1
Изобретение относится к механизмам рихтовки.
Из(вестны устройства для рихтовки аксиальных выводов радиодеталей ц или1ндричеокой формы, например резисторов, содержащие трехсекциоюный вращающийся барабан, средняя секц-ия которого служит для транспортирования радиодеталей, а крайние для рихтовки выводов, подпружиненное рихтовочное полукольцо и приводной механизм, снабженный профильными копирами.
С целью повышения качества рихтовки в Предлагаемом устройстве профильные копиры размещены соосно с барабаном и жестко соединены с его крайеими секциями, а рихтовочное полукольцо снабжено роликами, взаимодейст1вук щими с профильными копирами.
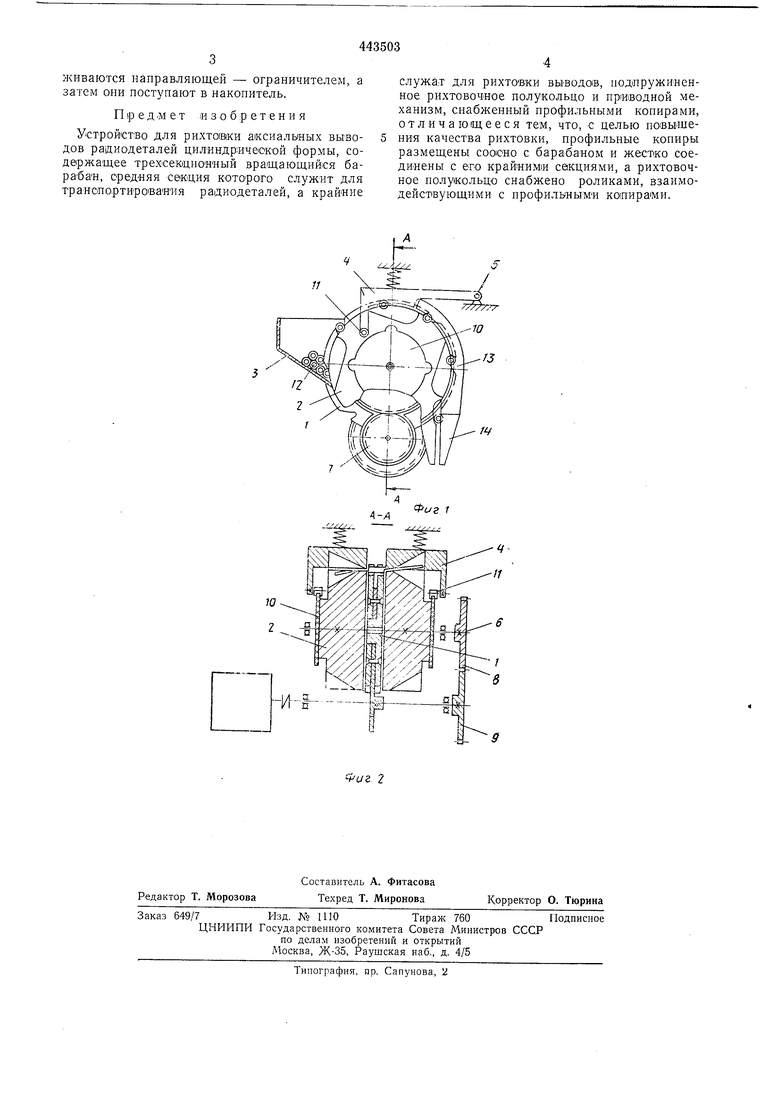
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - то же, разрез по А-А на фиг. 1.
Устройство для рихтоак1И аксиальных выводов радиодеталей цилиндрической формы содержит трехсекционный вращающийся барабан, средняя секция 1 которого служит для транспортирования радиодеталей, а крайние секции 2 - для рнхтовки выводов. ДеталИ с подводящей наклонной, площадки 3 поступают на рихтовочное полукольцо 4, подпружиненное в сторону крайних вращающихся рихтующих секций и снабженное шарниром 5.
Секции 2 жестко укреплены на валу 6, а средняя секция расположена на этом валу свободно. Средняя секция приводится в движение от приводного элемента посредством щестерни
7, а крайние секции-посредством шестерен 8 и 9, обеспечивающих большую скорость крайним секциям.
Крайние рихтующие секции снабжены профильными копирами 10, взаимодействующими
через ролик 11 с рихтовочными полукольцами. Крайние секции вращаются несколько быстрее, ч.тобы во время рихтовки выводов кокрус детали вышел из паза средней секции. Устройство работает следующим образом.
В момент подхода радиодетали 12 к подпружиненным рихтовочным полукольцам 4 профильные камеры через ролики 11 поднимают полукольца и выводы радиодеталей свободно проходят под них. Вращаясь, профильные копиры опускают полукольца 4, последние прижимают выводы радиодеталей к крайним рихтующим секциям 2 барабана, при этом корПус радиодетали во время рихтовки выводов авободно вращается.
Рихтовка выводов производится постепенно, начиная от корпуса радиодетали. При подходе радиодеталей к полукольцам 4 последние поднимаются, пропуская выводы и одновременно давая возможность радиодеталям
свободно выйти из-под них, после чего удерживаются направляющей - ограничителем, а затем они поступают в накопитель.
П ip е д М е т iH з о б р е т е н и я
Устройство для рихтовки аксиалыных выводов радиодеталей цилиндрической формы, содержащее трехсеюционный вращающийся барабан, средняя секция которого служит для транопортироваНия радиодеталей, а крайние
служат для рихтовки выводо1В, подпружиненное рихтовочяое полукольцо и приводной механизм, снабженный профильными копирами, отличающееся тем, что, с целью повышения качества рихтовки, профильные копиры размещены соооно с барабаном и жестко соединены с его крайними секциями, а рихтовочное полукольцо снабжено роликами, взаимодействующими с профи.тьными копирами.