Изобретение может иопользоваться при изготовлении чувствительных элементов струйной техники (пневмонини). в ноторых канал питания и выходной канал должны быть выполнены строго соосно.
Известны способы изготовления струйных чувствительных элементов, заключающиеся в том, что питающий и приемный капилляры запрессовывают в корпус.
Недостатками известного способа являются его трудоемвость, недостаточная точность, а также невозможность применения его для изготовления элементов из стеклянных капилляров.
Цель изобретении - повышение точности изготовления.
Это достигается тем, что по предлагаемому способу я заготовке приваривают скобу, разрезают заготовку между местами сварки
а доводят длины питающего и приемного капилляров до заданных
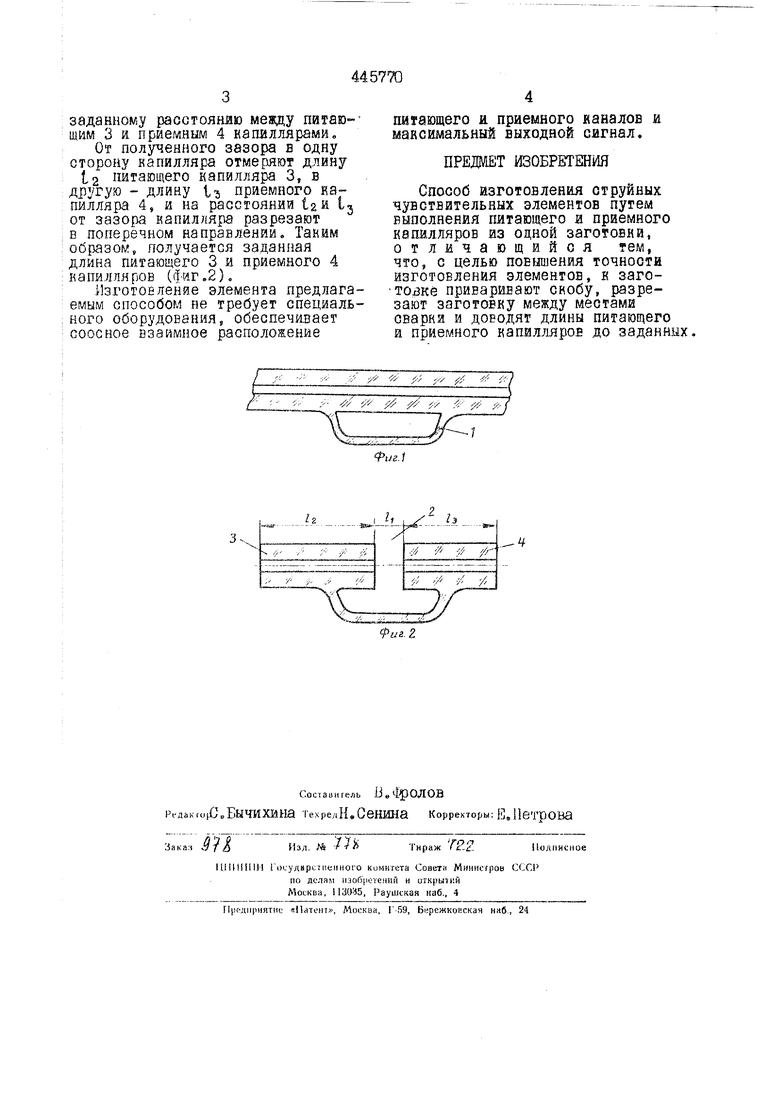
На фиг. I изображен капилляр заготовка, из которой изготавливаются питающий и приемный капилляры, и приваренная к заготовке скоба; на фиг.2 - питающий и приемный капилляры заданной длины с фиксированной величиной зазора.
Способ изготовления струйных чувствительных элементоз по предлагаемому способу состоит в следующем,
К наружной поверхности капилляра - заготовки приваривают скобу i (фиг.1), геометрические размеры которой произвольны,
Алмазным диском разрезают капилляр в поперечном направлении так, чтобы величина зазора 2 имела размер 1 , который равен
заданному расстоянию мевду питающим 3 и приемным 4 нагшллярами.
От полученного зазора в одну сторону капилляра отмеряют длину
to питающего капилляра 3, в другую - длину ij приемного капилляра 4, и на расстояний taH Ц от зазора капилляра разрезают в поперечном направлении. Таким образом, получается заданная длина питающего 3 и приемного 4 капилля ров (фиг.2).
Изготоеленяе элемента предлагаемым способом не требует специального оборудованияS обеопечшзает соосное взаимное расположение
пиуающего и. приемного каналов и максимальный выходной сигнал.
Способ изготовления струйных чувствительных элементов путем выполнения питающего и приемного капилляров из одной заготовки, отличающийся тем, что, с целью повышения точности изготовления элементов, s заготовке приваривают скобу, разрезают заготовку между местами сварки и доводят длины питающего и приемного капилляров до заданны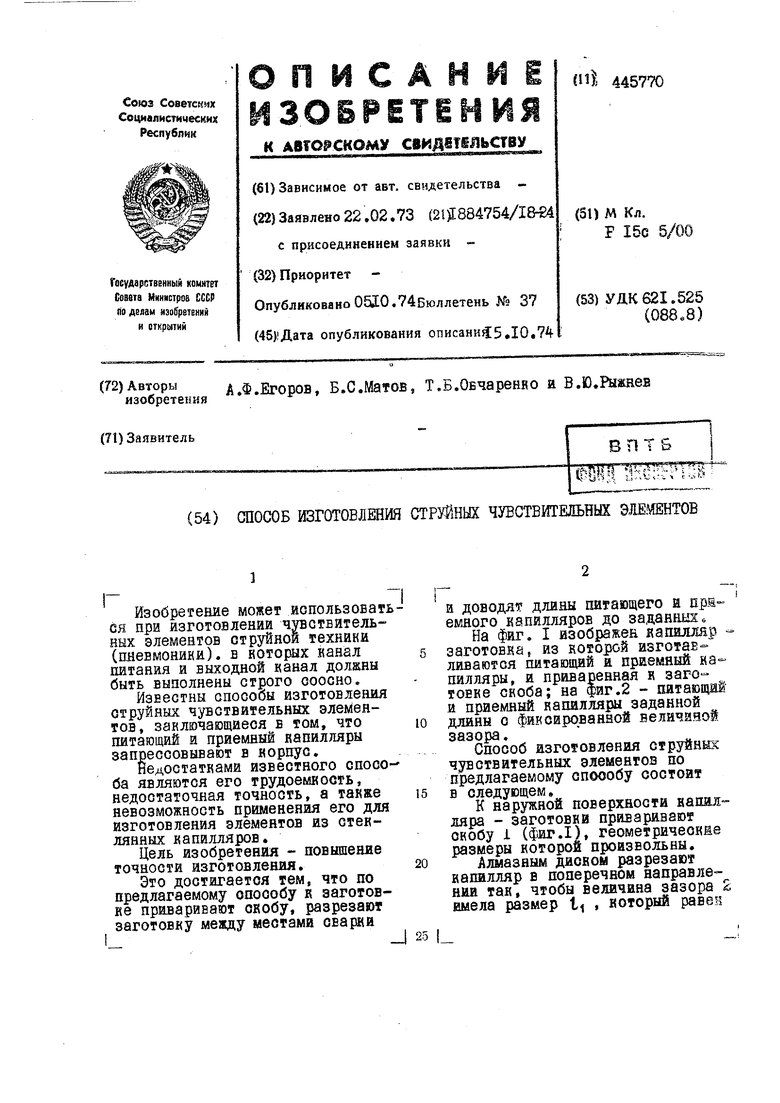
2з
