Изобретение относится к области машиностроения и может быть использовано для производства металлоконструкций высокочастотной сваркой. Изобретение позволяет изготавливать плоские оребренные металлоконструкции, используемые как элементы прочности в судостроительной, авиационной, космической, строительной, транспортной, в том числе железнодорожной, и других областях промышленности.
Плоские оребренные металлоконструкции представляют собой плоский лист (основание, листовая заготовка), к поверхности которого приварены вертикальные ребра. Соотношение толщин свариваемых элементов, регулярность и шаг расположения ребер могут быть любыми и определяются конкретным назначением металлоконструкции. Например, для использования в судостроении необходимы плоские секции с толщиной листа до 20 мм, высотой ребра до 200 мм, толщиной ребра до 12 мм и шагом расположения ребер до 500 мм. Параметры таких конструкций - в первую очередь, прочность, жесткость, надежность, существенно определяются и ограничиваются способом соединения ребра с листом (пластиной, плоской заготовкой), то есть качеством соединения.
Известно изготовление оребренных листовых панелей из цельной металлической заготовки каким-либо механическим способом [А.Г.Касаткин. Основные процессы и аппараты химической технологии. М., Химия, 1971 г., с. 352]. В этом случае получают монолитную конструкцию, то есть конструкцию с очень высокой прочностью соединения основание-ребро. Кроме того, способ позволяет изготавливать оребренные конструкции с ребрами различной геометрии и размеров, развитой поверхностью.
Недостатки механического способа - высокая трудоемкость и высокая стоимость изготовления при большом количестве отходов. Кроме того, панели, изготовленные такими способами, имеют сравнительно большой вес и невысокую гибкость, что ограничивает их применение.
Способ высокочастотной сварки ребра с основанием позволяет получить качество соединения основание-ребро, близкое к монолитному.
Наиболее близкими к предлагаемому изобретению (прототипами) - являются описанные в пат. SU 820082, [В32К 13/00, оп. 27.01.1996] способ и линия (устройство) изготовления оребренных листовых панелей высокочастотной сваркой, обеспечивающие достаточно высокую производительность и хорошее качество получаемых панелей.
Способ включает подачу листовой заготовки и ребра к месту сварки, поочередную приварку ребер к заготовке с заданным шагом путем сведения поверхности листовой заготовки и ребра с образованием V-образной щели с вершиной в точке их схождения, нагрева токами высокой частоты до оплавления свариваемых поверхностей в точке схождения и обжатия их, для образования сварного соединения,
В этом способе необходимая V-образная щель образуется за счет того, что листовая заготовка подается к месту сварки изогнутой. Изгиб создается за счет того, что лист, образующий заготовку, огибается вокруг барабана, ему придают строгую форму правильного цилиндра и фиксируют на поверхности барабана - заготовка должна плотно прилегать к поверхности барабана.
Лента, образующая ребра, подается в зону сварки; заготовка и ребро сводятся с образованием V-образной щели с вершиной в точке схождения. Барабану сообщается вращение и осевое перемещение; включается высокочастотное сварочное устройство, обеспечивающее разогрев и оплавление свариваемых поверхностей, и производится осадка (обжатие). Ребро подается с определенной скоростью; соотношение скоростей вращения и осевого перемещения барабана и скорости подачи ребра обеспечивает поочередную приварку ребер с заданным шагом, который может быть переменным по всей длине линии сварки.
После завершения процесса сварки получают спирально оребренную заготовку панели цилиндрической формы. Для получения плоской оребренной панели цилиндр разрезают, разворачивают, подвергают правке и из полученной плоской оребренной металлоконструкции вырезают панель требуемых размеров и формы.
Недостатками описанного способа являются его сложность и то, что он реально позволяет изготавливать только тонкостенные плоские оребренные металлоконструкции с толщинами элементов до 4 мм и высотой ребра порядка до 40 мм. Сложные операции придания листовой заготовке строгой цилиндрической формы, ее разворачивания, правки и вырезки после завершения процесса оребрения требуют применения сложного, энергоемкого оборудования. При этом сложность, энергоемкость и габариты такого оборудования существенно зависят от толщин элементов конструкции.
Кроме того, для обеспечения заданного расстояния между ребрами в течение всего процесса сварки необходимо одновременно поддерживать заданное соотношение скоростей трех перемещений - подачи ребра, вращения барабана и его осевого движения. Сложность этого процесса, практически, не позволяет изготавливать конструкции с переменным шагом.
Линия для реализации описанного способа включает устройство для размещения и перемещения листовой заготовки вдоль линии сварки; устройство подачи ребер к месту сварки с заготовкой с образованием V-образной щели с вершиной в точке схождения; сварочный узел, включающий сварочное устройство с высокочастотным генератором и обжимное устройство; устройство резки и разворачивания цилиндрической спирально оребренной заготовки в плоскую панель и устройство правки всей полученной плоской оребренной конструкции.
Устройство для размещения листовой заготовки панели вдоль линии сварки представляет собой барабан, на котором фиксируется заготовка в цилиндрической форме. Перемещение заготовки вдоль линии сварки обеспечивается вращением и перемещением вдоль оси вращения барабана с помощью соответствующего привода. Устройство подачи ребер к месту сварки представляет собой разматыватель ленты, образующей ребра, и устройство для ее правки.
Недостатками такой линии являются его ограниченные технические возможности и сложность получения плоских металлоконструкций. Сложность устройств придания заготовке панели строгой цилиндрической формы, фиксации ее в такой форме и перемещения, практически, ограничивает возможность изготовления конструкций с толщиной заготовки более 4 мм.
Диаметр цилиндрической формы заготовки и ее (заготовки) высота, которые задаются диаметром и шириной барабана, определяют и ограничивают размеры получаемой оребренной плоской конструкции, равные длине и ширине развертки цилиндра. Увеличение диаметра барабана ограничено величиной угла схождения, что, в свою очередь, ограничивает размеры изготавливаемых конструкций.
Резка, разворачивание и последующая правка оребренной заготовки панели - операции, сложность и энергоемкость которых существенно увеличиваются с увеличением толщин элементов.
Задача, решаемая заявляемыми изобретениями, - создание способа и линии производства плоских оребренных металлоконструкций методом высокочастотной сварки, лишенных недостатков прототипа.
Технический результат, достигаемый заявляемыми решениями, состоит в обеспечении более простыми средствами и с большей производительностью возможности изготовления плоских оребренных металлоконструкций существенно больших габаритных размеров, с элементами больших толщин и переменным по ширине шагом между ребрами.
Указанный технический результат достигается тем, что в известном способе изготовления плоских оребренных металлоконструкций методом высокочастотной сварки, включающем подачу листовой заготовки и ребра к месту сварки, поочередную приварку ребер к заготовке с заданным шагом путем сведения поверхности листовой заготовки и ребра с образованием V-образной щели с вершиной в точке их схождения, нагрева токами высокой частоты до оплавления свариваемых поверхностей в точке схождения и обжатия их для образования сварного соединения, в отличие от известного к месту сварки подают плоскую листовую заготовку и поочередно, в заданной последовательности предварительно изогнутые ребра, при этом непосредственно после приварки каждого ребра осуществляют его правку.
Предлагаемый способ (совокупность признаков) является новым, так как в настоящее время не известны аналогичные способы, которым присущи все признаки заявляемого изобретения. Отличиями заявляемого способа являются новые операции, условия их проведения и их последовательность.
Сущность способа раскрывается при рассмотрении процесса его осуществления. К месту сварки подаются плоская листовая заготовка и изогнутое ребро. Необходимая для осуществления высокочастотной сварки V-образная щель с вершиной в точке схождения образуется при их сведении вследствие изогнутости ребра. Высокочастотную сварку осуществляют путем нагрева свариваемых поверхностей в точке схождения токами высокой частоты до их оплавления и последующего обжатия. Перемещение листовой заготовки - прямолинейное. Ребра подаются к месту сварки поочередно в заданной последовательности и с заданным шагом. Правку приваренных ребер осуществляют непосредственно после сварки.
Использование плоской заготовки и изогнутых ребер упрощает весь процесс и снимает ограничения, связанные с их толщиной, так как ребра могут быть подготовлены заранее и иметь различный профиль изгиба.
Длина и ширина получаемой оребренной металлоконструкции определяются размерами плоской листовой заготовки; линейное перемещение плоских заготовок не представляет технических сложностей и не ограничивает их (заготовок) толщину. Таким образом, обеспечиваются широкие возможности на одном и том же оборудовании изготавливать плоские металлоконструкции с различными размерами по толщине элементов, длине и ширине.
Поочередная сварка ребер с заготовкой (приварка) позволяет задавать требуемое взаимное расположение ребер и расстояния между ними, в том числе переменные по ширине заготовки, а также приварку ребер, различающихся по толщине и высоте. По сравнению с прототипом исключается трудоемкая операция правки полной оребренной конструкции - правка каждого приваренного ребра непосредственно после сварки требует существенно меньших усилий, чем правка конструкции со всеми приваренными ребрами. Исключение этих трудоемких операций позволяет увеличить производительность производства.
Таким образом, видно, что отличия предлагаемого способа от известного обеспечивают достижение указанного технического результата. Решения, имеющие признаки, совпадающие с совокупностью отличительных признаков, не выявлены. Поэтому заявляемое решение соответствует изобретательскому уровню.
Возможность промышленного применения способа очевидна. Его реализация возможна с помощью известных доступных современных средств.
Достижение технического результата при реализации предлагаемой линии обуславливается тем, что известная линия, включающая устройство перемещения листовой заготовки вдоль линии сварки, устройство подачи ребер к месту сварки с заготовкой с образованием V-образной щели с вершиной в точке схождения и сварочный узел, содержащий сварочное устройство с высокочастотным генератором и обжимное устройство, снабжена установленным непосредственно после сварочного узла устройством для правки приваренного ребра, а также средством для возврата листовой заготовки после приварки каждого ребра в исходное положение, при этом устройство подачи ребер содержит кассету в виде пространственной рамы с возможностью размещения в ней предварительно изогнутых ребер и средство поштучной их подачи к месту сварки с листовой заготовкой, а сварочный узел выполнен с возможностью перемещения в горизонтальной плоскости перпендикулярно линии сварки.
Кроме того, в линию может быть дополнительно включено устройство для изгиба привариваемого ребра. Его расположение в линии может быть любым.
Заявляемое изобретение (линия) соответствует критерию новизна, так как в настоящее время не известны аналогичные устройства, которым присущи все признаки заявляемого изобретения.
Сущность данного изобретения поясняется представленным на фиг. 1 видом линии по п. 1 в двух проекциях и описанием процесса ее работы. На фиг. 1 позициями обозначены:
1 - приемный рольганг;
2 - кассета с подающим устройством;
3 - сварочное устройство с высокочастотным генератором;
4 - обжимное устройство;
5 - привод перемещения;
6 - устройство для правки приваренных ребер;
7 - листовая заготовка;
8 - ребро;
9 - выходной рольганг.
Приемный рольганг 1 - устройство линейного перемещения плоской листовой заготовки 7; кассета с подающим устройством 2 - это устройство подачи изогнутых ребер 8 к месту сварки с плоской листовой заготовкой 7; выходной рольганг 9 - устройство перемещения листовой заготовки с приваренными ребрами.
Кассета с подающим устройством 2 включает пространственную раму, в которой размещаются изогнутые ребра 8, и устройство для поштучной подачи ребер, например, в виде системы откидывающихся стопоров с ограничителями перемещения ребер под действием собственного веса, работающих, например, по сигналу оператора или по заданной программе. Сварочный узел, состоящий из сварочного устройства с высокочастотным генератором 3 и обжимного устройства 4, установлен с возможностью перемещения в горизонтальной плоскости, в частности в направлении, перпендикулярном линии сварки. Такая возможность обеспечивает установку сварочного устройства в нужное положение при переходе к сварке последующего ребра. Непосредственно после сварочного узла установлено устройство для правки приваренных ребер 8, то есть каждое ребро подвергается правке отдельно, независимо от других.
Средства для возврата листовой заготовки после приварки каждого ребра в исходное положение могут быть различными, например, выходной рольганг 9 и/или устройство правки приваренных ребер 6 могут быть выполнены реверсивными. Вариант выполнения обжимного устройства в виде каретки с пружинным силовым роликом и устройства перемещения каретки вместе со сварочным устройством - наиболее простой конструктивный вариант выполнения.
Один из возможных вариантов выполнения устройства правки приваренных ребер - многовалковая клеть с приводными правильными валками, обеспечивающими правку отдельного ребра.
Включение в состав линии дополнительного устройства для изгиба ребер - это наиболее удобный вариант организации производства. Однако наличие такого устройства не является необходимым, поскольку не влияет на достижение указанного технического результата.
Очевидно, что предлагаемая линия лишена недостатков прототипа. Она не содержит сложных устройств изменения формы заготовки, фиксации ее в такой форме. Исключены достаточно сложные устройства перемещения заготовки, обеспечивающие линию сварки. Исключены энергоемкие устройства резки, развертки и правки уже полностью оребренной заготовки.
Правка отдельных ребер после сварки проще, чем правка полностью оребренной панели. При этом существенно снижается энергоемкость устройства, так как правка отдельного ребра требует меньшей мощности, чем правка полностью оребренной конструкции, а наличие соседних приваренных ребер, особенно при сравнительно небольшом шаге, может еще более снизить усилия правки соседних ребер, вплоть до исключения.
Таким образом, видно, что отличия заявляемого устройства от известного обеспечивают достижение указанного технического результата. Решения, имеющие признаки, совпадающие с его отличительными признаками, не выявлены. Поэтому заявляемое решение соответствует изобретательскому уровню.
Линия работает следующим образом. Плоская листовая заготовка 7 подается на приемный рольганг 1, и ее передняя кромка устанавливается в точке начала сварки. Кассета с подающим устройством 2 устанавливается в рабочее положение и очередное ребро 8, подлежащее приварке, также подается в точку начала сварки. Сварочный узел, состоящий из сварочного 3 и обжимного 4 устройств, подается к установленному ребру 8 и одновременно включаются привод перемещения 5 и сварочное устройство 3. Осуществляется сварка листовой заготовки 7 и ребра 8. При достижении передней кромкой листовой заготовки 7 устройства правки 6, его валки сводятся и начинают вращаться со сварочной скоростью, производя правку приваренного ребра 8. После окончания приварки очередного ребра 8 сварочное 3 и обжимное 4 устройства отключаются; после прохождения задней кромкой листовой заготовки 7 валков устройства правки 6 оно также отключается. Включается средство возврата листовой заготовки после приварки каждого ребра в исходное положение. Например, таким средством может быть реверсивный выходной рольганг 9, по которому перемещается листовая заготовка с приваренным ребром (ребрами) после правки. В этом случае, для возврата в исходное положение включается реверс устройства 9. После возврата в исходное положение передняя кромка заготовки 7 с приваренным ребром (ребрами) возвращается в точку начала сварки; в соответствующее место (с заданным шагом) подается очередное ребро, подводится сварочное устройство 3 и процесс повторяется.
Таким образом, заявляемая линия лишена недостатков прототипа - при упрощении, меньшей энергоемкости и большей производительности обеспечиваются возможности изготовления плоских оребренных металлоконструкций с элементами больших толщин и существенно больших габаритных размеров, а также изготовления конструкций с переменным по ширине шагом между ребрами.
Возможность промышленного применения очевидна. Реализация линии доступна с помощью современных известных средств и технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОРЕБРЕННАЯ ЛИСТОВАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2279619C1 |
| Способ высокочастотной сварки | 1983 |
|
SU1139593A1 |
| Способ высокочастотной сварки | 1984 |
|
SU1276462A1 |
| ТЕПЛООБМЕННИК | 2016 |
|
RU2640263C1 |
| Установка для высокочастотной сварки стенки с полкой | 1988 |
|
SU1602648A2 |
| Установка для высокочастотной сварки стенки с полкой | 1991 |
|
SU1815077A1 |
| Установка для высокочастотной сварки стенки с полкой | 1987 |
|
SU1507552A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ПАНЕЛЕЙ | 2013 |
|
RU2595078C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| РОТОРНАЯ МАШИНА | 2006 |
|
RU2316674C2 |
Изобретение может быть использовано для изготовления высокочастотной сваркой металлоконструкций, в частности элементов прочности. Поверхность заготовки и ребра сводят с образованием V-образной щели с вершиной в точке схождения. Нагревают токами высокой частоты до оплавления свариваемых поверхностей в точке схождения и обжимают их для образования сварного соединения. К месту сварки подают плоскую листовую заготовку и предварительно изогнутые ребра. Ребра приваривают поочередно в заданной последовательности с заданным шагом. Правку приваренных ребер осуществляют непосредственно после сварки. Устройство подачи ребер состоит из кассеты в виде пространственной рамы для размещения ребер с устройством поштучной подачи их к месту сварки с листовой заготовкой. Сварочное устройство имеет возможность перемещения в горизонтальной плоскости. Линия снабжена средствами для возврата листовой заготовки после приварки каждого ребра в исходное положение. Изобретение обеспечивает изготовление плоских оребренных металлоконструкций больших габаритных размеров с элементами больших толщин и переменным по ширине шагом между ребрами. 2 н. и 1 з.п. ф-лы, 1 ил.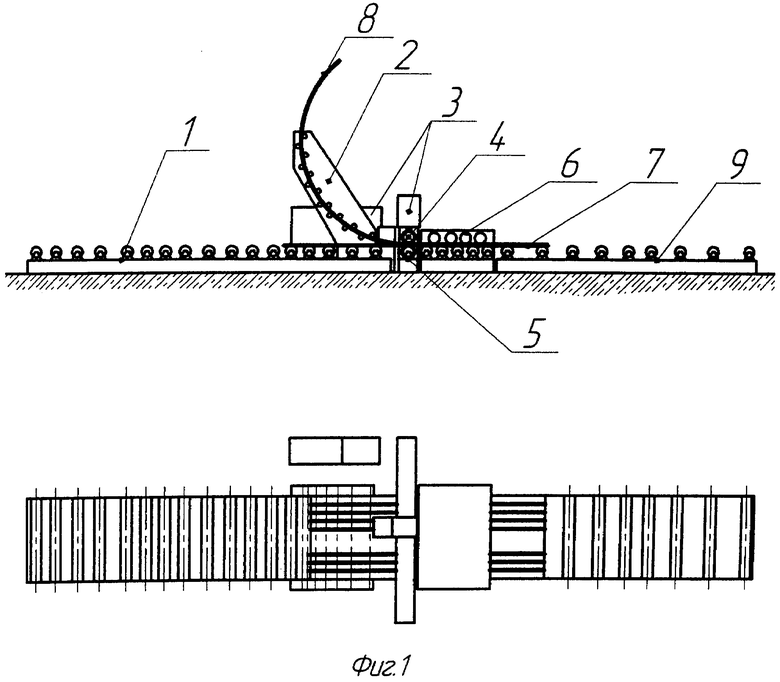
1. Способ изготовления плоских оребренных металлоконструкций методом высокочастотной сварки, включающий подачу листовой заготовки и ребра к месту сварки, поочередную приварку ребер к заготовке с заданным шагом путем сведения поверхности листовой заготовки и ребра с образованием V-образной щели с вершиной в точке их схождения, нагрева токами высокой частоты до оплавления свариваемых поверхностей в точке схождения и обжатия их для образования сварного соединения, отличающийся тем, что к месту сварки подают плоскую листовую заготовку и поочередно, в заданной последовательности предварительно изогнутые ребра, при этом непосредственно после приварки каждого ребра осуществляют его правку.
2. Линия изготовления плоских оребренных металлоконструкций методом высокочастотной сварки, содержащая устройство перемещения листовой заготовки вдоль линии сварки, устройство подачи ребер к месту сварки с заготовкой с образованием V-образной щели с вершиной в точке схождения и сварочный узел, содержащий сварочное устройство с высокочастотным генератором и обжимное устройство, отличающаяся тем, что она снабжена установленным непосредственно после сварочного узла устройством для правки приваренного ребра, а также средством для возврата листовой заготовки после приварки каждого ребра в исходное положение, при этом устройство подачи ребер содержит кассету в виде пространственной рамы с возможностью размещения в ней предварительно изогнутых ребер и средство поштучной их подачи к месту сварки с листовой заготовкой, а сварочный узел выполнен с возможностью перемещения в горизонтальной плоскости перпендикулярно линии сварки.
3. Линия по п. 2, отличающаяся тем, что она дополнительно содержит устройство для предварительного изгиба привариваемого ребра.
| SU 820082 А1, 27.03.1996 | |||
| Способ высокочастотной сварки трубных плетей с ребрами | 1985 |
|
SU1318365A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПРОФИЛЕЙ ТИПА ПОВЕРХНОСТЬ - РЕБРО | 1996 |
|
RU2105647C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1978 |
|
SU733205A1 |
| Устройство для ротоционного выдавливания тонкостенных оболочек | 1984 |
|
SU1212653A1 |

