Изобретение относится к оборудованию для механизации погрузочно-разгру- зочных работ, а именно к устройствам для укладки длинномерных изделий в пакет.
Известно устройство для штабелирования углового проката, содержащее транспортирующий орган, подающий прокат на приемную площадку с силовозбудителем, подъемно-опускной стол, установленный подвижно на стойке накопителя датчик, подключенный к приводу стола, при этом стойка накопителя в верхней части которой размещен датчик установлена с наклоном к прямой площадке, а рабочая поверхность
стола установлена под углом 45° к стойке накопителя.
Однако данным устройством невозможно выполнять многостопочную укладку уголкового проката до образования пакета квадратной формы, причем без применения ручного труда.
Известно также устройство для укладки изделий в пакет, содержащее смонтированный на раме конвейер поперечной подачи изделий с огибающим гибким органом, установленную со стороны второй по ходу движения конвейера звездочку, размещенную в вертикальной плоскости дугообразную направляющую с образованием канала для
$
0
ю
Јь 00
прохода изделий, расположенную под упомянутой звездочкой вертикальную стопку и установленный с возможностью горизонтального перемещения карман-накопитель, имеющий основание вертикальными стен- ками.
Однако это устройство не способно обеспечить расширение функциональных возможностей путем укладки в пакет длин- номерных изДепйй уголкового профиля, а предназначено, в основном, дли упаковки пруткообраЗных предметов, в особенности сварочных электродов.
Цель изобретения - расширение функциональных возможностей путем укладки в пакут длинномерных изделий уголкового профиля.
Поставленная цель достигается тем, что в устройство для укладки длинномерных изделий в пакет, содержащее смонтирован- ный на раме конвейер поперечной подачи изделий с огибающим гибким органом, установленную со стороны второй по ходу движения конвейера звездочку, размещенную в вертикальной плоскости дугообраз- ную направляющую с образованием канала для прохода изделий, расположенные под упомянутой звездочкой, вертикальную стойку и установленный с возможностью горизонтального перемещения карман-нако- питель, имеющий основание с вертикальными стенками, нижняя часть дугообразной направляющей размещена под звездочкой и образует с упомянутой вертикальной стойкой окно для прохода изделий, а нижняя част ь стойки расположена в зоне основания кармана-накопителя, выполненного с ячейками уголкового профиля для размещения и фиксации изделий, при этом устройство снабжено подпружиненной в горизонталь- ном направлении вертикальной планкой, установленной на стойке со стороны на- правтяющей.
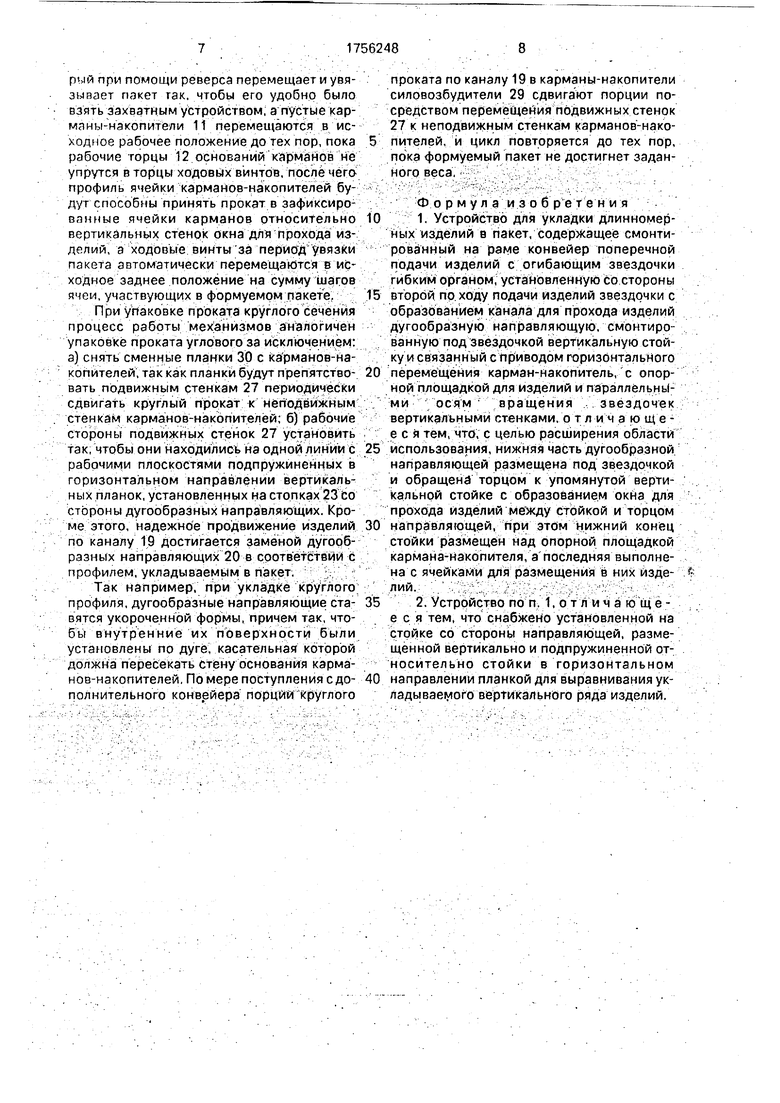
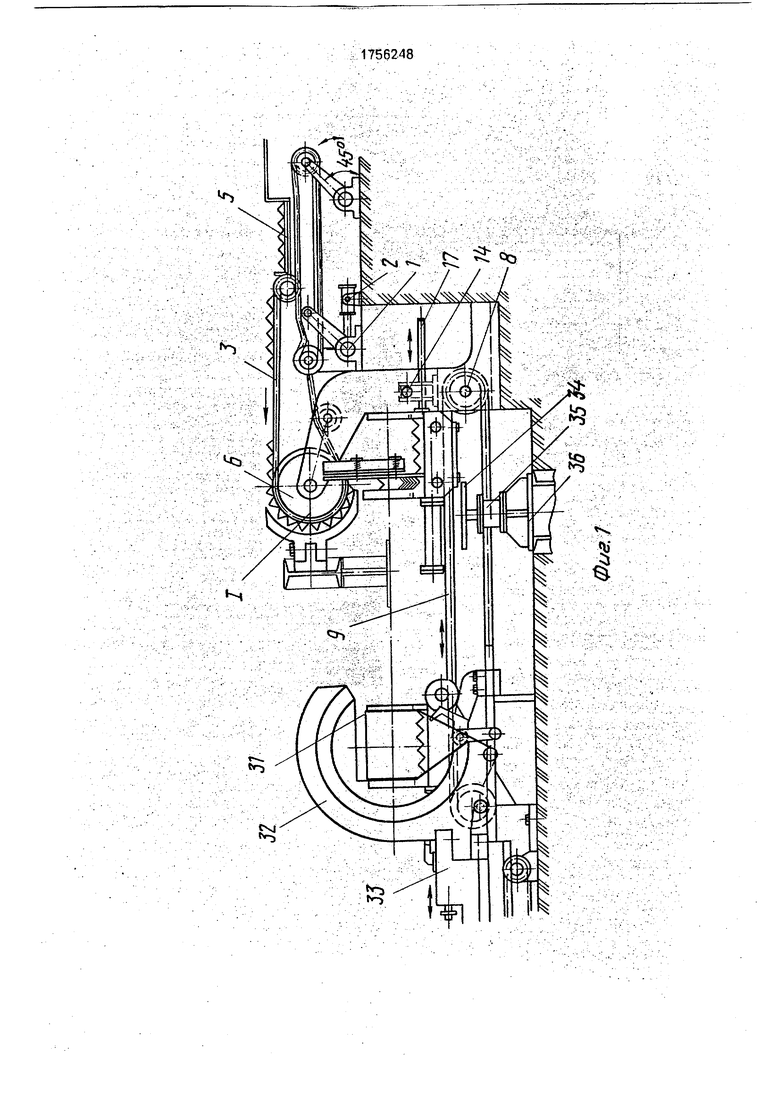
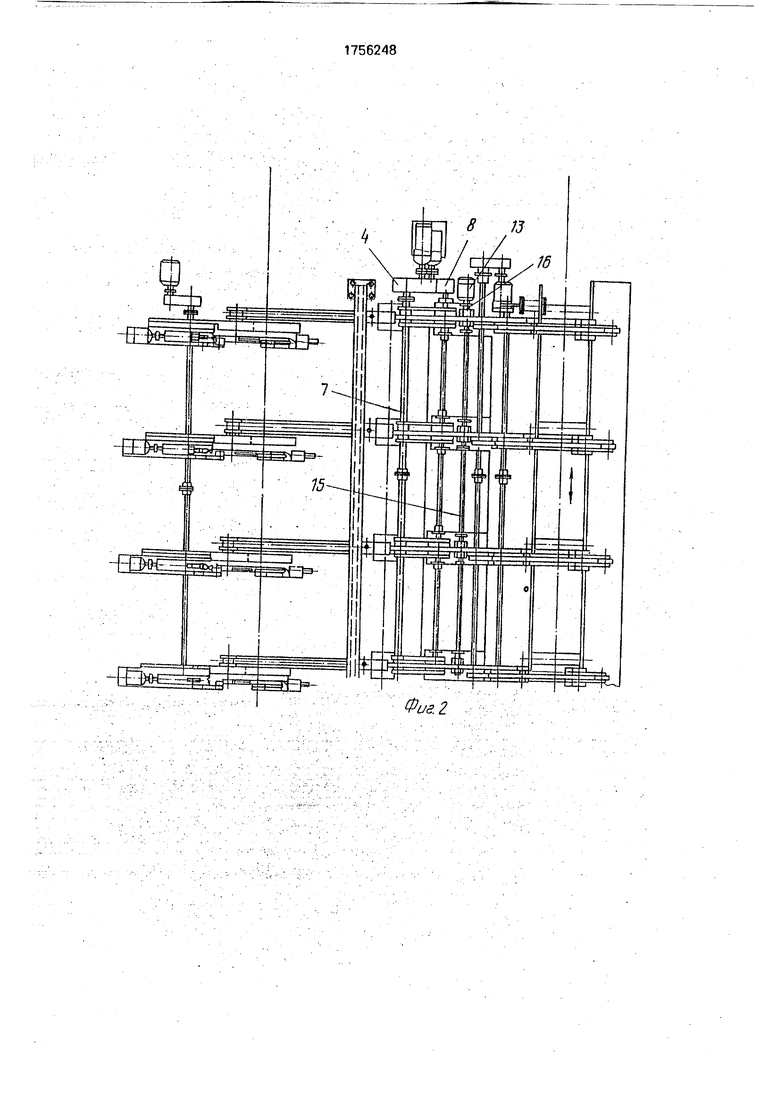
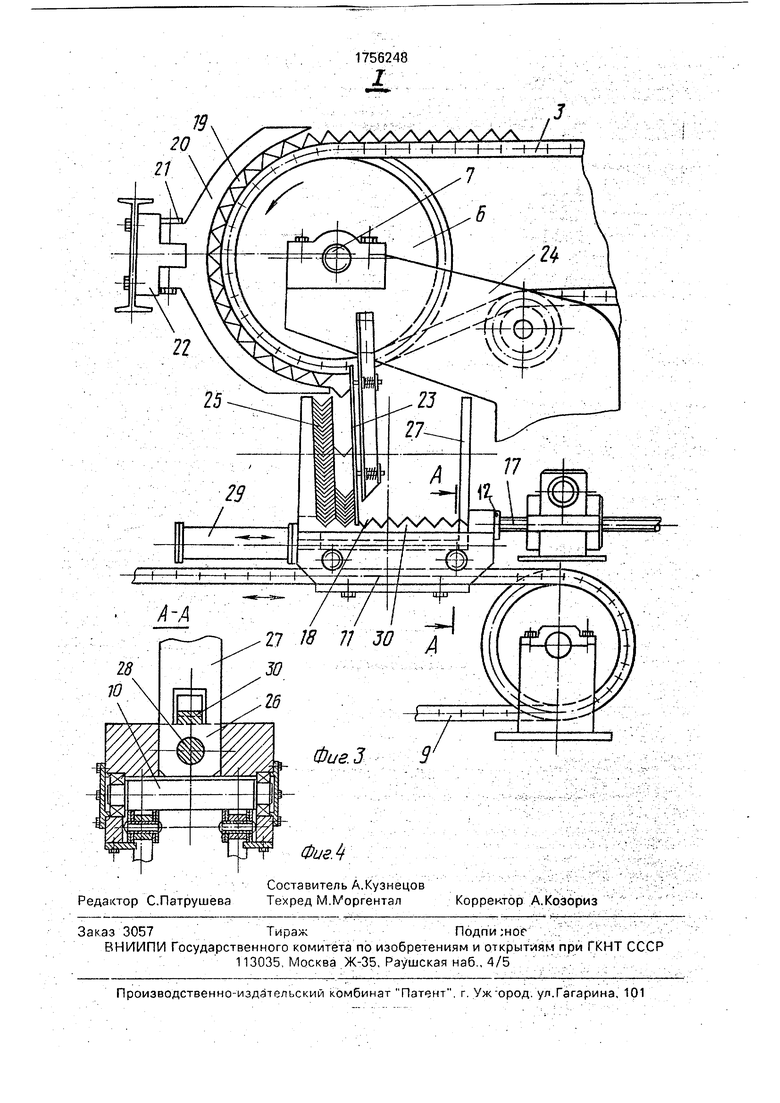
На фиг. 1 изображено устройство, об- щи и вид; на фиг, 2 - то же,вид в плане; на фиг 3 - место I на фиг. 1; на фиг. 4 - разрез А--А на фиг. 3.
Устройство для укладки длинномерных изделий в пакет состоит из основного 1 с приводом 2 и дополнительного 3 с приводом 4 конвейеров с огибающими звездочки гибкими органами для поперечной подачи изделий, смонтированными на раме и установленными параллельно продольной оси роликов подводящего рольганга 4. Под дополнительным конвейером 5 параллельно каждой его приводной звездочке 6, устан ов- ленной на валу 7, соответственно расположены секции, связанные с приводом 8
цепного шлеплера 9 возвратно-горизонтального перемещения.
На каждую секцию шлеппера с возможностью катания по ее рабочей поверхности посажены на роликах 10 карманы-накопители 11, рабочие торцы 12 которых синхронно взаимодействуют с приводом 13 шагового перемещения, который состоит из червячных редукторов 14, выходные концы червяков последовательно связаны между собой соединительными валами 15 посредством зубчатых муфт 16, а во внутреннюю полость каждого из червячных венцов вмонтированы ходовые винты 17 каждый из которых при вращении червячных венцов синхронно контактирует с рабочими торцами 12 карманов-накопителей 11. В зоне основания карманов-накопителей выполнены ячейки 18 уголкового профиля для размещения и фиксации в них изделий, перемещакщихся по каналу 19, образованному наружными поверхностями звездочек дополнительного конвейера и дугообразными направляющими 20, прикрепленными посредством стопоров 21 к выступам балки 22. При этом нижние части дугообразных направляющих размещены под звездочками и образуют с вертикальными стойками 23 окно для прохода изделий. Вертикальные стойки прикреплены к бокам кронштейнов 24 устройства и снабжены подпружиненными в горизонтальном направлении .зертикальными планками, установленными на стойках со стороны дугообразных направляющих. Кроме того, в основаниях карманов-накопителей на ширину формуемого пакета 25 выполнены па: ы 26, в которые подвижно относительно профиля ячеи введены подвижные стенки 27, СЕЯзанные со штоками 28 сило возбудителе и 29. Профиль ячеи выполнен на съемных планках 30, которые установлены над осями штоков силовозбу- дителей. Горизонтальная ось карманов-накопителей смещена с горизонтальной осью стенок камер 31 механизмов 32 обмотки, а механизмы 33 закручивания вязальной проволоки в рабочем положении расположены под сформиронанным пакетом. Между секциями цепного шпеллсра ниже его верхней поверхности установлены столы 34 на домкратах 35, которые закреплены к поверхности весового механизма 36.
Устройство для укладки длинномерных изделий в пакет работает следующим образом.
Группа уголков, расположенных вершиной к верху на подводящем рольганге, поступает к ножницам для пореза ее на мерные длины После чего прокат перемещается по подводящему рольгангу 5 до упоpa, где происходит выравнивание торцбе передних концов проката, Затем поворачивается против часовой стрелки приводной вал 2 с основного конвейера 1 на 45°, который поднимает партию проката над подводящим рольгангом и за счет линейного перемещения конвейера партия проката отводится в сторону за пределы подводящего рольганга, а при повороте приводного вала 2 в обратную сторону на 45° партия проката опускается и ложится на рабочую поверхность дополнительного конвейера 3, который от привода 4 поворачивает вал 7, а следовательно, поворачивается на нем с интервалом звездочки б, которые за счет гибких органов перемещают партию угжжого проката вершиной к верху, к каналу 19. При дальнейшем перемещении дополнительного конвейера, а следовательно, и партии углового проката по каналу, происходит параллельное выравнивание уголков по их длине за счет действия сил тяжести, а также проскальзывания по рабочей поверхности дугообразных направляющих 20.
Надежное продвижение без опрокидывания уголков по каналу 19 достигается заменой дугообразных направляющих стаким внутренним размером, чтобы высота просвета между огибающим гибким органом конвейера с одной стороны и дугообразными направляющими была равна высоте катета равнобокого уголка, укладываемого в формуемом пакете 25. Замена дугообразных направляющих происходит путем Bdta- скивания стопоров 21 из отверстий, выполненных в выступах балки 22. Таким образом, переместившаяся партия уголков по каналу сверху вниз на 180° и,наконец, при выходе их вершин, контактирующих с внутренней полостью дугообразных направляющих, уголки получают благоприятные условия для их свободного падения вершиной вниз.
Затем между стенками окна происходит процесс скольжения (сползания) уголка до укладки последнего в возрастающую стопу формируемого пакета. Скорость перемещения уголков по каналу 19 может производиться как с заданной скоростью дополнительного конвейера, так и со скоростью под поштучным действием собственного .веса уголка. Такая укладка уголков в стопу профиля вниз достигается за счет Наличия на вертикальных стойках 23 подпружиненных в горизонтальном направлении вертикальных планок, установленных на стойках со стороны дугообразных направляющих и прикрепленных к кронштейнам 24, при этом подпружиненные планки настроены от неподвижных вертикальных стенок карманов-накопителей на ширину основания уголка, т.е. размер окна должен быть меньше или равен ячеи 18 уголкового профиля. При укладке первого уголка в ячею, 5 расположенную в зоне основания карманов-накопителей, ячея создает этому уголку устойчивое положение для образования на ней возрастающей стопы до высоты пакета. После достижения высоты, достаточной вы0 соте стенки пакета, дополнительный конвейер 3 автоматически останавливается, а в это время включается в работу привод шагового перемещения 13, при этом выходные концы червяков редукторов 14, связанные
5 валами 15, муфтами 16, вращают червячные венцы, которые си нхронно перемещают вдоль оси червячных венцов на заданный шаг ходовые винты 17. а поскольку винты в рабочем положении постоянно контактиру0 ют с рабочими торцами 12 оснований карманов-накопителей, то последние также перемещаются на роликах 10 по рабочим поверхностям секций шлеппера 9 на заданный шаг ходовых винтов, при этом верти5 кальное окно при смещении карманов на шаг ячейки теперь уже будет образовано, с одной стороны, также подпружиненными в горизонтальном направлении вертикальными планками, установленными на стойкэ&со
0 стороны дугообразных направляющих, а с другой - вместо неподвижных в основании вертикальных стенок карманов-накопителей 11 будет боковая сторона ранее упорядочение уложенной стопы уголка. Итак,
5 цикл укладывания уголкового профиля в стопы на съемных планках 30 продолжается до тех пор, пока формируемый пакет не достигнет квадратной формы. Затем включаются силовозбудители 29, посредством их што0 ков 28 стягивают вдоль оси паза 26 подвижные в основании карманов-накопителей 11 вертикальные стенки 27, которые снижают пакет от разваливания в нем стоп в период транспортирования его приводом 8 шлеппе5 ра 9. Перед транспортировкой пакет 25 взвешивается на весово мГмеханизме 36 путем поднятия столов 34 домкратами 35 выше верхних поверх остей секций цепного шлеппера. После получения веса пакет по0 ступает с карманами-накопителями 11 на секциях шлеппера до упора стенок камеры 31 механизмов обматывания проволоки 32. Включается привод механизма 32 обмотки и пакет обматывается в несколько витков, а
5 при помощи механизмов 33 закручивания увязывается прочным узлом и готовый пакет товарного вида подается из зоны механизмов обмотки и закрутки для отправки его в штабель или в вагон. Это достигается включением привода цепного шлеппера, который при помощи реверса перемещает и увязывает пакет гак, чтобы его удобно было взять захватным устройством, а пустые карманы-накопители 11 перемещаются в исходное рабочее положение до тех пор, пока рабочие горцы 12 оснований карманов не упрутся в торцы ходовых винтов, после чега профиль ячейки карманов-накопителей будут способны принять прокат в зафиксированные ячейки карманов относительно вертикальных стенок окна для прохода изделий, а ходовые винты за период увязки пакета автоматически перемещаются в исходное заднее положение на сумму шагов ячеи, участвующих в формуемом пакете,
При упаковке проката круглого сечения процесс работы механизмов аналогичен упаковке проката углового за исключением: а) снять сменные планки 30 с карманов-накопителей, так как планки будут препятство- вать подвижным стенкам 27 периодически сдвигать круглый прокат к неподвижным стенкам карманов-накопителей; б) рабочие стороны подвижных стенок 27 установить так, чтобы они находились на одной линии с рабочими плоскостями подпружиненных в горизонтальном направлении вертикальных планок, установленных на стопках 23 со стороны дугообразных направляющих. Кроме этого, надежное продвижение изделий по каналу 19 достигается заменой дугообразных направляющих 20 в соответствии с профилем, укладываемым в пакет,
Так например, при укладке круглого профиля, дугообразные направляющие ста- вятся укороченной формы, причем так, чтобы внутренние их поверхности были установлены по дуге, касательная которой должна пересекать стену основания карманов-накопителей По мере поступления с до- полнительного конвейера порции круглого
проката по каналу 19 в карманы-накопители силовозбудители 29 сдвигают порции посредством перемещения подвижных стенок 27 к неподвижным стенкам карманов-накопителей, и цикл повторяется до тех пор, пока формуемый пакет не достигнет заданного веса.
Формула изобретения
1.Устройство для укладки длинномерных изделий в пакет, содержащее смонтированный на раме конвейер поперечной подачи изделий с огибающим звездочки гибким органом, установленную со стороны второй по ходу подачи изделий звездочки с образованием канала для прохода изделий дугообразную направляющую, смонтированную под звездочкой вертикальную стойку и связанный с приводом горизонтального перемещения карман-накопитель, с опорной площадкой для изделий и параллельными осям вращения звездочек вертикальными стенками, отличающееся тем, что, с целью расширения области использования, нижняя часть дугообразной направляющей размещена под звездочкой и обращена торцом к упомянутой вертикальной стойке с образованием окна для прохода изделий между стойкой и торцом направляющей, при этом нижний конец стойки размещен над опорной площадкой кармана-накопителя, а последняя выполнена с ячейками для размещения в них изделий.
2.Устройство по п. 1,отличающееся тем, что снабжено установленной на стойке со стороны направляющей, размещенной вертикально и подпружиненной относительно стойки в горизонтальном направлении планкой для выравнивания укладываемого вертикального ряда изделий.
Гч ЗГОС,
Фив. 2
1
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Устройство для транспортировки проката | 1990 |
|
SU1774890A3 |
| Способ формирования пакета стержнеобразных изделий и устройство для его осуществления | 1981 |
|
SU1008086A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1989 |
|
SU1692918A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2067066C1 |
| УСТРОЙСТВО ДЛЯ ПАКЕТИРОВАНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2009 |
|
RU2413670C1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2112721C1 |
| Устройство для формирования пакетов длинномерных цилиндрических изделий | 1978 |
|
SU893762A1 |
| Устройство для поштучной выдачи длинномерных изделий | 1981 |
|
SU1131802A1 |
| Устройство для укладки проката в пакет | 1979 |
|
SU821355A1 |
Назначение: изобретение относится к оборудованию для механизации погрузоч- но-разгрузочных работ, а именно к устройствам для укладки длинномерных изделий в пакет и позволяет расширить функциональные возможности. Сущность изобретения: устройство содержит основной с приводом и дополнительный с приводом конвейеры, смонтированные на раме и установленные параллельно оси роликов подводящего рольганга, а под дополнительным конвейером расположены секции, связанные с приводом цепного шлеппера возвратно-горизонтального перемещения. На каждой секции шлеппера установлены на роликах карманы-накопители с возможностью взаимодействия с приводом шагового перемещения и выполнены с ячейками углового профиля. Канал для перемещения изделий образован наружными поверхностями звездочек дополнительного конвейера и дугообразными направляющими, при этом нижние части дугообразных направляющих размещены под звездочками и образуют с вертикальными стойками окно для прохода изделий в карманы-накопители. Изделия транспортируются конвейером, взаимодействуя с дугообразной направляющей, и па дают под действием собственного веса в .карман-накопитель с ячейками. 2 з.п. ф-лы, 4 ил. сл С
-А
&/. 4
/
II I И- I I И -И / I
| Способ ректификации термолабильных веществ | 1988 |
|
SU1561993A1 |
| кл, В 65 В 19/34, 1979 | |||
