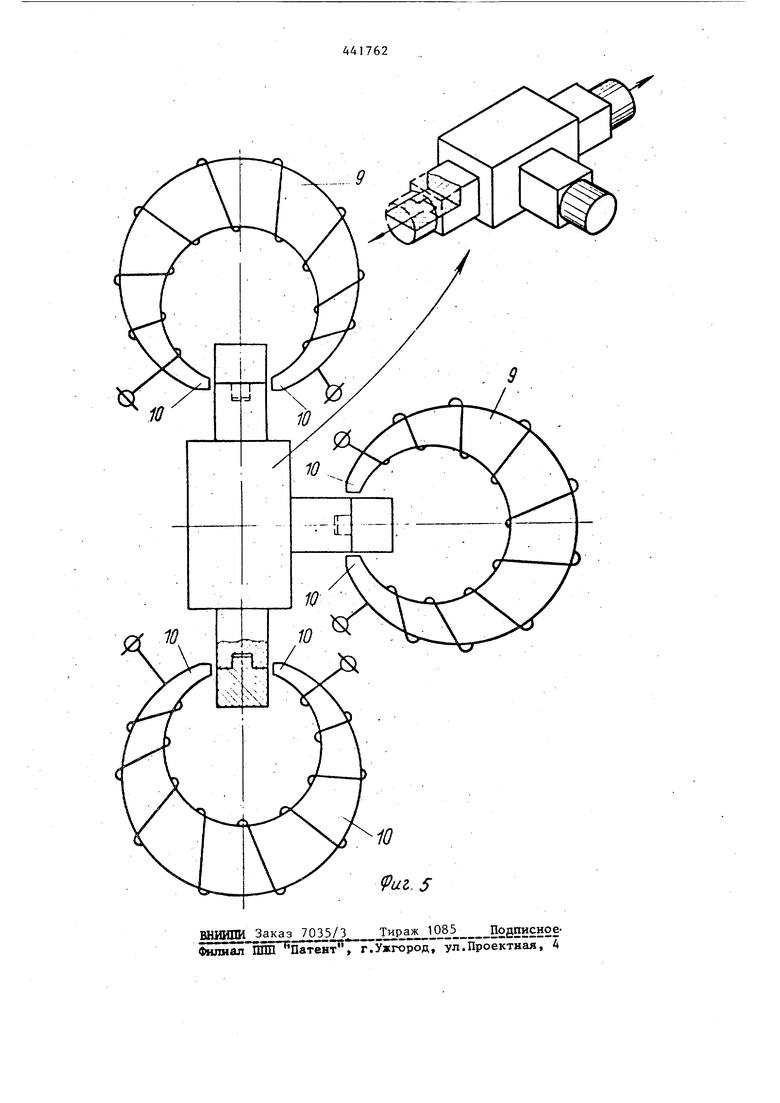
иг.г профилированием полюсных иаконечников. На фиг. 5 показан вариант устройства для реализации демонтажа узла в статическом положении. Устройство предназначено для демонтажа узла более сложной конфигурации. С каждой стороны демонтируемой части узла расположен электромагнит 9, создающий магнитный поток. Магниты закреплены с возможностью вращения отно-. сительно оси, совпадающей с иаправле.нием схода отделенных деталей, во избежание заклинивания и с возможностью перемещения вдоль этой оси, что обеспечивает последовательный демонтаж узла. В таком выполнении устройство позволяет обеспечить удобную установку узла сверху и удобный отвод разбираемых частей.
В
Риг, J
10
риг.
