Обычный способ холодного крашения состоит из следующих операций: плюсование нафтолом, сушка в воздушной сушилке той или другой конструкции, пропуск на диазораствор, промывка и сушка. Для коричневого по хризоидину после пропуска на диазораствор требуется лежка, после которой следует промывка и сушка.
Недостатки этого способа крашения следующие: необходимость держать в задел нафтолированный товар, малая производительность сушилок (длительная сушка) - основные причины, ведущие к неровноте крашения и печати и трудной вытравляемости. Работа в задел является причиной большего количества отходов, брака и переделов. КрсЗме того этот способ не экономичен как по рабсиле, так и (особенно) по расходу пара.
Новый способ холодного крашения состоит в агрегировании процессов холодного крашения.
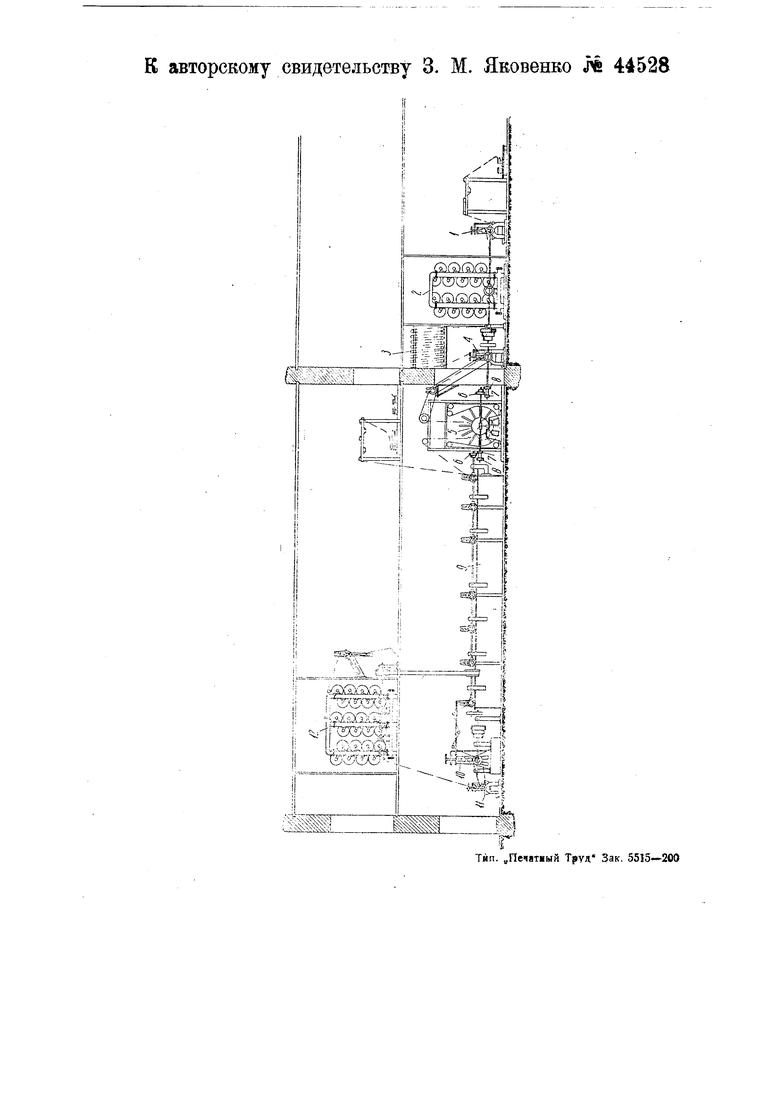
На чертеже изображен вид сбоку всего агрегата.
Агрегат холодного крашения состоит из нафтольной плюсовки /, сушильных барабанов 2, холодильника 3 и диазоплюсовки 4. Колесный компенсатор 5, работающий благодаря шестерням 6 как с диазоплюсовкой, так и с аппаратом для промывки, имеет две скорости: при помощи подвижной шестерни 8 дает лежку окрашенному товару 3-4 мин.
и при помощи шестерни 7 дает лежку 15-20 мин. За компенсатором следует промывной аппарат 9, отжимная плюсовка 70, в случае надобности крахмальная плюсовка 7/ и наверху сушильные барабаны J2.
Если необходимо красить и нафтолировать товар, то заправляется весь агрегат, причем компенсатор ставится на быстрый ход (лежка 3-4 мин.). Если необходимо паракоричневое крашение, компенсатор 5 переводится на тихий ход. Если необходимо окрасить товар, оплюсованный не в агрегате, то при помощи муфты отключаются барабаны 2 и плюсовка 7, и афегат работает, как обычный диазоаппарат. Наконец, если отсутствует товар для крашения, то отключаются компенсатор 5, барабаны 2 к плюсовки 7 и , и агрегат работает, как проходной аппарат.
Предмет изобретения.
Агрегат для холодного крашения ткани, состоящий из нафтольной плюсовки, сушильных барабанов,холодильника,диазоплюсовки, проходного аппарата, отжимной и крахмальной плюсовки, отличающг йся применением колесного компенсатора для ткани 5, расположенного после диазоплюсовни 4 и снабженного парными шестернями 6 и подвижными шестернями 7-8, примененными с целью варьирования длительности вылеживания товара.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заправки товара в джиггер | 1927 |
|
SU20628A1 |
| Способ крашения хлопчатобумажных тканей сернистыми красителями | 1928 |
|
SU17147A1 |
| Подготовка тканей к крашению | 1933 |
|
SU40945A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЗАМЕНИТЕЛЯ КОЖИ | 1968 |
|
SU206547A1 |
| МОЕЧНЫЙ АППАРАТ ДЛЯ ТКАНИ | 1946 |
|
SU70097A1 |
| Способ отделки ворсовых товаров | 1928 |
|
SU25581A1 |
| Однованный способ суспензионного крашения | 1952 |
|
SU95724A1 |
| Способ крашения хлопчатобумажного материала | 1981 |
|
SU958550A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННОЙ КОЖИ | 2021 |
|
RU2794507C1 |
| Способ окраски растительных волокнистых материалов и изделий из них | 1942 |
|
SU62990A1 |