1
Изобретение относится к конструкции матрицы для прессования однородных тонкостенных ячеистого или сотового типа изделий.
Известно устройство для формования сотовой структур.ы, например керамических элементов, в которой несколько удлиненных тонкостенных втулочных элементов, имеющих удлинение с закрытыми концевыми частями, присоединены к цилиндру экструдера. Однако свободное удлинение на такой втулке имеет тенденцию деформироваться под давлением прессования, в результате чего качество формуемых изделий ухудшается.
1Дель изобретения - повышение качества формуемых изделий. Эта цель достигается тем, что корпус устройства выполнен с питающими каналами с одной стороны и взаимосвязанными разгрузочными пазами с другой стороны, причем питающие каналы соединены с основаниями, выполненными на внутренних концах разгрузочных пазов.
Поперечное сечение основания больше, чем соответствующее поперечное сечение разгрузочного паза на выходной поверхности.
На корпусе смонтировано кольцо, образующее отверстие по наружной окружности выходной поверхности корпуса.
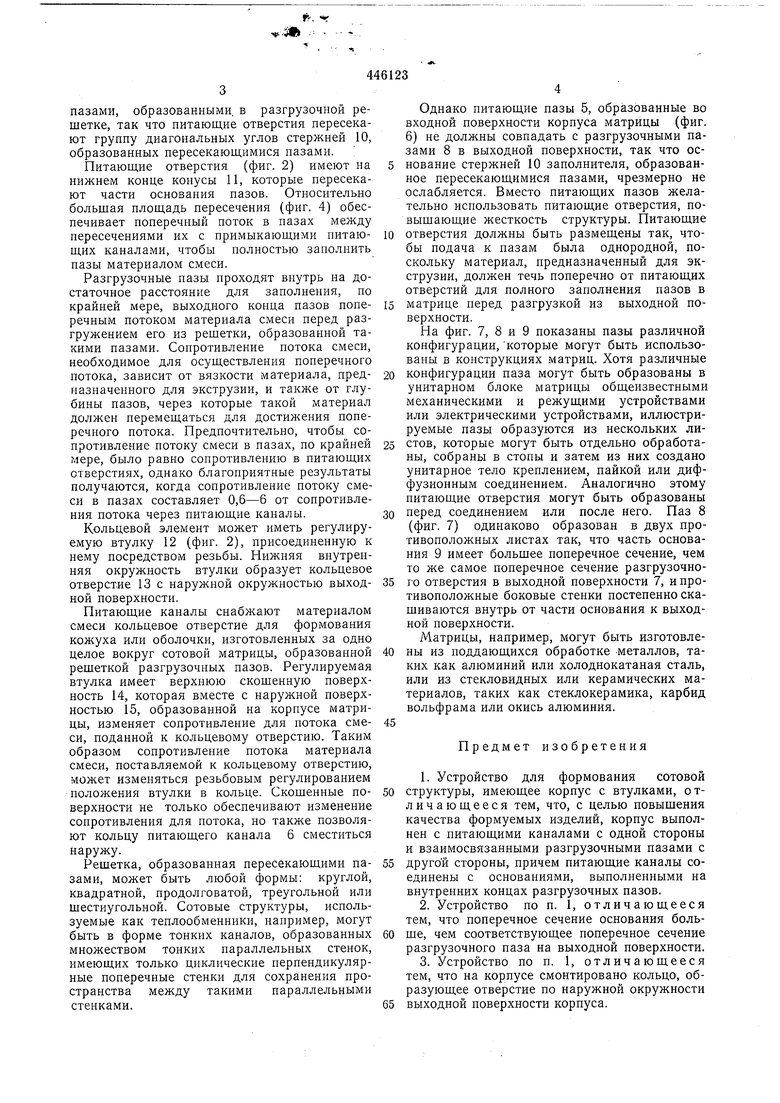
На фиг. 1 схематически изображено предложенное устройство, вид сверху; на фиг. 2- разрез по А-А на фиг. 1; на фиг. 3 - матрица по фиг. 1, вид снизу; на фиг. 4 - то же, значительно увеличенный вид сверху в разрезе (иллюстрируется ориентация между отверстиями подачи и разгрузочными пазами); на
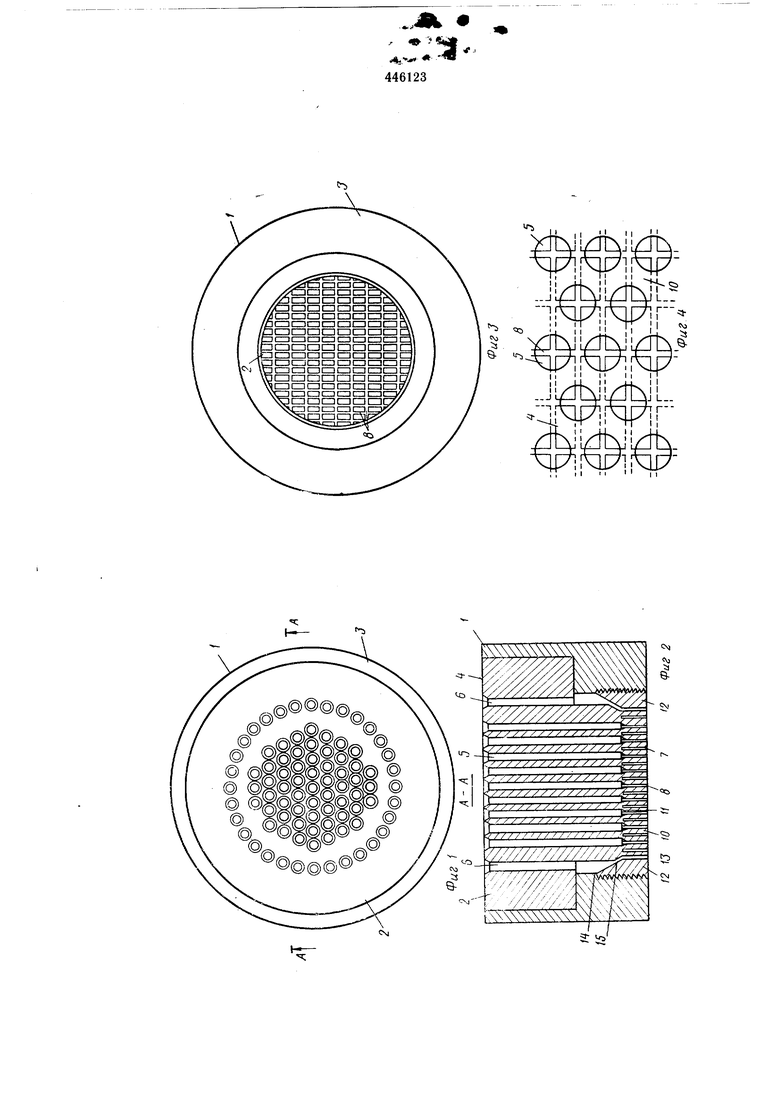
фиг. 5 и 6 варнанты конструкции, вид сверху; на фиг. 7, 8 и 9 - разгрузочные пазы различной формы.
Матрица 1 состоит из корпуса 2 и кольца 3. Корпус матрицы имеет входную поверхность
4, снаблсенную несколькими отверстиями или питающими каналами 5 для подачи материала к матрице сотовой структуры, а также несколькими расположенными но окружности каналами 6 для подачи материала к наружному кожуху или оболочке. Кольцевой паз может быть заменен каналом 6, и центральная часть матрицы удерживается соответствующими щтифтами или другим способом. На выходной поверхности 7 матрицы, противоположной входной поверхности, расположены несколько взаимосвязанных разгрузочных пазов 8 (фиг. 3). Эти пазы образуют решетку, через которую выталкивается материал для образования сетки когерентной сотовой структуры. Каждый разгрузочный паз имеет основание 9 на самом внутреннем конце, и питающий канал связан с выбранной зоной основания. Питающий канал (фиг. 4) может быть выполнен в виде отверстий, которые связаны с переменно пересекающимися
пазами, образованными в разгрузочной решетке, так что питающие отверстия пересекают группу диагональных углов стержней 10, образованных пересекающимися пазами.
Питающие отверстия (фиг. 2) имеют на нижнем конце конусы И, которые пересекают части основания пазов. Относительно большая площадь пересечения (фиг. 4) обеспечивает поперечный поток в пазах между пересечениями их с примыкающими питающих каналами, чтобы полностью заполнить пазы материалом смеси.
Разгрузочные пазы проходят впутрь на достаточное расстояние для заполнения, по крайней мере, выходного конца пазов поперечным потоком материала смеси перед разгружением его из решетки, образованной такими пазами. Сопротивление потока смеси, необходимое для осуществления поперечного потока, зависит от вязкости материала, предназначенного для экструзии, и также от глубины пазов, через которые такой материал должен перемещаться для достижения поперечного потока. Предпочтительно, чтобы сопротивление потоку смеси в пазах, по крайней мере, было равно сопротивлению в питающих отверстиях, однако благоприятные результаты получаются, когда сопротивление потоку смеси в пазах составляет 0,6-6 от сопротивления потока через питающие капалы.
Кольцевой элемент может иметь регулируемую втулку 12 (фиг. 2), присоединенную к нему посредством резьбы. Нижняя внутренняя окружность втулки образует кольцевое отверстие 13 с наружной окружностью выходной поверхности.
Питающие каналы снабжают материалом смеси кольцевое отверстие для формования кожуха или оболочки, изготовленных за одно целое вокруг сотовой матрицы, образованной решеткой разгрузочных пазов. Регулируемая втулка имеет верхнюю скошенную поверхность 14, которая вместе с наружной поверхностью 15, образованной на корпусе матрицы, изменяет сопротивление для потока смеси, поданной к кольцевому отверстию. Таким образом сопротивление потока материала смеси, поставляемой к кольцевому отверстию, может изменяться резьбовым регулированием положения втулки в кольце. Скощенные поверхности не только обеспечивают изменение сопротивления для потока, но также позволяют кольцу питающего канала 6 сместиться наружу.
Решетка, образованная пересекающими пазами, может быть любой формы: круглой, квадратной, продолговатой, треугольной или шестиугольной. Сотовые структуры, используемые как теплообменники, например, могут быть в форме тонких каналов, образованных множеством тонких параллельных стенок, имеющих только циклические перпендикулярные поперечные стенки для сохранения пространства между такими параллельными стенками.
Однако питающие пазы 5, образованные во входной поверхности корпуса матрицы (фиг. 6) не должны совпадать с разгрузочными пазами 8 в выходной поверхности, так что основание стержней 10 заполнителя, образованное пересекающимися пазами, чрезмерно не ослабляется. Вместо питающих пазов желательно использовать питающие отверстия, повышающие жесткость структуры. Питающие отверстия должны быть размещены так, чтобы подача к пазам была однородной, поскольку материал, иредназначенный для экструзии, должен течь поперечно от питающих отверстий для полного заполнения пазов в матрице перед разгрузкой из выходной поверхности.
На фиг. 7, 8 и 9 показаны пазы различной конфигурации, которые могут быть использованы в конструкциях матриц. Хотя различные конфигурации паза могут быть образованы в унитарном блоке матрицы общеизвестными механическими и режущими устройствами или электрическими устройствами, иллюстрируемые пазы образуются из нескольких листов, которые могут быть отдельно обработаны, собраны в стопы и затем из них создано унитарное тело креплением, пайкой или диффузионным соединением. Аналогично этому питающие отверстия могут быть образованы перед соединением или после него. Паз 8 (фиг. 7) одинаково образован в двух противоположных листах так, что часть основания 9 имеет большее поперечное сечение, чем то же самое поперечное сечение разгрузочного отверстия в выходной поверхности 7, и противоположные боковые стенки постепенно скащиваются внутрь от части основания к выходной поверхности.
Матрицы, например, могут быть изготовлены из поддающихся обработке -металлов, таких как алюминий или холоднокатаная сталь, или из стекловидных или керамических материалов, таких как стеклокерамика, карбид вольфрама или окись алюминия.
Предмет изобретения
1.Устройство для формования сотовой структуры, имеющее корпус с втулками, о тличающееся тем, что, с целью повышения качества формуемых изделий, корпус выполнен с питающими каналами с одной стороны и взаимосвязанными разгрузочными пазами с другой стороны, причем питающие каналы соединены с основаниями, выполненными на внутренних концах разгрузочных пазов.
2.Устройство по п. 1, отличающееся тем, что поперечное сечение основания больще, чем соответствующее поперечное сечение разгрузочного паза на выходной поверхности.
3.Устройство по п. 1, отличающееся тем, что на корпусе смонтировано кольцо, образующее отверстие по наружной окружности выходной поверхности корпуса.
51
, 446123
,
446123
Фиг. 9
(Риг 8
