(54) .MAiHHHA ДЛЯ ПАКЕ 1г1РС)ВКИ М ОБВЯЗКИ ЛГиЬОЛОКОЙ )В-;.)1Г) i ИОКАТА
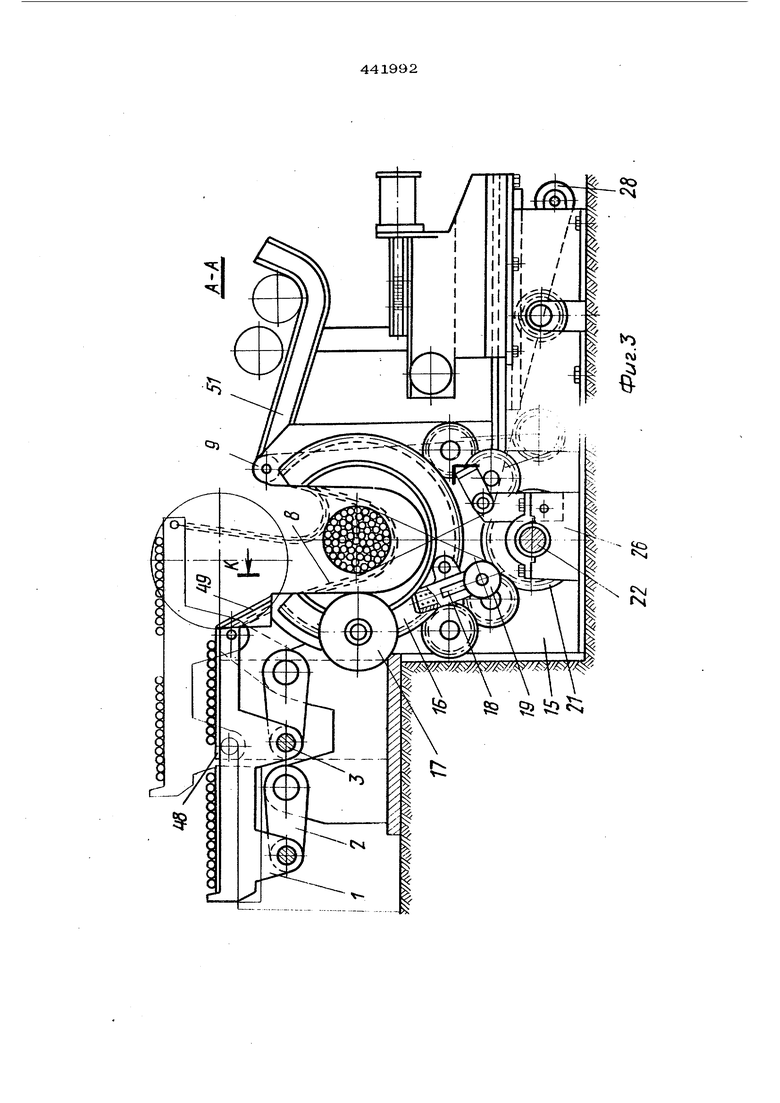
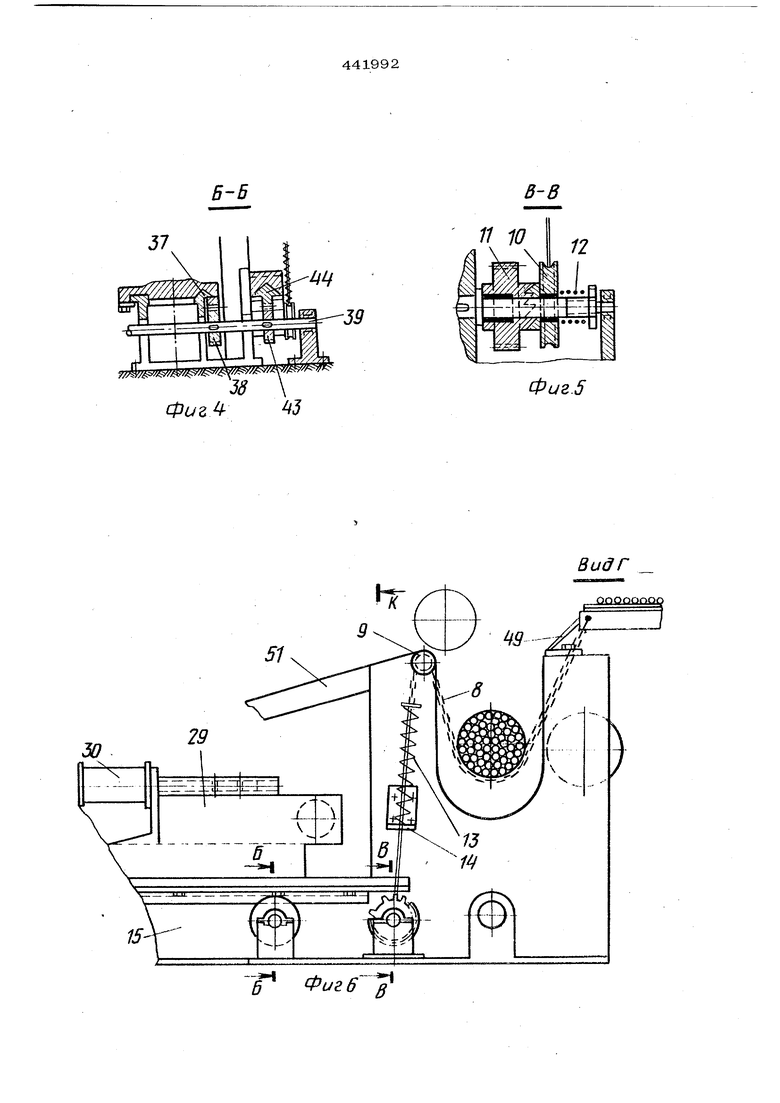
прикреплены цепи гибких карманов 8, а задние концы цепей через направляющие блоки 9 связаны с приводом вытягивания цепи, вьтолненным в виде муфты свободно го хода, состоящей из блока-полумуфты 10 и шестерни-полумуфты 11, поджимаемых пружиной 12. Диаметры блоков 10 выбра кы. так, что при одном их обороте полностью выбирается длина гибких карманов до натяжения.
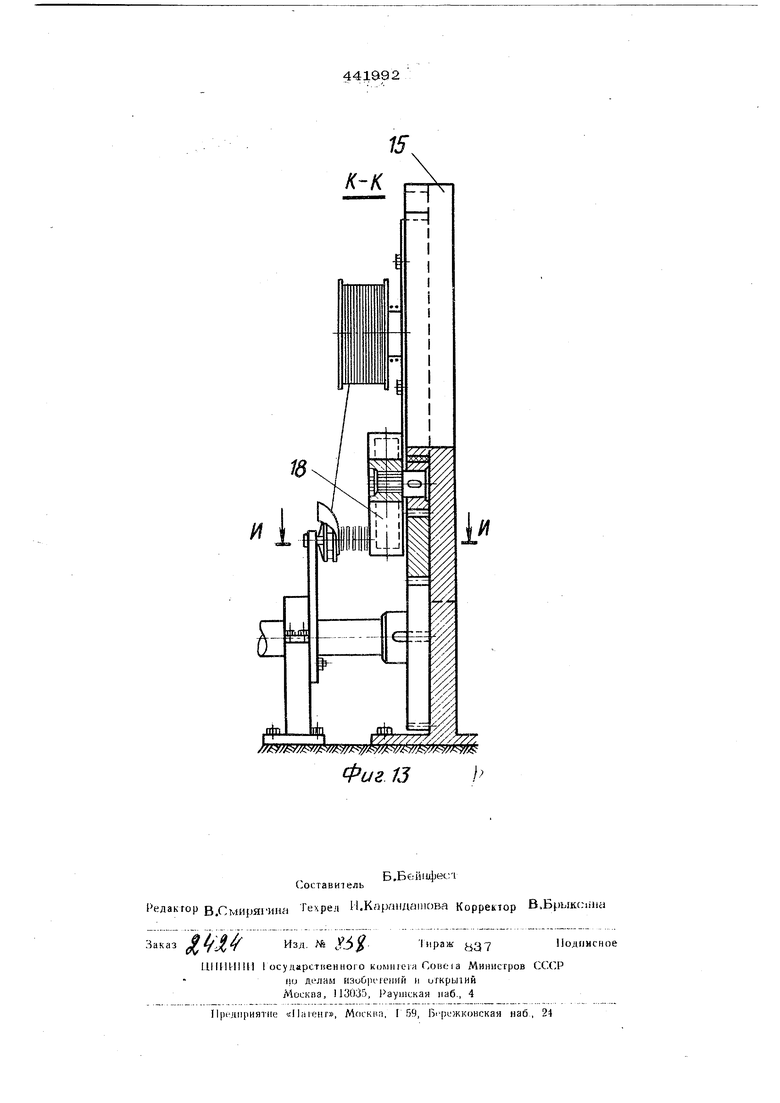
t Для возврата гибких карманов в исходное положение после извлечения увязанного пакета из машины служат пружины 13, которые одним концом жестко соединены с гибкими карманами, а другими упираются в неподвижные упоры 14. На станинах 15 смонтированы зубчатые секторы 16, на которых установлены подвижные кассеты 17, регулируемые поводки 18 с поводковыми роликами 19,
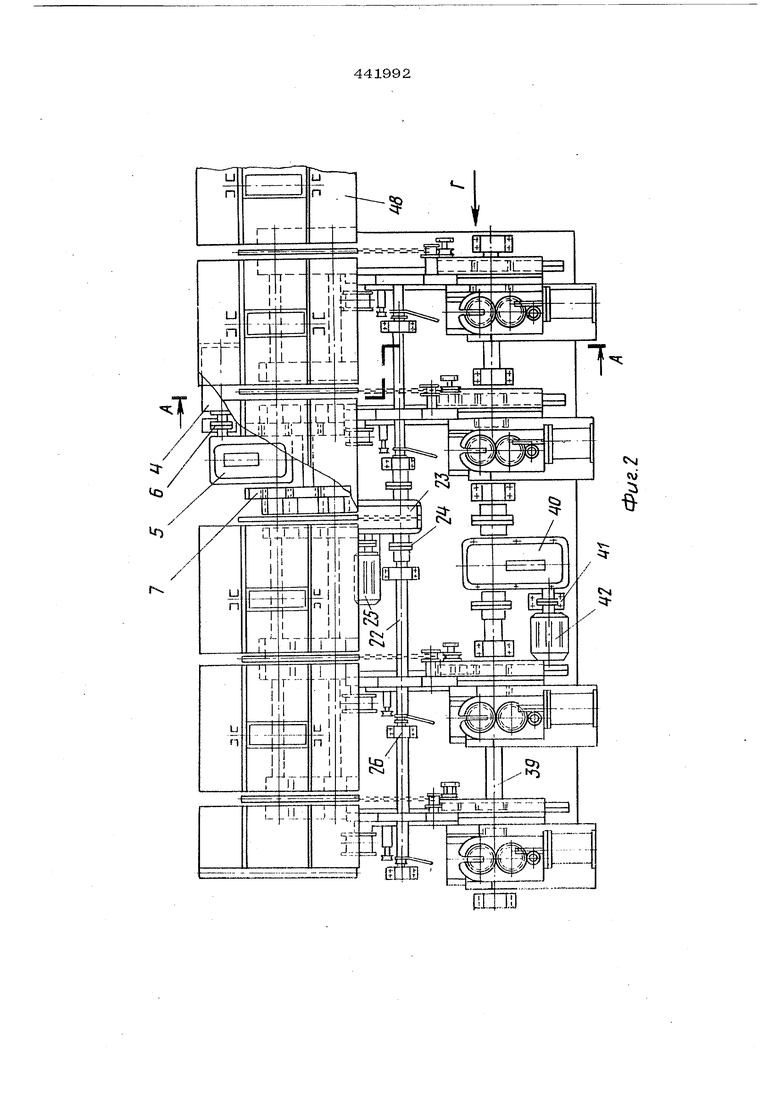
Зубчатые сектора через шестерни 2О (фиг. 3), зубчатые колеса 21, общий вал 22, редуктор 23 (фиг„ 2), тормоз 24
связаны с электродвигателем 25.
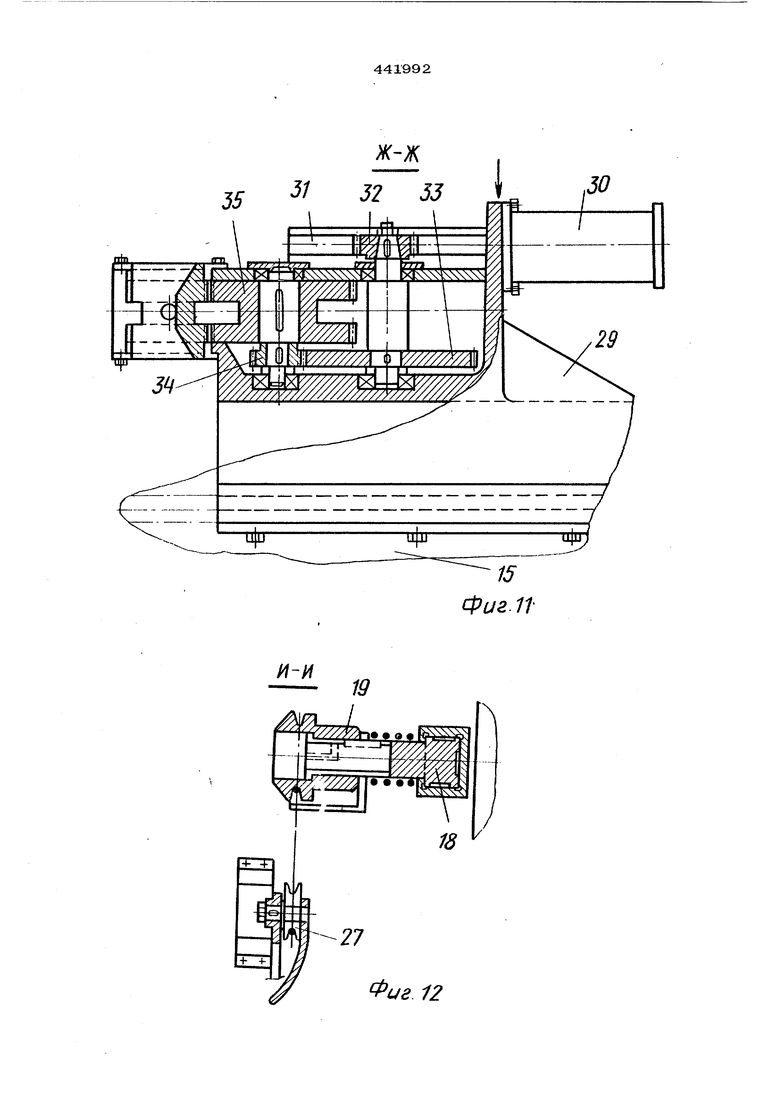
На корпусах подшипников 26 установле ны направляющие ролики 27 (фиг. 12) с отбойниками.
Ручьи направляющих поводковых роликов расположены в одной плоскости, что обеспечивает расположение накрест лежа- щих ветвей вязальной проволоки после обматывания пакета также в одной плоскости и правильную их ориентацию относительно пазов закручивающих шестерен без до 1олш1тельного устройства для формирования проволоки.
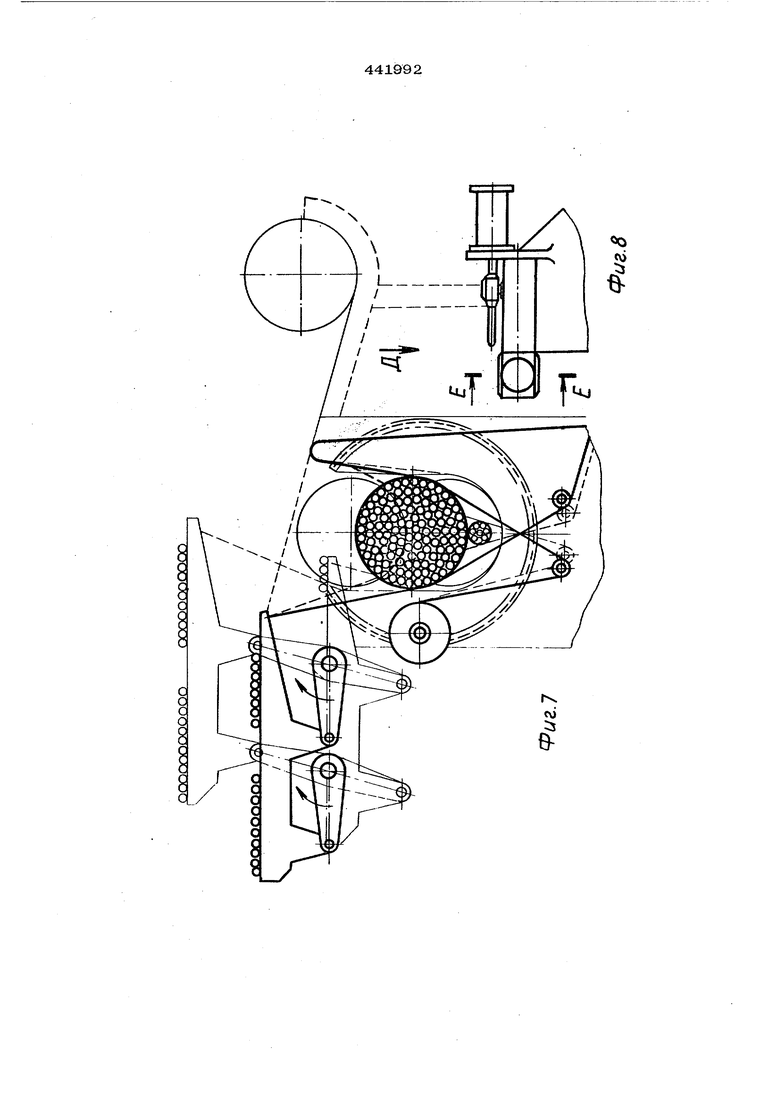
Для свободного прохождения около ветвей вязальной проволоки, ведущих от неподвижных кассет 28, (фиг. З), поводковые ролики 19 выполнены подпружиненными, а для равномерного натяжения вяааль ной проволоки при обматывании различных по диаметру пакетов поводки 18 также имеют пружинное устройство.
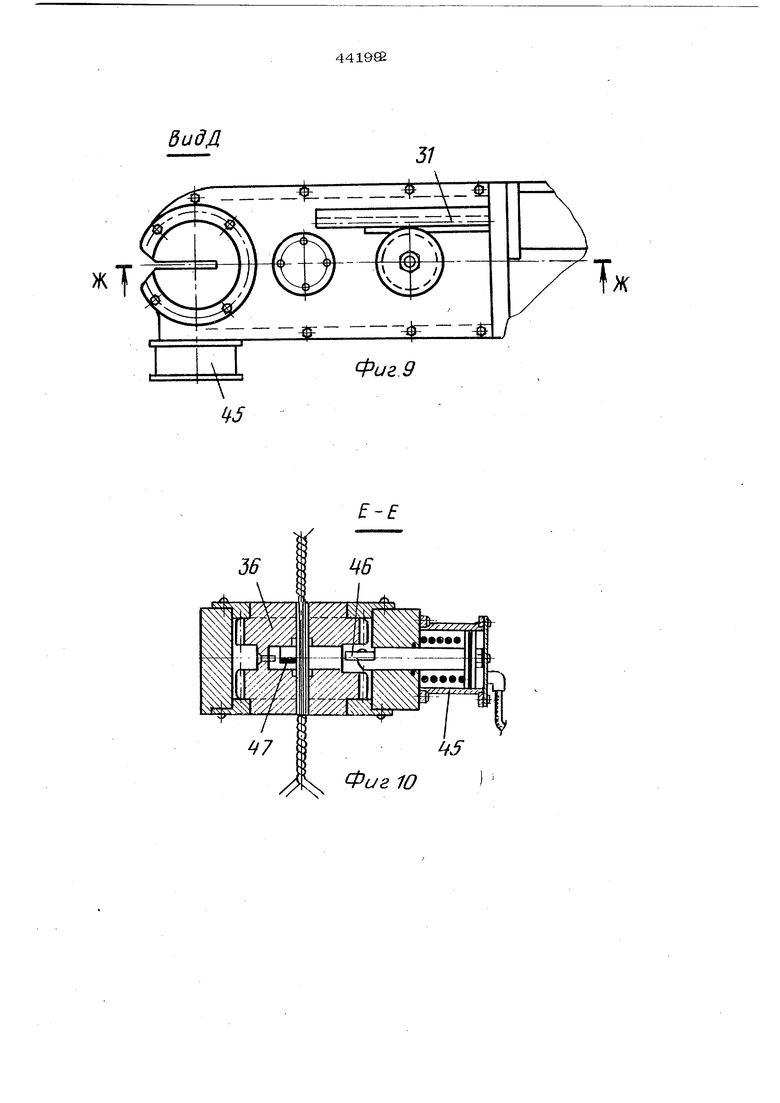
I На станинах 15 установлены корпуса 29 механизмов закручивания и разрезки Вязальной проволоки, на торцах которых закреплены пневмоцилиндры 30 со штокрейками 31, находящимися в зацеплении с реечными шестернями 32, посаженными на один вал с шестернями 33 и передающими через шестерни 34, 35 вращение закручивающим шестерням 36. К корпусам 29 прикреплены зубчатые рейки 37, которые через зубчатые колеса 38, посаженные на вал 39, через редуктор 40
, (фиг. 2) и тормоз 41 связаны с электродвигателем 42. На вал 39 посажены зубчат колеса 43, вхсд5ппие в зацепление с зубча-
тыми рейками 44, которые перемещаются j , в направляющих станин 15.
В передней части корпуса 29 для разрезки вязальной проволоки установлены . пневмоцилиндры 45 (фиг. 10), на концах штоков которых закреплены подвижные ножи 46. Неподвижные ножи 47 установлены в закручивающих шестернях 36.
Для закручивания вязальной проволоки в закручивающих шестернях 36 выполнены пазы, ширина которых больше диаметра вязальной проволоки на 1-2 мм, а для свободного прохождения вязальноц проволоки пазы в средней части закручивающих шестерен имеют ширину более двух диаметров вязальной проволоки.
Для направления вязальной проволоки пазы у корпусов 29 имеют скосы.
Ход шток-реек 31 и передаточное отношение шестерен 32, 34, 35, 36 рассчитано так, что закручивающие шестерни за прямой (обратный) ход поршней пневмоциливдров ЗО делают определенное количество полных оборотов в ту или другую сторону. В результате этого достигается строгое совпадение пазов закручивающих шестерен с пазами корпусов.
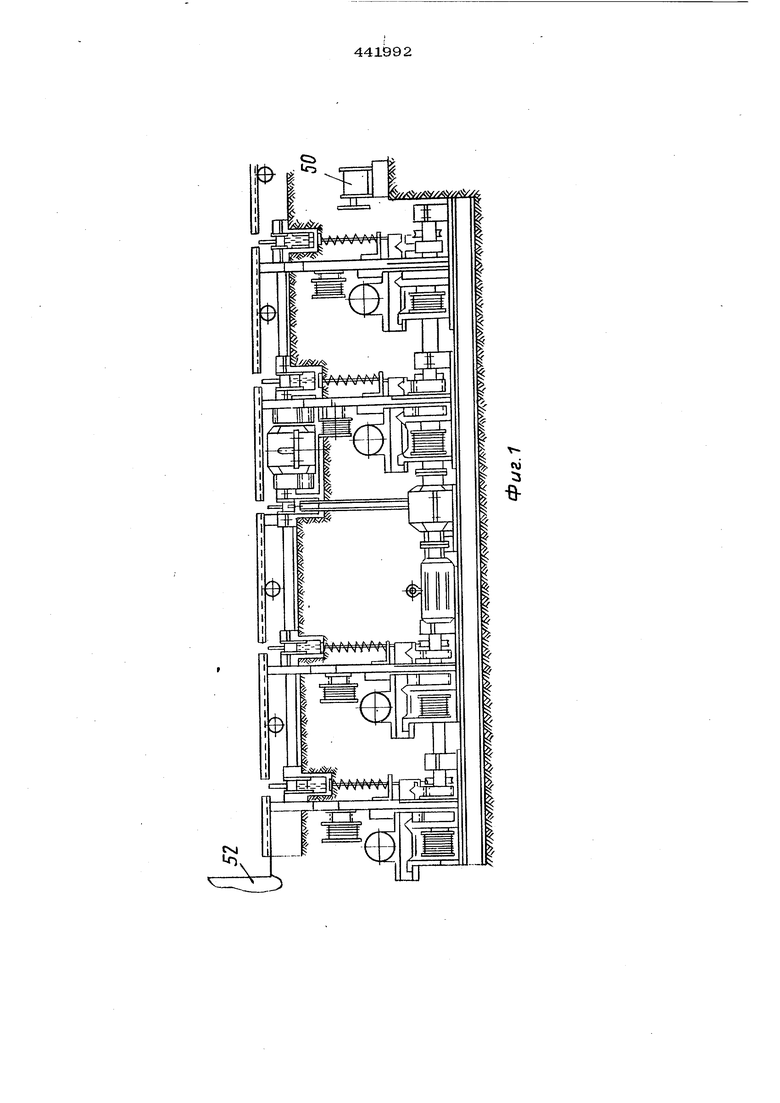
Для перекладывания партий проката с рольганга между шатунами кривошипно-шатунного механизма установлены столы 48, (фиг. 2, 3), на которых смонтированы упоры - сталкиватели 49. Для выравнивания i торцов пакета перед обматываниек его вязальной проволокой установлен пневмоударный механизм 50 (фиг. 1). Готовые пакеты скатываются в сборник 51 (фиг. З).
Машина работает следующим образом.
Порезанная на ножницах партия проката поступает на отводящий рольганг до упора 52. Включается электродвит-атель 4, и через редуктор 5, открытую зубчатую j передачу 7 враихение передается общему валу 3.
За первый рабочий ход кривошипно-шатунного механизма партия проката перекладывается с рольгаш-а на стол 48, При подходе второй партии совершается второй рабочий ход кривошипяо-шатуиного механизма, при котором перекладывается уже две партии проката, т. е. вторая партия перекладывается на стол 48, а первая, поднятая со стола шатунами 2, переносится до соприкосновения с упорами 49 и при дальнейшем (обратном) движении шатунов поштучно сбрасывается в гибкие карманы 8. При движении шатунов прикрепленные к ним гибкие карманы также совершают движение, благодаря чему происходит перекатывание проката, уплотнение и получетше круглого пакета.
Количество рабочих ходов кривошипношатунного механизма зависит от оацаяшого веса пакета (от ОД до 1О т).
По достижении заданного веса производится выравнивание торца пакета пневмоударным механизмом 50 и после окончания процесса формирования пакета кривошипно-шатунный механизм останавливается в исходном положении и включается механизм обматывания пакета вязальной проволокой.
От электродвигателя 25 через редуктор 23, обший вал 22, зубчатые колеса 21 (фиг. З) паразитные шестерни 2О врашение передается зубчатым секторам 16,
: Вместе с зубчатыми секторами вокруг па|кета вращаются подвижные кассеты 17 и ) поводки 18, что заставляет вязальную проволоку через направляющие ролики 27 и поводковые ролики 19 сматываться с
кассет 17 и 2 8 и обматывать увязываемый .пакет заданным количеством витков (от 1 и более). Так как ручьи направляющих 27 и поводковых 19 роликов находятся в одной плоскости, то при прохождении роликов 19 около ветвей вязальной проволоки, идущих через направляющие ролики от неподвижных кассет 28, они соприкасаются с отбойниками направляющих роликов 27 (фиг. 12) и отодвигаются по оси поводко 18 в сторону зубчатых секторов 16, а (после прохождения ветвей вязальной проволоки соскакивают с отбойником и пружиной .возвращаются в первоначальное положение, За первый оборот зубчатых секторов
16 вязальная проволока сматывается с неподвижных кассет 28, которые отрегули- ровагаз с помощью тормозов на меньшее натяжение вязальной проволоки, чем подвижные кассеты 17. При последующих обо.ротах, вследствие сил трения между пакетом и вязальной проволокой, смотка проис- (ХОДИТ с подвижных кассет. После окончайия процесса обматывания пакета зубча- тые сектора 16 останавливаются в исходном положении тормозом 24 (фиг. 2), включается электродвигатель 42 и через редуктор /40, общий вал 39 вращение передается реечным шестерням 38 и 43 (фиг. 4). Шестерни 38 через рейки .37 сообщают поступательное движение корпусам 29 в зону перекрещивания вязальной проволоки. Одновременно шестерни 43 сообщают поступательное движение рейкам 44, которые входят в зацепление с ведущими шестернями 11 (фиг. 5). При враще- {гаи ведущих шестерен блоки 10 не вращаются благодаря натяжению подвижногибких карманов, закрепленных одним концом на
блоках, под действием веса пакета и про- скакивания кулачкового зацеплетгая ведущих шестерен с блоками (муфты свободного хода).
В конечном положении механизмы закручивания фиксируются тормозом 41 (фиг. 2) и накрестлежащие ветви вязальной проволоки оказываюся расположенными в пазах закручивающих щестерен 36 (фиг. 10). Закручивание вязальной проволоки происходит за счет вращения закручивающих шестерен 36 через шестерни 35, 34, 33 и реечные шестерни 32, находящиеся в зацеплении со штокрейками 31 от пневмоцилиндров ЗО.
После закручивания вязальной проволоки срабатывают пневмоцилиндры 45 (фиг. 1О), и скрутки ножами 46 и 47 разрезаются посередине.
Далее сообщается обратный ход механизмам закручивания, при которюм рейки 44 (фиг. 4), перемещаясь в направляющих станин 15, поворачивают ведущие шестерни 11 и соединенные с ними кулачками блоки 10, на которые до натяжения наматываются гибкие карманы 8, и пакет под действием собственного веса скатывается в сборник 51.
При подходе закручивающих механизмов к конечному положению рейки 44 входят из зацепления с ведущими шестернями И I давая им свободно поворачиваться на оси вместе с блоками 1О, и сжатая пружина . 13 возвращает гибкие карманы в исходное положение. Машина готова для повторения рабочего цикла.
По мере накопления увязанных пакетов в сборнике они транспортируются на склад готовой продукции.
Предмет изобретения
1. Машина для пакетнрювки и обвязки проволокой, например, сортового проката, содержащая четырехзвенный кривошипношатунный механизм перекладывания проката с подающего транспортера, гибкий, например цепной карман, передний конец цепи которого закреплен подвижно, а задний переброщен через блок и связан с приводом вытягивания цепи, механизм обматывания и закручивания вязальной проволоки с установкой последнего на подвижных каретках, отличающаяся тем, что, с целью обеспечения упорядоченной укладки однорядного пакета в карман и улучшения условий формирования в кармане круглого пакета, передний конец цепи кармана присоединен к шатуну механизма
перекладывания, а перед карманом неподвижно установлен упор-сталкиватель.
2. Машина по п. 1, отличающаяся тем, что, с целью упрощения конструкции и синхронизации перемещения цепей кармана, привод вытягивания цепи выполнен от рейки, смонтированной на каретке механизма закручивания вязальной проволоки, через шестерню и муфту свободного
6
хода, а привод кареток вьшолнен от общего вала.
3. Машина по пп. 1и2, отличаю щ а я с я тем, что, с целью возврата цепи кармана в исходное положение после выгрузки пакета, на задней ветви цепи кармана смонтирована пружина, взаимодействуюш.ая с неподвижным упором, а рейка привода вытягивания цепи в исходном положении каретки установлена вне зацепления с шестерней.
to
:з
еВб
В-в
.- Y3SФиг J
Фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2067066C1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2112721C1 |
| МАШИНА ДЛЯ ПАКЕТИРОВКИ И ОБВЯЗКИ ПРОВОЛОКОЙ, НАПРИМЕР, СОРТОВОГО ПРОКАТА | 1996 |
|
RU2100112C1 |
| Машина для пакетировавки и обвязки проволокой,например,сортового проката | 1969 |
|
SU480464A2 |
| Машина для пакетировки и обвязки проволокой сортового проката | 1982 |
|
SU1096173A2 |
| Машина для пакетировки и обвязки проволокой | 1973 |
|
SU499180A2 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Обвязочное устройство | 1982 |
|
SU1060543A2 |
| МАШИНА ДЛЯ ПАКЕТИРОВКИ И ОБВЯЗКИ ПРОВОЛОКОЙ | 1968 |
|
SU211380A1 |
| Обвязочное устройство | 1975 |
|
SU542679A2 |
Фигб g
ВидГ
со
4J
е5идД
+ -tФиг 12
(y/ ;« 7/ JJ«9w
Фиг 13
/;