1
Известен пустотообразователь для изготовления железобетонных изделий, например шпал, содержащий корпус с фасонными выступами и фигурной головкой и устанавливаемую на корпусе закладную шайбу.
Известный лустотообразователь недостаточно эффективен, так как не имеет возможности калибровать пустоты - отверстия.
Цель изобретения - получение калиброванных пустот и снижение трудоемкости.
Эта цель достигается тем, что фигурная головка укреплена на проходящей через цептр основания корпуса оси, имеющей привод для периодически возвратно-поворотного вращения головки на 90° относительно шайбы с корпусом, основание которого выполнено пирамидальным для его фиксации.
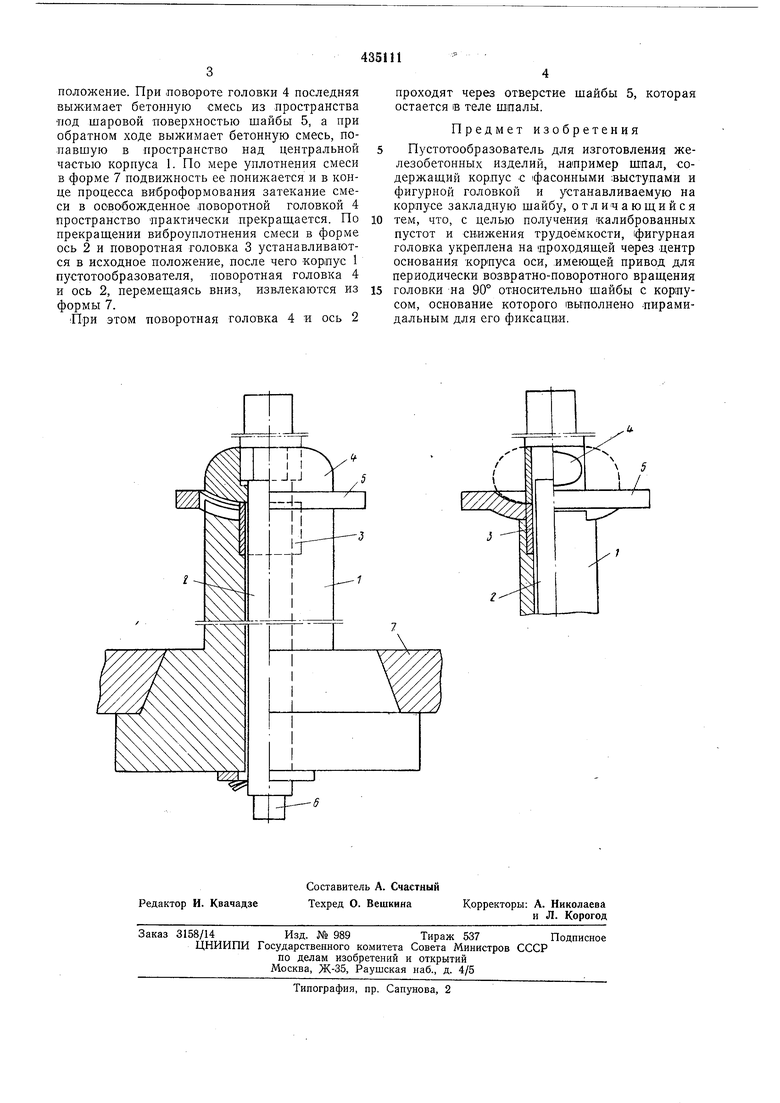
На чертеже изображен предложенный пустотообразователь в двух проекциях.
Корпус 1 выполнен из износоустойчивого материала, например металла или пластмассы, с фасонными выступами и пирамидально расширенным основанием со сквозным отверстием, в которое введена вращающаяся ось 2. Сквозное отверстие корпуса 1 в верхней части снабжено выступающей к,руглой втулкой 3, служащей скользящим упорным подшипником для поворотной головки 4, посаженной на вращающуюся ось 2 и опирающуюся также на
втулку 3. Закладная шайба 5, опущенная на фасонные выступы корпуса 1, расположена под фигурной поворотной головкой 4. Центральная верхняя часть корпуса 1 введена в
отверстие шайбы 5 и имеет прямоугольную форму, повторяющую форму отверстия шайбы. Форма поворотной 1головки 4 повторяет форму головки путейского болта, а ее размеры несколько больше размеров болта, но меньше
отверстия шайбы 5. Поворотная головка 4 прижата к втулке 3 корпуса 1 осью 2, проходящей сквозь поворотную головку 4 и корпус 1. Ось 2 имеет возможность свободно вращаться в отверстии корпуса 1 вместе с
поворотной головкой 4 на угол 90°. Верхняя часть оси 2 имеет вид усеченного конуса, -что необходимо для образования в шпале отверстия для стока воды. Нижняя часть оси 2 выступает из корпуса 1, проходит через отверстие динща формы 7 и соединяется с приводом 6 поворота головки.
Корпус 1 устройства с осью 2 и уложенной на пего шайбой 5 вводится снизу в отверстие формы 7. Пирамидальное основание корпуса 1
плотно закрывает отверсти.е формы 7. В процессе заполнения формы 7 и виброуплотнения бетона привод 6 периодически поворачивает ось 2 с укрепленной на ней поворотной головкой 4 на угол 90° и обратпо в исходное
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной пустотообразотель | 1973 |
|
SU477843A2 |
| СОСТАВНОЙ ПУСТОТООБРАЗОВАТЕЛЬ_-———^-, - ;. C-f*ес^со'ози^п S | 1972 |
|
SU329018A1 |
| Составной пустотообразователь | 1991 |
|
SU1823814A3 |
| Пустотообразователь для образования монтажных отверстий для крепления рельс в железобетонных шпалах | 1982 |
|
SU1085836A1 |
| Пустотообразователь для образования монтажных отверстий в железобетонных шпалах | 1984 |
|
SU1162596A1 |
| Пустотообразователь для образования монтажных отверстий в железобетонных шпалах | 1978 |
|
SU776924A1 |
| Устройство для образования отверстий в железобетонных шпалах | 1984 |
|
SU1274930A1 |
| Пустотообразователь для образования монтажных отверстий в железобетонных шпалах | 1986 |
|
SU1375461A1 |
| Пустотообразователь форм для изготовления железобетонных шпал | 1989 |
|
SU1675098A1 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ПЕРЕЕЗД И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОБЕТОННЫХ ПЛИТ ДЛЯ НЕГО | 2019 |
|
RU2700996C1 |
